取换套工艺技术1
- 格式:ppt
- 大小:6.61 MB
- 文档页数:25

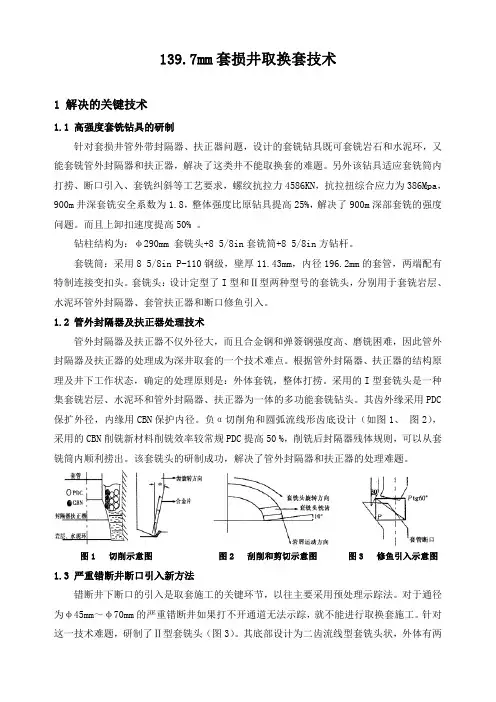
139.7mm套损井取换套技术1解决的关键技术1.1高强度套铣钻具的研制针对套损井管外带封隔器、扶正器问题,设计的套铣钻具既可套铣岩石和水泥环,又能套铣管外封隔器和扶正器,解决了这类井不能取换套的难题。
另外该钻具适应套铣筒内打捞、断口引入、套铣纠斜等工艺要求,螺纹抗拉力4586KN,抗拉扭综合应力为386Mpa,900m井深套铣安全系数为1.8,整体强度比原钻具提高25%,解决了900m深部套铣的强度问题。
而且上卸扣速度提高50%。
钻柱结构为:φ290mm套铣头+85/8in套铣筒+85/8in方钻杆。
套铣筒:采用85/8in P-110钢级,壁厚11.43mm,内径196.2mm的套管,两端配有特制连接变扣头。
套铣头:设计定型了I型和Ⅱ型两种型号的套铣头,分别用于套铣岩层、水泥环管外封隔器、套管扶正器和断口修鱼引入。
1.2管外封隔器及扶正器处理技术管外封隔器及扶正器不仅外径大,而且合金钢和弹簽钢强度高、磨铣困难,因此管外封隔器及扶正器的处理成为深井取套的一个技术难点。
根据管外封隔器、扶正器的结构原理及井下工作状态,确定的处理原则是:外体套铣,整体打捞。
采用的I型套铣头是一种集套铣岩层、水泥环和管外封隔器、扶正器为一体的多功能套铣钻头。
其齿外缘采用PDC 保扩外径,内缘用CBN保护内径。
负α切削角和圆弧流线形齿底设计(如图1、图2),采用的CBN削铣新材料削铣效率较常规PDC提高50%,削铣后封隔器残体规则,可以从套铣筒内顺利捞出。
该套铣头的研制成功,解决了管外封隔器和扶正器的处理难题。
图1切削示意图图2刮削和剪切示意图图3修鱼引入示意图1.3严重错断井断口引入新方法错断井下断口的引入是取套施工的关键环节,以往主要采用预处理示踪法。
对于通径为φ45mm~φ70mm的严重错断井如果打不开通道无法示踪,就不能进行取换套施工。
针对这一技术难题,研制了Ⅱ型套铣头(图3)。
其底部设计为二齿流线型套铣头状,外体有两道循环沟槽;内腔为、喇叭口状,这种喇叭口状结构具有修鱼收鱼作用;外部两道循环槽与底槽相连,有利循环。
套管补贴和取换技术一、套管补贴技术油水井外漏破损包括腐蚀孔洞、破裂、螺纹失效等形式,不但影响正常生产,还严重污染环境。
破损漏失部位往往在无水泥封固的空井段,套管受地表水、电化学等因素作用而腐蚀破损。
一般在50~500 m 较常见,有些井在井口附近或距井口10~20m 处也常发生破损外漏。
(一)补贴工艺原理套管补贴,就是利用特制钢管,对破漏部位的套管进行贴补,采用机械力使特制钢管紧紧补贴在套管内壁上,封堵漏点。
目前补贴修复(堵漏)常用特制波纹管,利用专用补贴工具进行补贴施工,其工艺原理是:用油管柱将补贴波纹管和补贴工具送至套管破损部位,然后管柱内憋压,在液压作用下,补贴工具中液缸及活塞拉杆将液压力转变成机械动力,使拉杆急速回缩上行,带动胀头胀开波纹管。
(二)补贴修复运用范围补贴法修复工艺技术,适应井况范围较广泛,从补贴工艺发展应用的情况来看,目前可以推广应用以下几方面。
(1)修复补贴修复补贴适用的井况包括套管腐蚀孔洞、穿孔、破裂裂纹、破裂裂缝、螺纹失效、误射孔补救等。
这种井况下的补贴修复,修复效果明显,成功率高,修复后井的利用率高。
(2)调整补贴对于多油层系统开发的油井,共同注水的注水井,在开发到一定程度后,同井不同层系不同油层将会出现层间矛盾、层内矛盾、平面矛盾等注水开发三大矛盾。
为消除解决这三大矛盾,特别是层间矛盾往往需调整开发层系,使某一层系,某一层段封闭放弃开发,为此需对关闭放弃的层段射孔孔眼进行补贴封闭,这种补贴法称为调整补贴。
因补贴而封闭的油层需重新动用时重新补射孔即可。
利用波纹管补贴封堵射孔孔眼与化学堵剂封堵关闭的油层配套进行,可使调整开发层系取得更理想的施工效果。
(3)封堵高含水层段油井含水高,这种高含水将随油田注水开发时间的增长而增高,而处理高含水井况,往往用机械卡堵即双封隔器卡堵高含水层段,其结果是高含水部位被卡堵,而低含水部位的油也同时被卡堵产不出来。
另一方面双封隔器堵水因其工具及配套配产(水)器所限,一般一次工艺管柱只能卡堵5~7 层,而又受工具寿命所限,往往需起下管柱更换堵水工具,所以费时费力,成本较高,而效果也并不理想。
华北油田井下作业工程技术总结一、“十一五”以来主要工程技术工作及技术应用情况经过多年的发展,不断提高井下作业工程技术服务能力、质量和管理水平,为油气田稳产、上产提供了有力的保障。
在常规井下作业工艺技术不断完善的同时,近两年来,在试油、修井、压裂酸化及煤层气钻井完井等方面,逐步形成并推广应用了一批有华北特色的新技术:1.试油测试特色技术近两年,结合生产实际,形成的试油测试特色技术包括:射孔-测试-抽吸/水力泵排液三联作,试油资料自动采集远程无线传输技术、稠油井油管泵/水力活塞泵试油排液技术等。
在试油测试工艺技术方面,针对斜井、深井、含H2S气井、高压气井等高难度井测试的需要,在常规套管测试技术的基础上,开发了油管传输负压射孔与地层测试和排液试联新技术,并形成了生产能力。
为扩大测试技术应用范围,改进了PCT、APR等压控测试技术,满足了特殊井况的施工需要,促进了试油速度和资料质量的提高。
在试油现场资料采集方面,研发了试油现场资料自动采集远程无线传输技术,可将油气水产量、油套压力、流体温度等参数由计算机自动连续采集,现场解释、显示、存储、打印输出,并通过无线网络传输到生产指挥中心。
在稠油试油工艺技术方面,主要采用油管泵和水力活塞泵排液。
油管泵排液工艺技术可以解决试油排液过程中稠油井抽汲排液困难问题。
该工艺主要由井下泵和地面设备两大部分组成的抽汲系统实现排液。
管柱可随液面深度加深或提升。
在管柱下部可挂载压力计,一次性完成排液测压测试取样等工作。
主要用于稠油井(原油粘度为1500-3000mPa·s),常规抽汲困难的井的排液。
水力活塞泵适用于稠油和产液量大的井的排液,其举升高度不受限制。
对于稠油井可加入降粘剂或提高工作液温度,常用于斜井水平井排液。
2.水平井封隔器分层试油工艺技术通过对ISP封隔器、环空单流阀等井下工具的组合优化,开发研究出了依靠ISP封隔器分段分层,用环空单流阀沟通管柱与目的层,这种工具组合可实现选择性分层试油排液措施,具有针对性强、安全性好。
取换套操作规程1 主题内容与适用范围本规程规定了取换套操作的内容及要求。
本规程适用于取换套作业操作。
2程序内容2.1施工准备2.1.1 40m3工程大罐2具,6m3、1m3方池子各1具。
2.1.2160t水龙头、方钻杆及配套方补心各1套。
2.1.3.防爆工具1套,灭火器材按标准配套。
2.1.4.对设备关键部位及相关设施的检查、保养,包括:绷绳、地锚绳、发动机、井架、井架支腿、指重表、扭矩表、死绳固定器、活绳头、游动滑车、吊环、吊卡、大绳等。
2.1.5.可退式卡瓦捞矛及滑块捞矛各一个。
2.1.6.套铣筒(11-12m)2个。
2.2 开工准备2.2.1 按标准对井场、井口、环保进行验收,符合施工要求即接井,与采油厂工区完成交接手续,生产设施搬迁到位。
2.2.2.值班房及工具房必须接地线,电阻不大于10Ω。
2.2.3.现场备井筒容积1.5倍的压井液。
2.2.4.井架绷绳分布均匀、角度符合要求,按原车说明书的要求绷全、受力均匀,绳卡数量、卡距符合标准。
2.2.5.对服务方提供的地质和工艺设计认真研究,对井下情况及套管的类型、壁厚等数据认真分析,确保数据的正确性。
2.3. 施工步骤及工艺要求2.3.1.压井:根据井下情况,选择合适密度的压井液压井,则必须在井口稳定的情况下卸掉井口,露出套管头节箍。
2.3.2. 检测套管:根据设计提供资料,选择合适铅模打印或下小直径工具通井,证实井下套管变形情况是凸凹、破裂,还是错段,以及损坏的位置、破裂的大小、形状等。
挖开井口,露出油套和技套之间的环形压板和放空阀,打开放空阀,用水泥车从套管打压,通过观察放空阀出液情况,证实套管是否破裂或错段。
2.3.3.打捞:根据套管尺寸,选择合适的工具,下滑块捞矛或倒扣捞矛+方钻杆+水龙头。
根据井内提供的水泥返高以上套管长度,算出水泥返高以上套管重量,上提悬重时应考虑到在切割环形压板后套管突然下落所产生的冲击载荷,最大上提负荷大于套管自由段的重量。
表层套管及有放气管井取换套技术1小表层套管套损井取换套工艺1.1套铣参数钻压:钻压为40~100KN。
排量:1.2~16m3/min。
转速:500m以下,70~90r/min;500m~650m,60~80r/min;650m以上,50~80r/min。
三参数匹配值见表1和表2。
表1套铣头参数选择表井段m钻压KN转数r/min排量m3/min300以上30~40100 1.4~1.6300~55040~6070~90 1.4~1.6 550~水泥返高60~8060~80 1.4~1.6水泥返高以下80~10050~80 1.4~1.6水泥面控制器、扶正器、变点40~5040~60 1.2~1.5表2喇叭口套铣头参数选择表井段m钻压KN转数r/min排量m3/min 套损部位、水泥面控制器、扶正器30~4070~90 1.0~1.2套损部位以下5~10m80~10050~80 1.2~1.51.2取出牺牲阳极保护器大庆油田采油六厂和采油三厂有一部分井为了防止浅层套管腐蚀,完井时在地面以100m的油层套管上连接10个外径为φ165mm牺牲阳极保护器。
套铣筒内径φ172mm,与保护器之间的环隙只有7mm,致使套铣速度慢,憋泵严重。
解决这一问题的方法是套铣之前先将保护器取出,然后再套铣。
为了防止丢鱼头,切割打捞工具下部接加长管柱,使套管内始终留有示踪。
取出保护器后下引鱼管柱,使油层套管顺利进入套铣筒。
1.3套铣水泥面控制接头水泥面控制器是采油厂为了控制水泥返高,要求完井下套管时下的一种水泥面控制工具,其外径φ200mm,本体上镶焊硬质合金,与套管连接处有没有水泥封固的套管扶正器。
套损点位于水泥面控制接头以下时,需要套铣水泥面控制接头。
套铣水泥面控制接头需要专用的套铣钻头,常规的套铣钻头是不能胜任的。
专用套铣头是一种集套铣岩层、水泥环和套管扶正器、水泥面接头器为一体的多功能套铣钻头,结构尺寸为:φ245mmxφ170mmx350mm。
取换套关键技术1工艺原理及专用工具1.1取换套工艺原理套管取换的工艺原理是采用专用的套铣工具(套铣钻头、套铣筒等配套工具),套铣套管周围的水泥环及部分岩石,使套管自由,采用切割或倒扣的方式将套损点以上及其以下适当部位的套管取出,然后下入新套管对扣或用补接器补接,将损坏的套管换掉,达到修复的目的。
1.2取换套专用钻头套铣钻头是用来破碎套管外水泥环以及水泥环外的岩石专用的套铣工具。
根据齿形可分为复合片套铣钻头和圆弧齿套铣钻头;根据套铣钻头的形状可分为喇叭口套铣钻头和一般套铣钻头;根据套铣钻头的作用可分为套铣水泥环钻头、套铣非封固段钻头、套铣放气管及管外封隔器扶正器钻头和套铣断口专用钻头等。
复合片套铣钻头铣齿镶焊硬质合金柱,齿形如刮刀钻头的刀片,一般布有八齿,其结构形状如图1所示。
取换套用复合片套铣钻头外径一般为φ290mm,内径φ260mm,一般用来套铣井内无落物的井段,套铣速度较快。
图1复合片套铣钻头图2圆弧齿套铣钻头圆弧齿套铣钻头齿形为圆弧状,铣齿铺焊钨钢粉,耐磨性好,有布二齿、三齿、八齿的,图2为布有八齿的圆弧齿套铣钻头。
圆弧齿套铣钻头外径一般为φ290mm,内径φ260mm。
主要用来套铣管外小件落物。
喇叭口套铣钻头内径到外径通过倒角过度,倒角有45°,60°,30°之分,主要用来收引下断口。
图2其实就是一个喇叭口套铣钻头,由图可以看出它的内径到外径是通过倒角过渡的。
喇叭口套铣钻头齿形可以是复合片的,也可以是圆弧齿的。
套铣放气管及管外封隔器扶正器钻头内径较小,一般为φ190mm,外径较大,一般为φ300mm,以便完成对放气管和管外封隔器的磨铣。
取套常用套铣钻头参数见表1。
表1取换套常用套铣钻头参数表序号接头螺纹接头外径mm外径mm内径mm齿数个用途185/8in(75/8in)钻杆螺纹275(245)3001902,3,8套铣管外水泥环及落物285/8in(75/8in)钻杆螺纹275(245)3001906,8,18套铣管外水泥环及落物385/8in(75/8in)钻杆螺纹275(245)3002603,8,18套铣管外封隔器,引如下断口485/8in(75/8in)钻杆螺纹275(245)2902608,18套铣非封固段575/8in钻杆螺纹2452602308,18套铣非封固段685/8in(75/8in)钻杆螺纹275(245)2902602,3,8套铣管外水泥环2工艺过程取换套施工一般可分套铣前准备、套铣取套、补接完井三大步骤。