固晶焊线工序QC推拉力测试手法培训
- 格式:pptx
- 大小:2.85 MB
- 文档页数:22

QC七大手法培训资料(完整版) 哇塞,这可是QC七大手法培训资料(完整版)啊!听说这个资料可是质量控制界的“葵花宝典”,掌握了它,你就能成为质量控制的“武林高手”!那我们赶紧来一起学习吧!我们来了解一下QC七大手法的概念。
QC七大手法,又称为质量管理七步法,是指在质量管理过程中,通过七个步骤来解决问题、提高质量的一种方法。
这七个步骤分别是:明确问题、分析原因、制定计划、实施计划、检查结果、采取措施、总结经验。
下面我们就来详细讲解一下这七个步骤。
1. 明确问题在质量管理过程中,首先要明确问题出在哪里。
这就像是找到了问题的“源头”,只有找到了问题的根源,才能对症下药。
我们在实际工作中要善于发现问题,勇于面对问题,这样才能更好地提高质量。
2. 分析原因明确问题之后,我们就要分析问题的原因。
这就像是找到了问题的“病根”,只有找到了问题的真正原因,才能从根本上解决问题。
我们在实际工作中要善于分析问题,深入了解问题的本质,这样才能更好地提高质量。
3. 制定计划在分析原因的基础上,我们就要制定解决问题的计划。
这就像是为解决问题制定了一张“路线图”,只有有了明确的计划,才能更好地解决问题。
我们在实际工作中要善于制定计划,明确解决问题的方向和目标,这样才能更好地提高质量。
4. 实施计划制定计划之后,我们就要付诸实践,按照计划去解决问题。
这就像是按照“路线图”一步一步地前进,只有付诸实践,才能真正解决问题。
我们在实际工作中要勇于实践,敢于担当,这样才能更好地提高质量。
5. 检查结果在实施计划的过程中,我们要不断地检查结果,看看是否达到了预期的效果。
这就像是在“路上”不断地回头看看自己的“脚步”,只有不断检查结果,才能及时发现问题,及时调整方案。
我们在实际工作中要善于检查结果,时刻关注质量的变化,这样才能更好地提高质量。
6. 采取措施在检查结果的过程中,如果发现问题还没有完全解决,我们就要采取相应的措施,进一步解决问题。
焊接强度拉拔力测试方法我折腾了好久焊接强度拉拔力测试方法,总算找到点门道。
说实话,刚开始的时候我完全是瞎摸索。
我最开始想到的就是直接找个东西拉一拉焊接的部分,就像你想知道一根绳子有多结实,就使劲拽拽看一样。
我找了个简易的夹具,把焊接的试件一头夹住,另一个夹具夹在另外一头,然后就用一个手动的小拉拔工具开始拉。
结果呢,一来是拉力不均匀,二来是夹具根本就夹不牢固。
这就好比你想拽开一个东西,但是你的手没抓稳,那肯定不行啊。
这次尝试可以说是失败得一塌糊涂。
后来我想这可不行啊,我就研究那些专业的设备。
那些专业设备看起来特别复杂,有表盘,还有各种调节的按钮。
我第一次用的时候,都不知道那些按钮是干啥的。
就乱按一通,结果测试出来的数据乱七八糟的。
这就好似你进了一个高科技的房间,啥也不懂就乱按按钮,肯定得出乱子啊。
然后经过仔细研究说明书我才知道,在做拉拔力测试之前,样本的准备很关键。
焊接的部分得保证表面平整,不能有毛刺或者没焊好的地方。
这就好比盖房子,地基要是不平,房子肯定不结实。
我之前失败就是因为没重视这个准备环节,有的焊接试件甚至边上还多余一坨焊点,这肯定不行嘛。
对于夹具,也要选择尺寸适合的。
就跟穿鞋一样,合适了才能把脚稳稳地固定住。
我会尽量选择那种能紧紧夹住试件、不会让试件在拉拔过程中产生滑动的夹具。
比如说遇到那种圆形的焊接管件,我就找那种弧形贴合度特别好的夹具。
还有拉拔的速度也很重要。
不能太快,太快的话可能会瞬间产生很大的应力集中,导致焊接部分还没发挥出正常强度就断开了。
这就像跑步,突然起跑太快,很容易就甩出去摔倒。
太随意的拉拔速度会让测试结果很不准确。
在做测试的时候还要多做几次。
为啥呢因为你一次测试可能会存在各种偶然因素。
就好像你投篮,投一次进了可能是运气好。
多投几次才能看出真正的命中率嘛所以对于焊接试件,我会测试三到五次,然后取一个中间比较靠谱的值。
这就是我现在对焊接强度拉拔力测试方法的一些经验,不敢说完全正确,但也算是有不少实践摸索出来的结果了。
led固晶推力
在LED生产过程中,固晶是一个重要的环节。
在这个环节中,需要使用到LED固晶推力计来测试晶片与固晶胶的粘合力以及焊线金球与支架PAD层的粘合力。
LED固晶推力计采用了X、Y、Z三位丝杆转进设计,配合进口数显测试表,能够测试各种尺寸的晶片。
此外,LED固晶推力计的拉力测试范围可以在0-100G、0-1KG、0-10KG之间进行选择;推球测试范围可以在250G或5KG之间进行选择;芯片或CHIP推力测试范围可以在0-100公斤、0-200KG之间进行选择;镊子撕力测试头量程为100G和5KG进行选择;BGA 拔球范围可以在0-100G、0-5KG之间进行选择。
使用LED固晶推力计可以有效验证半成品封装制程推力标准,提高生产效率和产品质量。

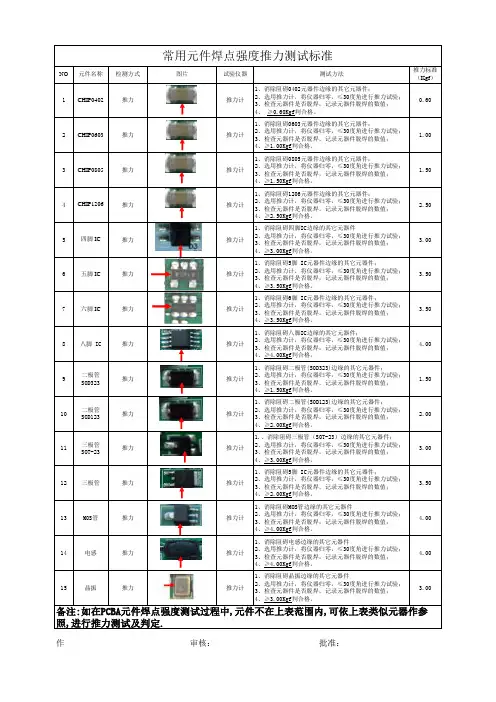
NO 元件名称检测方式图片试验仪器测试方法推力标准(Kgf )1CHIP0402推力推力计1、消除阻碍0402元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、 ≥0.60Kgf判合格。
0.602CHIP0603推力推力计1、消除阻碍0603元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.00Kgf判合格。
1.003CHIP0805推力推力计1、消除阻碍0805元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.50Kgf判合格。
1.504CHIP1206推力推力计1、消除阻碍1206元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.50Kgf判合格。
2.505四脚 IC 推力推力计1、消除阻碍四脚IC边缘的其它元器件2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.00Kgf判合格。
3.006五脚 IC 推力推力计1、消除阻碍5脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.507六脚 IC 推力推力计1、消除阻碍6脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.508八脚 IC 推力推力计1、消除阻碍八脚IC边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥4.00Kgf判合格。

QC七大手法培训目录•引言•QC七大手法之层别法•QC七大手法之检查表•QC七大手法之柏拉图•QC七大手法之因果图•QC七大手法之散布图•QC七大手法之直方图•QC七大手法之控制图CONTENTSCHAPTER01引言提高员工对QC七大手法的理解和应用能力促进企业质量管理水平的提升适应市场竞争和客户需求的变化培训目的和背景03柏拉图根据数据大小排序,找出关键问题01层别法按层分类,分别统计分析02检查表利用统计表对数据进行整理和初步分析分析因果关系,找出根本原因研究两个变量之间的关系查看数据分布情况,判断过程是否稳定分析过程是否处于控制状态因果图散布图直方图控制图CHAPTER02QC七大手法之层别法层别法定义及作用定义层别法是将收集到的数据按照不同的层次或类别进行分类整理,以便更好地分析和找出数据中的规律和问题。
作用通过层别法,可以更加清晰地了解数据的分布情况和不同类别之间的差异,为后续的问题分析和解决提供有力的支持。
层别法实施步骤3. 收集数据按照层别表的要求,收集相应的数据。
2. 设计层别表根据层别对象的特点和需求,设计相应的层别表,包括层别项目、数据收集方式、数据记录方式等。
1. 确定层别对象根据研究目的和实际情况,确定需要层别的对象,如产品、工序、设备、人员等。
4. 整理数据将收集到的数据进行分类整理,按照不同的层次或类别进行汇总和统计。
5. 分析数据对整理后的数据进行分析,找出不同类别之间的差异和规律,为后续的问题分析和解决提供依据。
层别法应用案例1. 产品质量分析01在产品质量分析中,可以利用层别法对不同批次、不同生产线、不同原材料等条件下的产品质量进行分层分析,找出影响产品质量的关键因素。
2. 生产效率分析02在生产效率分析中,可以利用层别法对不同设备、不同工序、不同操作人员等条件下的生产效率进行分层分析,找出提高生产效率的有效途径。
3. 市场调研分析03在市场调研分析中,可以利用层别法对不同地区、不同年龄、不同性别等条件下的消费者需求进行分层分析,为企业制定更加精准的市场营销策略提供支持。
焊接电线拉力测试方法
在进行电线焊接时,我们通常需要测试焊点的拉力强度,以确保焊点的可靠性。
下面介绍一种常用的焊接电线拉力测试方法:
1. 准备测试工具:拉力计、电线钳和固定夹。
2. 将待测试的电线夹在电线钳中,用固定夹将电线钳固定在拉力计上。
3. 将拉力计固定在一个固定的平面上,并调整拉力计的刻度,使其显示为零。
4. 开始测试:用力拉动电线钳,直到电线断裂或者电线焊点发生破裂。
5. 在拉力计上读取测试结果,即为焊接电线的拉力强度。
需要注意的是,测试时应该使用相同类型、规格和材料的电线进行比较,以确保测试结果的准确性。
同时,测试过程中应该避免对电线造成过度拉力,以免对测试结果产生影响。
- 1 -。
IPQCWP-Q-037A1压铆扭力与推力试验作业指导书
主题
批准﹕审核﹕作成﹕江荣广
1.0 目的
规范扭力和推力试验的工作流程、检验频率、检验工具以及检验标准等。
2.0 范围
本指引的适用范围为制程拍钉工序的非标紧固件:压铆螺母、压铆螺柱、压铆螺钉。
3.0 定义
3.1扭力:垂直方向的力乘上与旋转中心的距离。
3.2推力:施加于物体表面垂直方向的力。
4.0 职责
4.1 IPQC 负责扭力与推力试验的操作。
4.2 生产部负责需测试产品的送检。
5.0 工作流程 5.1 检验流程
5.1.1生产人员开出《首样检验记录》连同首件产品交IPQC 进行
首件检验。
5.1.2 IPQC 依据检验指引等进行首检,并在《首样检验记录》记录试验数值。
5.1.3 IPQC
依据结果进行判定:若NG ,则要求停止生产。
生产部将此问题回馈工程部,工程部相关人员指导进行设备参数的调整或维修,若仍NG ,则由QE 主导进行分析解决,生产部再重新送样 5.1.4若OK ,则继续生产。
5.2检验频率:
每次换钉时做一次,每次试片测试两颗钉。
5.3检验工具: 5.3.1 扭力计 5.3.2 推力计
5.4压铆螺钉不做扭力测试。
5.5 压铆螺母检验方法图示:
注意:扭力測試時壓鉚螺母與螺釘在同一方向。
十字槽盘头螺钉
原材料
主题
5.6检验标准:
5.6.1 压铆螺母类非破坏性检测参数
5.7。