h干熄焦系统焦炭烧损率的控制
- 格式:pdf
- 大小:145.09 KB
- 文档页数:2

探析降低干熄焦烧损率的原因与对策降低干熄焦烧损率是每个生产企业都需要面对的一个重要问题。
干熄焦烧是指在部分氧化还原压力下,高炉焦炭表面发生的表层氧化现象。
干熄焦烧不仅会影响焦炭的质量,还会对高炉冶炼的正常运行和产品质量产生严重的影响。
如何降低干熄焦烧损率成为了一个亟待解决的问题。
本文将从降低干熄焦烧损率的原因和对策两个方面进行探析,希望能够给相关企业提供一定的参考。
一、原因分析1. 环境条件环境条件是造成干熄焦烧损率高低的重要原因之一。
当氧气含量在气体中占比较高时,容易导致焦炭的氧化反应,从而增加干熄焦烧损率。
对于高炉操作中的气体成分以及氧气的流速、流向等环境条件需要加以重视和控制。
2. 炉料成分炉料成分对干熄焦烧损率也有着重要的影响。
如在高炉操作中,如果焦炭中含有过多的硫、磷等元素时,会导致焦炭品质下降,易于发生干熄焦烧。
在选矿过程中需要注意对原料的分选和预处理,避免不利元素的过多混入。
3. 炉况控制炉况控制是影响干熄焦烧损率的关键因素之一。
高炉操作中,如果炉温控制不当、过高或过低,都会导致焦炭在高温状态下易于发生干熄焦烧的现象。
需要加强对高炉操作工艺的研究和优化,确保炉温操作在正常范围内。
二、对策措施1. 加强环境状况的调控为了降低干熄焦烧损率,企业需要加强环境状况的调控,尤其是对气体的成分和流速、流向等环境因素进行精准控制。
通过优化炉前喷淋、煤气净化系统等方法,保证高炉操作时气体环境的稳定性,降低干熄焦烧损率。
在炉料成分的控制方面,企业需要对选矿工艺进行优化和改进,尽量减少不利元素的夹杂。
在煤炭的分选和预处理过程中,可以采用磁选、重选等技术手段,减少不利元素的含量,从而提高焦炭的质量。
为了有效降低干熄焦烧损率,企业需要加强炉况的控制,优化高炉操作工艺。
可以通过加强对高炉操作工艺的研究和改进,减少炉温的波动,确保高炉操作时炉温的稳定性,从而降低干熄焦烧损率。
降低干熄焦烧损率需要从多个方面进行综合考虑和措施的落实。

第41卷第1期2021年2月冶金与材料Metallurgy and materialsYol.41No.lFebruary2021降低干熄炉焦炭烧损率的措施周冠英(河钢宣钢焦化厂,河北张家口 075100)摘要:文章对于导致T熄炉焦炭烧损率发生主耍因素展开分析,并提川具体工作情况,对于干熄炉设备的维 护以及生产管理进行探讨,以期优化生产工艺流程,将干熄炉焦炭的烧损率不断降低。
关键词:干熄炉;焦炭烧损率;改进措施当前,冶金行#.不断发展,干熄焦的应用成为主流,随之焦炭烧损率成为该行业t点关注的问题。
下文 结合宣钢焦化厂在使用干熄焦过程干熄炉实际运行工况进行分析,并对影响其烧损率主要因素展开深人探讨,制定有关措施,将焦炭烧损问题不断减轻。
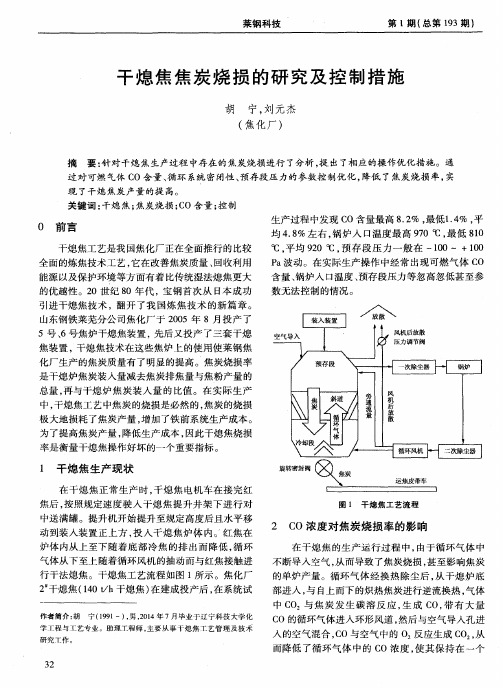
1干熄炉的焦炭烧损问题介绍干熄炉燃烧焦炭环节,将温度为】〇〇〇尤红色焦炭 从T•熄炉的顶部装入其中,并使用鼓风机将惰性气体吹人干熄炉当中,保持气体温度丨30丈,使内部焦炭逐渐冷却,红焦冷却之后,温度降为200丈以下,m J•从干熄 炉的底部顺利排出。
自干熄炉的烟道内部排出惰性气 体,其温度较高,通过干熄焦炉展开热量交换,锅炉当 中形成蒸汽,经过冷却之后,在循环风机的作用之下,将已冷却惰性气体重新吹人干熄炉内,使其能够在闭环系统当中进行重发利用。
使用干法熄焦主要原理是利用队这种惰性气体和高温红焦之间展开换热反应,最终将显热回收,最终达 到将焦炭温度降低的目的。
通常而言,工、Ik氮气当中会 含有少量氧气,并且循环系统内部处于负压状态,也会 混入适量空气,可导致空气里的氧气和红焦相接触,从 而产生下列反应:c+c^-^cc^2C+()2—2C0上述反应产生的c o2持续和红焦产生反应:co2+c2->co此时,空气当中的水分也会和红焦之间发生反应:c+h2o—c o+h2上述反应持续进行,使焦炭内残存的挥发分不断析出,产生H—和红焦产生反应:C+2H2—CH4wj以看出,|4|于干熄焦装置内部反应导致的焦炭 烧损问题难以避免。

探析降低干熄焦烧损率的原因与对策1. 引言1.1 降低干熄焦烧损率的重要性降低干熄焦烧损率对于生产企业来说具有重要性。
干熄焦烧损率是指在生产过程中干馏熄焦过程中产生的焦炭损失率。
这种损失不仅会导致原材料的浪费,还会增加生产成本。
降低干熄焦烧损率可以有效提高生产效率,保障生产质量。
减少焦炭损失也有利于环境保护,降低能源消耗和碳排放。
针对干熄焦烧损率的问题,采取有效的措施降低损失率是非常重要的。
只有通过不断优化燃料选择和供应、改善运行管理和技术操作、加强设备维护和保养,以及定期检测和监控,才能有效降低干熄焦烧损率,提高生产效率,同时减少能源消耗和环境污染。
重视降低干熄焦烧损率的重要性,是每个生产企业都需要认真对待的问题。
【字数:200】1.2 目的和意义降低干熄焦烧损率的重要性在于提高生产效率和节约能源资源,减少生产成本和环境污染。
目的和意义在于改善生产工艺,优化生产效益,提高企业竞争力,实现可持续发展。
通过降低干熄焦烧损率,可以提高生产线稳定性和生产质量,减少生产事故和停工次数,提高生产效率和产品质量,降低资源浪费和环境污染,增加企业盈利和市场竞争力。
降低干熄焦烧损率也是企业责任和义务,是企业符合政府法规和环保要求的基本要求,是企业实现社会责任和可持续发展的必由之路。
因此, 降低干熄焦烧损率对于企业的长远发展和社会的可持续发展具有重要意义。
2. 正文2.1 降低干熄焦烧损率的原因分析1. 燃料质量不合格:燃料质量不合格是导致干熄焦烧损率升高的重要原因之一。
如果燃料含水量过高、硫含量超标或者灰分过多,会导致燃烧不完全,从而增加燃烧产物中的有害物质含量,加剧设备的损耗。
2. 运行管理不当:运行管理不当也是造成干熄焦烧损率升高的原因之一。
可能是操作人员对设备操作不熟练,导致燃烧过程中的温度控制不准确;也可能是设备运行参数不合理设置,造成设备负荷过大或者过小,导致燃烧不充分。
3. 设备老化磨损:设备的老化磨损也会导致干熄焦烧损率升高。

会升高到900 ℃以上成为高温烟气,同时其中还会夹杂一些焦粉和其他一些烟尘颗粒物。
吸收热量的高温烟气在经过除尘和焦粉分离后,进入余热锅炉并与锅炉软水进行热交换。
经过热交换和冷却后的循环气体温度会再次降低至120 ℃左右,由循环风机送入干熄炉进行下一次的热交换;而在余热锅炉内吸收了循环气体热量的软水则会变为高温高压的蒸汽进入厂区蒸汽管网,供汽轮机发电和厂区供暖使用。
2 干熄焦烧损问题的基本原理及其中涉及到的化学反应干熄焦烧损问题的实质就是焦炭与氧气混合所发生的燃烧反应,是焦炭中碳的消耗,会导致焦炭中灰分的增加和焦炭产量的下降。
在干法熄焦工艺中,循环冷却气体的成分以热传递效率较高、化学形态较为稳定且成分低廉的氮气为主,此外还含有少量的一氧化碳、二氧化碳、氧气、氢气和水等物质。
当循环气体在经过一系列的吸热与放热过程时,炉内热传递以及循环气体组分会受到影响,继而使碳的状态也发生变化。
干熄焦热传递的过程中,从化学反应的原理来看主要包括非均相反应和均相反应两种,非均相反应是固体焦炭与气态反应物的反应;均相反应则是炉内氢气、氧气、一氧化碳等气态物质之间的相互反应。
从干熄焦化学反应中不同物质参与的先后顺序来看,又可分为一次反应和二次反应。
其中由碳直接参与的化学反应称为一次反应,反应方程式主要有: C + O 2 = CO 2(1) 2C + O 2 = 2CO(2) CO 2 + C = 2CO (3) H 2O + C = CO + H 2 (4) 2H 2O + C = CO 2 + 2H 2(5)0 引言干熄焦是利用循环气体对红焦显热进行回收利用熄焦工艺,具有资源消耗少、污染排放小、能源回收高和焦炭质量好的诸多优点,是当前节能减排和发展绿色焦化形势下,被各焦化企业大力推广应用的环保型熄焦工艺。
干熄焦系统通过循环气体与红焦显热的热交换,既可以产生大量蒸汽用于发电和取暖供热;同时也没有熄焦水的消耗,焦炭质量也更好。
焦炭烧损率焦炭烧损率的研究1.1 利用焦炭灰分确定焦炭的烧损率由于进厂煤质量较稳定,可以粗略认为焦炭的灰分总量不变,根据焦炭进入干熄炉前后灰分比率的变化,粗略计算焦炭在干熄炉中的烧损率。
干熄炉烧损率进行了标定,焦炭平均灰分由11.73%增加到12.45%, 烧损率高达5.9%,远远高于1.0%的设计值。
1.2 碳含量法测算焦炭烧损率按1万m3/h(正常生产平均值)空气导入量计算其对焦炭烧损率的影响。
空气中的氧气与红焦接触时,会发生化学反应,从而导致焦炭的烧损。
化学反应式如下:C+O2 = CO2C与O的分子量的比值是12:32,即每消耗32吨氧,需12吨碳。
CO2+C = 2COCO2与碳的分子量的比值是44 : 12,即每消耗44吨CO2,需12吨碳。
在150t/h干熄焦装置中,目前空气导入量是1万m3/h(仪表自动显示数据),根据氧气在空气中占的比例和密度,计算出每天导入到干熄炉内的氧气为72.02吨。
由于循环气体中氧含量一直保持在1%左右,而且控制CO含量在3%~6%, CO2含量<15%。
因此,设定导入的氧气全部与碳反应。
而CO2实际含量在13.0%左右,其余均与碳反应产生CO,则每天的碳消耗量为36.45吨。
焦炭的灰分按13.0%计算,则每天焦炭的烧损量为41.90吨。
150t/h干熄焦装置每天熄焦151炉,按每炉20.40吨计算,其日生产能力为3080吨,则焦炭烧损率为:(41.90/3 080)×100% = 1.36%比较理论和实际数据可以看出,我厂150t/h干熄焦装置的实际焦炭烧损率偏高。
2 焦炭烧损的控制方法2.1 可燃气体成分的控制经由空气导入阀向干熄炉环形烟道内导入空气,首先被烧掉的是循环气体内的可燃气体(如CO、H2),其次是焦粉,最后为小块焦炭。
因此,可以通过控制可燃气体含量来控制焦炭(焦粉)的烧损率。
当导入空气量过大时,可燃气体含量低,焦炭的烧损量大,自然烧损率高,反之亦然。
影响干熄焦烧损率的原因分析及降低烧损率的经济计算作者:郭锐来源:《科学与财富》2012年第10期摘要:本文根据酒钢焦化厂3#4#焦炉配套的干熄焦系统生产运行经验,简要分析了影响焦炭烧损率的原因及控制方法,提出了利用导入空气量来计算烧损率的方法以及导入氮气对降低烧损率的经济计算分析。
关键词:干熄焦烧损率气体成分充入氮气蒸汽量1.概述酒钢焦化厂3#4#焦炉配套的干熄焦装置设计能力为140t/h,设计焦炭烧损率0.95%,而焦炭烧损率的实际值经测量后大于设计值。
以焦化厂3#4#焦炉年产110万吨焦炭计算,烧损率每增加1%,将减少焦炭产量1.1万吨,所以降低烧损率,对提高焦炭产量,提高经济效益意义重大。
2.焦炭烧损率的影响因素及控制方法2.1可燃气体成分的控制为了干熄炉的安全生产,需控制循环气体内可燃气体成分含量不超标,方法为导入空气燃烧。
由空气导入阀向干熄炉环形烟道内导入空气,首先被烧掉的是循环气体内的可燃气体,如CO、H2,其次是焦粉及小块径焦炭。
因此,可以通过控制可燃气体含量的手段来控制焦炭的烧损率。
当导入空气量大时,可燃气体含量低,焦粉的烧损量就大,烧损率就高,反之亦然。
因此,适当提高H2和CO含量的控制范围,可以起到降低烧损率的作用。
正常生产我们控制CO含量在4~6%,既能防止可燃气体达到爆炸极限,又能起到控制烧损率的作用。
2.2预存段压力的控制干熄炉预存段压力的理想控制值为0 Pa,目的是为了防止装焦时炉内气体冒出或外界空气大量吸入炉内而烧损焦炭,并保持循环系统压力的稳定性。
在实际生产中,为便于调节和保证系统的安全运行,将压力值控制在-50~0Pa的范围内。
2.3气体循环系统的密封性干熄焦气体循环系统正压段(即循环风机出口至干熄炉入口)泄漏,容易造成预存段压力较正常值低,同时循环气体损失造成N2的浪费,且正压段泄漏的有毒有害气体易造成安全事故。
负压段(干熄炉出口至循环风机入口)泄漏,循环系统内因漏进了空气而造成预存段压力较正常值高,吸入大量空气使循环系统内的O2及CO2含量上升,造成焦炭的烧损,烧损率增高。
干熄焦工艺生产焦炭质量影响因素与解决控制方案一、焦炭质量对干熄焦工艺生产的影响1、挥发分:⑴、在焦炉制造过程中要求用焦挥发分必须小于 1.9%,因为挥发分在此过程中标志着焦炭的成熟度,较高较低都不利于生产过程。
⑵、如果挥发分的含量过高,可燃性气体的含量不符合标准并剧烈燃烧,是炉内的气体体积发生波动,容易产生浮焦现象。
⑶、如果空气的导入量,容易造成锅炉口和锅炉内的温度不平衡,减少锅炉的使用时间。
⑷、采取导入空气法和冲入氮气法结合使用,向系统内冲入适当的氮气,并将空气的导入开关开到小于百分之三十的程度。
这种方法在降低锅炉口温度的同时又避免了可燃气体冲击环形烟道,保证其正常的运行。
2、焦炭膨胀和收缩:⑴、结合对焦炭收缩膨胀的机理进行分析之后可以得到结论,冷却段的温度控制可以对循环风量大小有着接主导作用,如果冷却段温度异常增高或者降低,必定会导致透气性能、膨胀性能、以及循环风量受到很大的影响。
⑵、总之在干熄焦工艺的生产过程中一定要把握好这一性质,保证系统的稳定运行。
这也是对循环风量为何会跟随干熄炉的负荷量变化而改变这一问题的解答。
3、焦炭的粒径:⑴、焦炭块度的影响因素:①、焦炭的粒径变化受到了很多因素的影响,比如配煤比、结焦时间以及炼焦温度等。
②、提高炼焦的终止温度,可以提升焦炭的块度。
③、缩短结焦的时间,可以提升炼焦速度同时降低焦炭的块度。
⑵、焦炭平均粒度对干熄焦的影响:①、焦炭的平均粒度对干熄焦有重要的影响,平均粒度大,说明其透气性较好,方便气体循环,可以使焦炭在干熄炉中自然冷却。
②、平均粒度较小即表明其透气性较差,空气循环度较低,干熄炉受到较高的阻力作用,更容易使浮焦等产生,难以保持干熄炉的正常运转。
⑶、焦炭平均粒度的控制:①、干熄焦工艺将会对焦炭的粒径产生一定的影响,想要提升焦炭的平均粒度,可以利用块状物料孔隙连续堆积的原理;②、在填充不同的粒级材料的时候,将最大块状物当中的自由空间让小一点的块状物来填满,这样在干熄焦生产工艺当中可以降低粉焦的产生量,提升焦炭的平均粒度;③、也可以通过这种方法对平均粒度的值进行控制。
安徽工业大学科技成果——干熄焦系统焦炭烧损率
自动检测与控制系统
成果简介
干熄焦技术因具有可回收83%的红焦显热用于蒸汽发电、提高焦炭质量、节约水资源等优点而被广泛应用于炼焦企业。
但我国干熄焦的控制参数大多是参照国外上世纪六七十年代的干熄焦操作经验进行工艺参数设定,没有考虑到目前的技术进步和我国的行业政策要求,尤其是在焦炭烧损率和产汽率的最佳运行控制以及相应的运行参数优化方面缺少研究,导致我国干熄焦系统在运行过程中的焦炭烧损率偏高(据中国炼焦行业协会2008年底在浙江宁波的全国干熄焦会议上指出我国干熄焦的平均烧损率为2.5%-3.5%),为此安徽工业大学在对国内攀钢、济钢、莱钢、宝钢、马钢、涟钢等干熄焦装置进行烧损率标定的基础上,开发出了“干熄焦系统焦炭烧损率检测与控制系统”,用于焦炭烧损率的在线检测和实时控制。
成熟程度已完成实验室设计与发明专利申请,希望在企业资助下进行工业试验。
技术指标焦炭烧损率控制在1.0%-1.2%以下。
市场分析适用于所有有干熄焦装置的焦化厂。
社会经济效益分析
对于年产200万吨焦化厂,年减少焦炭烧损0.5%,则可增加焦炭量10000吨,扣除焦炭烧损产生蒸汽的效益。
则可产生直接经济效益约1000万元。