Q235B4.8mm板状对接焊接工艺评定(手工焊)
- 格式:docx
- 大小:90.04 KB
- 文档页数:13
XX公司
焊接工艺评定
编号: HP013
编制: _____________________
审核: _____________________
批准: _____________________
目录
一、焊接工艺评定任务书(共1页)
二、焊接工艺评定指导书(共2页)
三、焊接工艺评定报告(共3页)
四、附件(原始记录、报告)(共6页)
焊接工艺评定任务书
检验项目 检验标准
评定指标 检验项目
检验标准
评定标准
试样数量
外观检查
97版蒸规
无裂纹
拉伸 常温
''''高温^ 焊缝
GB/T228-1987
97版蒸规
2条
无 损 检 测
射线
GB3323-1987
不低于II 级
试验
超声
弯曲 试验 面弯
□匕才k 冃
弯
侧弯^ GB/T232-1988
97版蒸规
各2条
渗透
磁粉
冲击 试
验
焊缝区
焊缝化学成分
热影响区
接头硬度检验
刻槽锤断
金 相
微观
腐蚀试验
宏观
注:手工焊 mm/根,气体保护焊 mm/min ,埋弧焊 mm/h 。
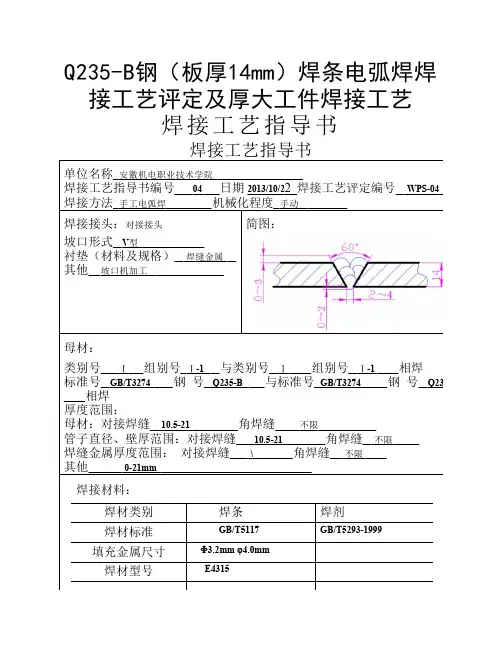
接头型式简图: 母 材:钢号 Q235B 与钢号 Q235B 相焊; 焊材牌号:
J422 ; 规格: $ 2.5mm
工程单位: XX 机电工程有限公司
委托编号: hjs0615 焊接位置: 立焊(3G ) 委托日期: 2006年5月21日
接头型式:
板状对接
接头编号: HP-D1-3-217
机械化程度(手工、半自动、自动) 手工 焊接方法: SMAW
保护气体:
要求完成日期:
执行标准:97版《蒸汽锅炉安全技术监察规程》
规格:3 =4.8 mm
----- .7 T 严竹
日期
2006-5-22
审核
日期
编制
焊接工艺指导书
单位名称:
XX 机电工程有限公司
焊接接头: 板状对接
坡口形式:
V
衬垫(材料及规格): /
其他:
/
母材:
类别号 I 组别号 1-1与类别号
I 组别号 1-1相焊及标准号 GB/T3274-88I 钢号 Q235-B 与钢号
Q235-B 相焊
适用厚度范围: 母材:对接焊缝
1.5W T W 9.6mm
角焊缝 不限
管子直径壁厚范围:对接焊缝 ________________________ 角焊缝 _______________________ 焊缝金属厚度范围:对接焊缝
不限<t W 9.6mm
角焊缝
不限
其他 ____________________________________________________________________________________________________ 焊材类别
焊丝
焊条
焊材标准
GB/T5117-1995
填充金属尺寸
$ 2・5、$ 3.2
焊材型号
GB E4303 焊材牌号(钢号)
J422
焊材烘干温度
焊材恒温时间
其他
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
焊接工艺指导书编号:
HZ013
焊接工艺评定报告编号:
HB013
焊接方法:
SMAW
机械化程度(手工、半自动、自动):
手工
简图:
(接头形式坡口形式与尺寸 焊层焊道布置及顺序)
电特性: 电流种类:
直流
极 性:底层焊:正接;
填充、盖面层焊:反接
焊接电流范围 (A ):
70~110
电弧电压 (V ): _______ 20~28 ______
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
钨极类型及直径: ______________________________ 喷嘴直径(mm ): _______________________________
熔滴过渡形式 : _______________________________ 焊丝送进速度(cm/min ): _________________________ 技术措施: 摆动焊或不摆动焊:
摆动
焊前清理和层间清理:砂轮机、钢丝擦 单道焊或多道焊(每面): _______ 单道焊 导电嘴至工作距离(mm ):
其他: ____________________________________
摆动参数: 微摆
背面清根方法: 单丝焊或多丝焊: 锤击:
不锤击
焊接工艺评定报告
单位名称:XX机电工程有限公司
焊接工艺评定报告编号:HB013 焊接工艺指导书编号:HZ013
焊接方法:SMAW 机械化程度:(手工、半自动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
结论:本评定按97版《蒸汽锅炉安全技术监察规程》规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果:
XX公司
施焊记录及焊缝外观检验
工程名称:焊接工艺评定
委托单位:XX机电工程有限公司检验日期:2006年5月30日
XX公司射线探伤报告
SH3505
J729C-2
共2页第1页
XX公司射线探伤评定表
SH3503
共2页 第2页
XX 公司
焊接接头机械性能试验报告
委托单位:XX 机电工程有限公司 工程名称:焊接工艺评定 检验编号:HP-D1-3-217
钢材牌号规格:Q235-B S =4.8 mm 焊材类型:J422①2.5 mm
委托编号:hjs0615
报告编号:hjs061501 报告日期:
2006年6月15日
焊接方法:手工电弧焊 焊接位置:立焊(3G )。