钢筋焊接工艺评定报告
- 格式:docx
- 大小:24.25 KB
- 文档页数:4

钢筋焊接工艺评定报告
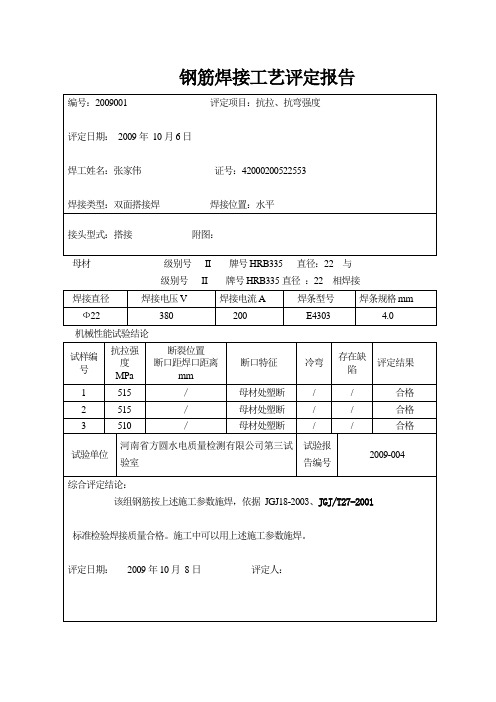
母材
级别号 II 牌号HRB335 直径:22 与
级别号 II 牌号HRB335直径 :22 相焊接
机械性能试验结论
母材: 级别号
II 牌号HRB335 直径:14 与
级别号 II 牌号 HRB335 直径 :14 相焊接
机械性能试验结论
母材: 级别号 II 牌号HRB335
直径:25 与
级别号 II 牌号 HRB335 直径 :25 相焊接
机械性能试验结论
钢筋焊接工艺评定报告
母材
级别号 II 牌号HRB335 直径:28 与
级别号 II 牌号HRB335直径 :28 相焊接
机械性能试验结论
母材: 级别号
II 牌号HRB335 直径:22 与
级别号 II 牌号 HRB335 直径 :22 相焊接
机械性能试验结论
母材: 级别号 II 牌号HRB335
直径:25 与
级别号 II 牌号 HRB335 直径 :25 相焊接
机械性能试验结论。

钢筋连接接头工艺评定报告一、引言二、工艺参数为了能够客观地评定该钢筋连接接头的工艺,我们首先收集了工艺参数,包括焊接电流、焊接电压、焊接时间和焊接环境等。
经过测量和记录,得出以下数据:1.焊接电流:150A2.焊接电压:20V3.焊接时间:2秒4.焊接环境:常温环境,无风三、工艺评定1.焊接质量评估通过对焊接接头的断口进行观察和分析,我们发现接头与钢筋之间没有明显的脱焊、裂纹等现象,焊接缺陷较小。
同时,焊接接头的外观整体平整,没有明显的焊渣或熔入等问题。
综合来看,焊接质量较好,符合要求。
2.强度评定按照相关标准,我们对焊接接头进行了拉伸试验。
试验结果显示,焊接接头在拉伸力作用下能够承受一定的载荷,并且没有出现不可修复的形变或破裂现象。
根据试验结果,我们认为焊接接头的强度能够满足设计要求。
3.环境适应性评定我们测试了焊接接头在不同环境条件下的性能表现。
结果显示,在高温、低温和潮湿等环境下,焊接接头的性能基本没有明显变化,表明该工艺具有较好的环境适应性。
4.施工便利性评定通过实际施工操作,我们评估了该钢筋连接接头工艺的施工便利性。
结果显示,该工艺操作简单,不需要过多的专业设备和人员,适用于大部分施工场景,并且施工时间较短。
因此,该工艺具有较好的施工便利性。
四、结论通过对该钢筋连接接头工艺的全面评定,我们认为该工艺具有较好的焊接质量、强度、环境适应性和施工便利性。
并且在实际应用中,该工艺表现出了良好的安全可靠性和经济性。
因此,我们推荐在混凝土结构中采用该钢筋连接接头工艺。

钢筋电渣压力焊焊接工艺评定报告1、目的为确保XX工程钢筋现场接头的施工质量满足设计国家规范要求,对其焊接接头进行工艺评定试验,判定焊接工艺的可行性和接头的质量效果,从而确定操作工艺规程,特进行工艺评定。
2、适用范围本工艺评定适用于XX主体剪力墙、柱工程施工现场发生同规格、同型号的钢筋对接头的焊接。
3、依据性文件3.1 JGJ18-2012《钢筋焊接及验收规程》3.2 GB 50204-2015 《混凝土结构工程施工质量验收规范》4、焊接工艺4.1 焊接工具及材料4.1.1 焊接工具电弧焊机BX3-630型、焊接夹具、控制箱、铁锤、毛刷4.1.2 焊接材料待接钢筋(12、16、18、20)各3段(每段45cm)、焊剂4.2 工艺4.2.1 待接钢筋的预处理接头预拼目测接头是否平直,使用焊接夹紧调直,使用毛刷清理接头截面,保持接头的清洁。
电渣压力焊接过程包括四个阶段:引弧过程、电弧过程、电渣过程和顶压过程。
4.2.2 钢筋的焊接焊接开始时,首先在上、下两钢筋端面之间引燃电弧,使电弧周围焊剂熔化形成空穴;随之焊接电弧在两钢筋之间燃烧,电弧热将两钢筋端部熔化,熔化的金属形成熔池,熔融的焊剂形成熔渣(渣池),覆盖于熔池之上,此时,随着电弧的燃烧,上、下两钢筋羰部逐渐熔化,将上钢筋不断下送,又保持电弧的稳定,继续电弧过程;随电弧过程的延续,两钢筋端部熔化量增加,熔池和渣池加深,待达到一定深度时,加快上钢筋的下送速度,使其端部直接与渣池接触,这时,电弧熄灭而变电弧过程为电渣过程;待电渣过程产生的电阻热使上、下两钢筋的端面部达到全截面均匀加热的时候,迅速将上钢筋向下顶压,挤出全部熔渣和液态金属,随即切断焊接电源,完成了焊接工作。
4.3 接头的质量检查钢筋电渣压力焊接头应逐个进行外观检查,应符合下列要求:1.焊包较均匀,突出部分最少高出钢筋表面4mm2.电极与钢筋接触处,无明显的烧伤缺陷。
3.接头处的弯折角不大于4°4.接头处的轴线偏移应不超过0.1倍钢筋直径,同时不大于2mm.5、文件提供—-—电渣压力焊施工工艺—-—工艺评定结果本工艺施工可达到设计要求,可采用于本工程中。

XX绕城高速公路东南段C标钢筋焊接工艺试验报告承包人:XX建工集团XX监理人:XX和天工程项目管理XX2014年11月20日目录1、钢筋电弧焊工艺性试验报告2、金属拉伸、冷弯试验报告3、产品质量证明书4、金属(焊接)拉伸试验报告5、电焊工操作证书6、钢筋电弧焊接作业指导书钢筋电弧焊工艺性试验报告电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
一、指导依据:1、公路桥涵施工技术规XJTG T F50-20112、钢筋焊接与验收规程JGJ 18-20123、钢筋混凝土用钢第2部分热轧带肋钢筋GB1499.2-20074、钢筋焊接接头试验方法标准 JGJ/T 27-20015、金属材料拉伸试验第1部分:室温试验方法GB/T 228.1-20106、金属材料弯曲试验方法GB/T 232-2010二、试验目的:(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
三、施工准备:1、机械设备电弧焊的主要设备是ZX6-500直流弧焊机。
其各种参数见下表:2、人员配置:电弧焊主要人员:焊工1名、试验人员1名、安全员1名、电工1名、钢筋加工2名。
3、材料(1)钢筋:采用武钢集团XX钢铁股份XX生产的热轧带肋HRB400EΦ25、HRB400EΦ32,钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干),如设计无规定时,可按下表选用。
钢筋电弧焊焊条型号四、操作工艺:工艺流程:检查机械设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验钢筋电弧焊分帮条焊、搭接焊、坡口焊和熔槽四种接头形式,本工艺性试验采用HRB400EΦ16搭接焊。

钢材焊接工艺评定报告摘要:本报告对钢材焊接工艺进行了评定,主要内容包括焊接工艺的流程、设备和材料选择、实验过程和结果分析等。
通过对焊接工艺的评定,得出结论,并提出了相应的改进建议。
一、引言随着工业的发展,对钢材的焊接需求越来越大。
焊接工艺评定是评估焊接工艺的可行性和适用性的一项重要工作。
本报告通过对一种特定的钢材焊接工艺进行评定,旨在为企业选择合适的焊接工艺进行指导。
二、研究方法1.确定实验对象:选择一种常用的钢材进行焊接工艺评定。
2.设计实验方案:根据钢材的特性和需求,确定实验的焊接工艺和参数。
3.实施焊接操作:按照实验方案开展焊接操作,记录操作记录。
4.实验结果分析:对焊接接头进行检验和测试,分析焊接质量和性能。
三、焊接工艺的流程1.准备工作:清理焊接表面,进行表面处理。
2.设备和材料选择:选择合适的焊接设备和材料,如焊接电极、保护气体等。
3.焊接工艺参数的确定:根据焊接材料和要求,确定焊接电流、电压、焊接速度等参数。
4.进行焊接操作:按照确定的参数,进行焊接操作。
5.检验和测试:对焊接接头进行外观检查、力学性能测试等。
6.分析和评价:根据检验和测试结果,对焊接工艺进行评价。
四、实验结果分析1.外观检查:焊接接头外观无明显瑕疵,焊缝均匀且牢固。
2.力学性能测试:焊接接头的强度和硬度符合设计要求。
3.断口形貌分析:断口形貌呈韧性断裂,表明焊缝具有良好的韧性。
4.非破坏性检测:经过X射线探伤、超声波检测等非破坏性检测,焊接接头无明显缺陷。
五、结论本次实验评定的焊接工艺在焊接钢材上具有较好的适用性和可行性。
经过检验和测试,焊接接头的外观质量良好,力学性能符合要求。
通过非破坏性检测,确定焊接接头无缺陷。
因此,可以得出结论:该焊接工艺适用于焊接该种特定钢材。
六、改进建议尽管本次评定的焊接工艺符合要求,但仍存在一些改进空间:1.进一步优化焊接参数,以提高焊接效果。
2.加强实施过程中的操作规范,减少操作失误的发生。
内蒙古自治区钢筋焊接工艺评定报告第一章:引言内蒙古自治区作为我国重要的工业基地,钢筋焊接工艺在该地区的应用日益广泛。
为了提高钢筋焊接工艺的质量和效率,本报告对内蒙古自治区钢筋焊接工艺进行评定,并提出相应的改进措施。
第二章:钢筋焊接工艺概述本章介绍钢筋焊接工艺的基本概念和工艺流程。
钢筋焊接是一种重要的连接方式,通过将钢筋进行熔化、热变形和凝固,实现钢筋的连接。
钢筋焊接工艺流程包括预处理、焊接参数设置、焊接操作和焊后处理等环节。
第三章:内蒙古自治区钢筋焊接工艺现状本章对内蒙古自治区钢筋焊接工艺的现状进行分析和评价。
通过实地调研和数据统计,了解钢筋焊接工艺在内蒙古自治区的应用情况,包括工艺设备的选择、操作人员的技术水平、工艺参数的控制等方面。
第四章:问题分析与改进措施本章对内蒙古自治区钢筋焊接工艺存在的问题进行详细分析,并提出相应的改进措施。
针对设备老化、技术水平不高、工艺参数控制不稳定等问题,建议加强设备更新、培训提升技术人员的技能水平,并优化工艺参数的选择和控制方法。
第五章:案例分析本章通过实际案例对改进后的钢筋焊接工艺进行验证。
选取内蒙古自治区的典型工程项目,对改进后的工艺进行应用,并对焊接质量进行评估。
通过案例分析,验证改进措施的有效性,并总结经验教训,为今后的工艺改进提供参考。
第六章:结论与展望本章对本次钢筋焊接工艺评定报告进行总结,并对未来的工艺改进和发展方向进行展望。
通过本次评定报告,可以看出内蒙古自治区钢筋焊接工艺存在的问题,并提出相应的改进措施。
随着技术的不断进步和经验的积累,相信内蒙古自治区的钢筋焊接工艺将不断优化,为工程建设提供更加可靠的连接方式。
结论:通过对内蒙古自治区的钢筋焊接工艺进行评定,发现存在设备老化、技术水平不高、工艺参数控制不稳定等问题。
为了解决这些问题,我们提出了加强设备更新、提升技术人员的技能水平以及优化工艺参数的选择和控制方法等改进措施。
通过案例分析的验证,证明了这些改进措施的有效性。
钢筋焊接工艺试验报告
一、试验目的
本试验旨在评估钢筋焊接工艺的适用性和可靠性,为实际工程中的钢筋焊接提供技术依据和指导。
二、试验材料
1.钢筋:采用HRB400E16、18、20、22、25钢筋,力学性能及直径均达到规范
要求,有出场合格证及质量证明书,钢筋无老锈和油污。
2.焊接材料:采用E4303焊条,焊条直径根据钢筋直径选择,符合国家相关标准
要求。
三、试验方法
1.钢筋焊接前,应对钢筋进行清洁处理,去除钢筋表面的油污和锈蚀。
2.根据钢筋直径和焊接方法选择合适的焊条直径,按照焊条说明书进行操作。
3.钢筋焊接时,采用双面焊接方法,保证焊接质量和焊接效率。
4.每个焊接试件在焊接过程中应保持稳定,避免出现偏移或变形。
5.在每个焊接试件完成后,进行外观检查和无损检测,评估焊接质量。
四、试验结果与分析
1.外观检查:经过外观检查,所有焊接试件外观光滑、平整,焊缝与母材平滑过
渡,无明显缺陷。
2.无损检测:经过无损检测,所有焊接试件均未发现焊缝裂纹、气孔等缺陷。
3.力学性能测试:对焊接完成的钢筋试件进行拉伸和弯曲试验,测试结果符合相
关规范要求。
五、结论
通过本次钢筋焊接工艺试验,证明了所选用的钢筋焊接工艺是可靠、有效的。
在工程实际应用中,可以根据需要选择合适的钢筋直径和焊接方法,按照本报告所述的焊接工艺进行操作,以保证钢筋焊接的质量和效率。
杭黄铁路站前VII标大章坑大桥钢筋焊接工艺试验报告承包人:中铁二局杭黄铁路站前Ⅶ标监理人:华铁咨询杭黄铁路监理Ⅶ标2015年7月25日目录1、钢筋电弧焊工艺性试验报告2、金属(焊接)拉伸试验报告3、电焊工操作证书4、钢筋电弧焊接作业指导书钢筋电弧焊工艺性试验报告电弧焊是利用弧焊机使焊条与焊件之间产生电弧.熔化焊条与焊件的金属. 凝固后形成焊接接头。
本工艺具有不需特殊设备.操作工艺简单.技术易于掌握.可用于各种形状钢筋和工作场所焊接.质量可靠.施工费用较低等优点。
一、指导依据:1、铁路桥涵施工技术规范 TB10203-20022、钢筋焊接及验收规程 JGJ18-20123、钢筋混凝土用钢第2部分热轧带肋钢筋 GB1499.2-20074、钢筋焊接接头试验方法标准 JGJ/T 27-20145、金属材料拉伸试验第1部分:室温试验方法 GB/T 228.1-20106、金属材料弯曲试验方法 GB/T 232-2010二、试验目的:(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数.确保现场钢筋焊接质量;(2)通过焊接工艺性试验并结合现场实际施工情况.选择合适的焊接形式。
三、施工准备:1、机械设备电弧焊的主要设备是BX1-500交流电焊机。
其各种参数见下表:2、人员配置:电弧焊主要人员:焊工2名、试验人员1名、安全员1名、电工1名、钢筋加工6名。
3、材料(1)钢筋:采用冷浙江富钢金属制品有限公司生产的热轧光圆钢筋 HPB300Φ 16.钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求.并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干) .如设计无规定时.可按下表选用。
钢筋电弧焊焊条型号四、操作工艺:工艺流程:检查机械设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验钢筋电弧焊分帮条焊、搭接焊、坡口焊和熔槽四种接头形式.本工艺性试验采用HPB300Φ 16双面搭接焊。