起重机探伤报告
- 格式:doc
- 大小:114.50 KB
- 文档页数:4
起重机的焊缝探伤起重机的焊缝探伤焊接检测1. 对焊缝的要求:根据原水电部SD160—85《水利电力建设用起重机技术条件》和GB6067—85《起重机械安全规程》要求如下:1.1 所有的焊缝不得有漏焊及烧穿现象。
1.2 重要的焊缝不得有裂纹、未溶合等缺陷。
焊缝必须符合GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》和GB986—88《埋弧焊焊缝坡口的基本形式和尺寸》的规定。
1.3 钢结构的焊缝质量检验分为3级,各级检验项目、数量和方法参照表7.1、表7.2、及表7.3。
1.4 凡重要承载构件的对接焊缝采用表7.1中的1级标准进行检验。
2. 焊缝的分类(对应表7.1的1、2、3)2.1 一类焊缝a. 各承载结构的板材、型材、管材的工厂对接焊缝;b. 主臂、副臂、主撑臂、副撑臂各弦杆与其连接件、铸钢管的对接焊缝;c. 各拉索(主、副臂拉索、扳起拉索及防倾翻拉索)中的连接零(部)件的直接传力焊缝;d. 门架各梁、柱间的翼缘板对接焊缝,腹板间的对接焊缝;e. 机台主梁、后梁、后横梁全部焊缝,副梁、副梁间的翼缘板、腹板对接焊缝,主臂及扳起架支承上的焊缝,尾部搬起滑轮支承板焊缝;f. 扳起架:据轴处的对接焊缝,滑轮轴支承件焊缝,与扳起拉索连接的耳板焊缝;g.工作图上注明的一级焊缝。
2.2 二类焊缝a. 门架、机台各承载梁间的角焊缝;b. 主、副臂、主、副撑臂中除一级焊缝及梯子等附件焊缝外的全部焊缝;c. 回转支承针轮支架(除筋板外)的焊缝;d. 各重要受力构件的角焊缝。
e.工作图注明的二级焊缝。
2.3 三类焊缝附属构件的焊缝,承载构件上不属于一二类焊缝的其它焊缝。
3. 焊缝检验分类3.1 焊缝的外观检测a. 塔机解体时“无损探伤检测”中的焊缝外观检测;b. 塔机未解体时“常规检测”的焊缝外观检查。
3.2 焊缝的无损探伤检测(解体时检测)a. 射线探伤b. 超声波探伤c. 磁粉控伤4. “无损探伤”中的焊缝外观检测4.1 检测方法外观检测即用肉眼或低倍数(小于10倍) 放大镜检查焊缝是否有可见缺陷,如表面气孔、咬边、未焊透、裂纹等,并检查焊缝外形及尺寸是否符合要求。

报告书编号:Y125004400D2012112 流动式起重机检验报告
注册代码: -201203-0015
设备名称:流动式起重机
使用单位:芮城县古魏镇兴耀村
检验机构:三门峡市特种设备检测检验所(公章)
检验日期: 2012年03月01日
国家质量监督检验检疫总局制
流动式起重机监督检验报告
报告书编号:Y12500400D20120143
批准:审核:检验:报告书编号:Y12500400D201200143
流动式起重机检验报告
注册代码: -201203-0018
设备名称:流动式起重机
使用单位:芮城县古魏镇兴耀村
检验机构:三门峡市特种设备检测检验所(公章)
检验日期: 2012年03月05日国家质量监督检验检疫总局制
流动式起重机监督检验报告
报告书编号:Y125004400D2012112
批准:审核:检验:
注意事项
1、本报告书适用于流动式起重机的验收检验和定期检验。
2、本报告书应由计算机打印输出或有钢笔填写,字迹应工整,涂改无效。
3、本报告书一式三份,由检验机构、使用单位和修理(或改造)单位(必要时)分别保存。
4、本报告书无检验、审核、批准的人员签章和检验机构的检验专用章或公章无效。
5、受检单位对检验结论如有异议,应在收到检验报告之日起15日内,以书面形式向检验机构提出。
注:①“※”项为重要项目;②改造、大修后的流动式起重机必须进行静载、动载试验。


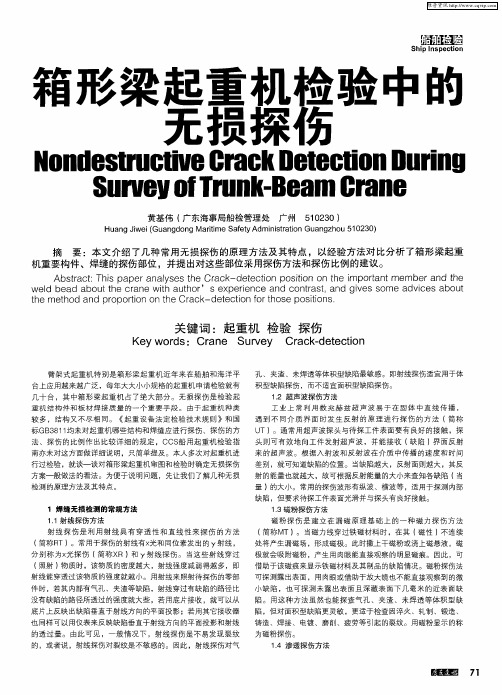
起重机吊钩横梁探伤报告1. 背景起重机吊钩横梁是起重机的关键部件之一,承担着承载和提升货物的重要任务。
由于长期使用和外部环境的影响,吊钩横梁可能会出现各种缺陷和损伤,如裂纹、腐蚀等。
为了确保吊钩横梁的安全可靠性,必须进行定期的探伤检测,及时发现并修复潜在问题。
2. 分析2.1 检测方法在本次探伤中,我们采用了磁粉探伤法和超声波探伤法两种常见的方法进行检测。
2.1.1 磁粉探伤法磁粉探伤法是一种利用磁性粉末检测材料表面和近表面缺陷的方法。
通过在吊钩横梁表面涂覆磁性粉末,然后施加磁场,当磁粉与缺陷处的磁场发生变化时,磁粉会形成磁粉堆,从而可观察到缺陷位置和形态。
2.1.2 超声波探伤法超声波探伤法是一种利用超声波在材料中传播和反射的原理检测材料内部缺陷的方法。
通过在吊钩横梁表面传送超声波,并接收反射信号,通过分析信号的强度和时间来确定缺陷的位置和性质。
2.2 检测结果经过磁粉探伤和超声波探伤,我们发现吊钩横梁存在以下问题:2.2.1 裂纹在吊钩横梁的连接部位发现了多处裂纹,其中一些裂纹已经达到了危险程度。
裂纹的存在可能会导致吊钩横梁在负载下发生断裂,严重威胁到起重机的安全。
2.2.2 腐蚀吊钩横梁表面存在明显的腐蚀现象,尤其是在暴露于潮湿环境或化学腐蚀介质中的部位。
腐蚀会导致吊钩横梁的强度和刚度降低,增加了断裂的风险。
2.3 分析原因吊钩横梁的裂纹和腐蚀问题主要是由以下原因引起的:2.3.1 负载过重长期在超负荷状态下使用吊钩横梁会导致其疲劳破坏,从而形成裂纹。
在过载情况下,吊钩横梁的应力超过了其设计极限,加速了裂纹的扩展。
2.3.2 环境腐蚀吊钩横梁长期暴露在潮湿环境中,容易受到大气中的氧气和水分的腐蚀。
此外,一些化学腐蚀介质的作用也会加速吊钩横梁的腐蚀速度。
3. 结果基于以上分析,我们得出以下结论:3.1 吊钩横梁存在严重的裂纹问题吊钩横梁的连接部位存在多处裂纹,其中一些已经达到了危险程度。
如果不及时修复,可能会导致吊钩横梁在负载下发生断裂,造成严重的安全事故。

2024年起重机械的安全检测引言:重机械在现代建筑、工程等各个领域中扮演着重要的角色。
然而,由于其特殊的工作环境和复杂的操作过程,重机械的安全性一直是人们关注的焦点。
为了保证重机械的安全运行,各国纷纷制定了相关的安全标准和检测规范。
本文将探讨2024年起重机械的安全检测制度。
一、重机械安全检测的重要性重机械是指那些用于承载、运输和吊装大型物体的机械设备,如吊车、起重机、挖掘机等。
由于其工作环境复杂、载荷重、操作人员的工作技能要求高等特点,重机械的安全问题一直备受关注。
首先,重机械的故障或操作失误可能导致严重的人身伤亡和财产损失。
例如,如果吊车的制动系统失灵,就有可能导致起重物体滑落或倾覆,造成严重的意外事故。
因此,对重机械进行定期的安全检测,可以及早发现潜在的问题,排除安全隐患,保证工作场所的安全。
其次,重机械的安全检测是保证工程项目进展的关键环节。
在大型建筑工地或工程项目中,重机械的作用十分重要。
如何保证各种重机械的正常工作,直接影响到项目的进度和质量。
通过对重机械的安全检测,可以及时发现设备的磨损和老化等问题,避免在工程建设过程中发生故障或事故,确保项目顺利进行。
最后,重机械的安全检测也是提高工人安全意识的重要手段之一。
通过对重机械的安全检测,可以提醒操作人员注意设备的安全使用和维护。
重机械的安全检测的实施,可以加强工人对设备安全的了解,提高使用者的安全意识和能力,减少操作失误和事故发生的概率。
二、2024年起重机械安全检测的标准和要求为了加强起重机械的安全检测,各国纷纷制定了相关的标准和要求。
下面将重点介绍2024年起重机械安全检测的标准和要求。
1. 强制性安全检测制度在2024年以及以后,将逐步实施起重机械的强制性安全检测制度。
根据工作负荷和重要程度的不同,起重机械将分为多个检测级别,并且每个级别的检测周期也会有所不同。
每个级别的检测周期一般为1年或更短。
2. 定期检测和全面检测2024年起重机械的安全检测将包括定期检测和全面检测两个方面。
起重机械检验操作规范QN/HD8.2-03编制:审批:日期:无锡市华东筑路机械有限公司2005年元月检验操作规范一、进货检验1、接到到货通知后,检验员填写《采购产品交检单》,先核查供方到货的质保书(质检报告),各项指标是否合格,并依次检查外观、包装、商标、数量等。
判定检验结果并签字。
2、检验项目、方法和要求可参照《原材料检验方法一览表》。
★毛坏件尺寸放量:外径放大5~10mm,内径缩小5~10mm,长度放大5~10mm,厚度大于4mm。
记录要求:检验结果分定量表示(数量)、定性表示(符合与不符合)3、达到合格要求通知仓库入库,不合格则通知供销部办理相应手续。
二、过程检验1、焊接过程⑴焊接过程中的自检由班组长填写《工序记录表》,检查依据和要求按《焊接工艺评定》,及《焊缝外观质量检查要求》的项目如下:★下料正确合理(公差±2mm)★焊条选用(按母材选用)★坡口深度(按板厚度,焊接方式)★焊缝宽度、厚度★焊条直径与电流匹配★焊缝外观检查★焊条烘干程度:湿度250℃-300℃,时间1.5-2小时。
⑵构件检查:★首先由班长自检,合格后由检验员进行专检并填写《报检单》。
全部合格后才能放行转入下道工序.如出现不合格则通知操作人返修(返修不得超过2次).返修措施按《焊缝外观检验要求》。
★对于主梁的X光探伤检验:每根主梁受拉板(盖板、腹板)对接焊缝必检,采用X探伤拍片并按GB3223(Ⅱ级)或超声波GB11345(Ⅰ级)质量要求判定。
由专检人先填写《起重机对接焊缝报检单》、《X光线检查报告》、《超声波探伤报告》。
★检验技术要求,使用仪器、方法详见《报告单》a、门式起重机检验项目表b、桥式起重机检验项目表2、机加工过程(外包)机加工件由检验员到外包方现场检验。
(1)每个重要加工件由检验员,逐一检查,并填写《工序完工检验记录》。
(2)其它加工件按图纸要求抽检,每个规格抽检5~10%,若发现一个不合格则逐一全检,检验员填写《工序完工检验记录》。
起重机焊缝探伤实施方案一、概述起重机是工业生产中常用的设备,而焊缝是起重机结构中重要的连接部分。
为了确保起重机的安全运行,需要对焊缝进行定期的探伤检测,以发现潜在的缺陷和问题。
本文档旨在提供起重机焊缝探伤的实施方案,以确保焊缝的质量和安全性。
二、实施步骤1. 准备工作在进行起重机焊缝探伤前,需要做好充分的准备工作。
首先要对探伤设备进行检查,确保设备正常运转。
同时,需要对探伤人员进行培训,使其熟悉探伤设备的操作方法和安全注意事项。
另外,还需要对探伤区域进行清洁和标记,确保探伤的准确性和有效性。
2. 探伤方法起重机焊缝的探伤方法一般包括磁粉探伤、超声波探伤和射线探伤等。
在选择探伤方法时,需要根据焊缝的材质、形状和尺寸来确定最适合的方法。
同时,还需要根据实际情况选择合适的探伤设备和探伤参数,以确保探伤的准确性和全面性。
3. 探伤操作在进行起重机焊缝探伤时,需要按照严格的操作规程进行。
探伤人员应按照操作规程进行设备的调试和操作,确保探伤的准确性和安全性。
同时,还需要对探伤结果进行及时记录和分析,以便后续的处理和决策。
4. 探伤评定在完成起重机焊缝的探伤后,需要对探伤结果进行评定。
根据探伤结果,对焊缝的质量和安全性进行评定,并据此做出相应的处理和决策。
如果发现焊缝存在缺陷或问题,需要及时进行修复和整改,以确保起重机的安全运行。
5. 结果报告最后,需要对起重机焊缝探伤的结果进行报告。
报告应包括探伤的具体情况、探伤结果的评定、存在的问题和建议的处理措施等内容。
报告应清晰、准确地反映起重机焊缝的实际情况,并据此提出相应的建议和措施。
三、注意事项在进行起重机焊缝探伤时,需要注意以下事项:1. 严格按照操作规程进行,确保探伤的准确性和安全性;2. 对探伤设备进行定期的维护和检查,确保设备的正常运转;3. 对探伤人员进行培训和考核,提高其操作技能和安全意识;4. 对探伤结果进行及时的记录和分析,为后续的处理和决策提供依据;5. 对探伤结果进行评定和报告,确保探伤工作的完整性和有效性。