基于UG8.0风扇叶片分型及多腔注塑模具设计
- 格式:pdf
- 大小:1.63 MB
- 文档页数:4
【摘要】UG在现代模具工业中发挥着越来越重要的作用。
本文介绍了通过UG的建模功能和注塑模设计向导功能来进行风扇的注塑模设计。
其中主要提及了模具工业的发展、UG 的优势特点和风扇的建模,以及通过注塑模设计向导来进行风扇的注塑模设计。
【关键词】:风扇;注塑模设计;UG目录引言.................................................... 错误!未定义书签。
一、注塑件材料的选择 (2)(一)注塑件材料的选择 (2)(二)ABS材料的介绍 (3)二、注塑件的工艺分析 (3)(一)注塑件的外形分析 (3)(二)注塑件体积和质量的计算 (4)三、模架的选用 (5)四、注塑机的选定与校核 (6)(一)注塑机的选定 (6)(二)注塑机的校核 (7)五、成型零部件设计 (8)(一)型腔数量的确定 (8)(二)分型面的选取 (8)(三)凸凹模的结构设计 (9)(四)凸凹模的工作尺寸设计 (11)六、浇注系统设计 (11)(一)流道设计 (11)(二)冷料穴设计 (13)(三)交口设计 (14)七、冷却系统设计 (14)(一)冷却时间的计算 (14)(二)冷却回路的设计 (15)八、脱模推出机构的设计 (15)(一)顶杆设计 (15)(二)推出机构的导向与复位 (16)九、合模导向机构的设计 (16)总结 (17)参考文献 (18)谢辞 (19)引言在如今社会中,模具工业扮演着重要的角色,所涵盖到人们生活的方方面面。
在塑料模具市场中,以注塑模具需求最大,其中模具发展重点为工程塑料模具。
工程塑料具有优异的机械性能、耐热性、耐磨性、耐化学腐蚀性等。
工程塑料比金属材料轻,易成加工,成型能耗少,可以代替一些金属做结构材料使用。
近年工程塑料被广泛应用于电子、汽车、建筑、办公设备等行业,以塑代钢、以塑代木已成为国际流行的趋势。
我国相比较发达国家,还存在模具所用材料和相关制造技术的落后、模具相关配件产业链推广不足不够完善、人才的不足、专项研发投入少、制造器械的落后效率低等诸多问题。
基于UG的电风扇产品造型设计1 UG 软件简介UG NX是Graphics Solutions公司推出的集CAD/CAM/CAE于一体的三维参数化设计软件,在汽车、交通、航空航天、日用消费品、通用机械及电子工业等工程设计领域得到了大规模的应用。
其功能强大,可以轻松实现各种复杂实体及造型的建构。
它在诞生之初主要基于工作站,但随着PC硬件的发展和个人用户的迅速增长,在PC 上的应用取得了迅猛的增长,目前已经成为模具行业三维设计的一个主流应用。
UG的开发始于1969年,它是基于C语言开发实现的。
UG NX是一个在二维和三维空间无结构网格上使用自适应多重网格方法开发的一个灵活的数值求解偏微分方程的软件工具。
它的设计思想足够灵活地支持多种离散方案,因此软件可对许多不同的应用再利用[2]。
UG软件主要分为 CAD模块CAM模块Mold Wizard模块。
(1)CAD模块实体建模是集成了基于约束的特征建模和显性几何建模两种方法,提供符合建模的方案,使用户能够方便地建立二维和三维线框模型、扫描和旋转实体、布尔运算及其表达式。
实体建模是特征建模和自由形状建模的必要基础。
UG特征建模模块提供了对建立和编辑标准设计特征的支持。
为了基于尺寸和位置的尺寸驱动编辑、参数化定义特征,特征可以相对于任何其他特征或对象定位,也可以被引用复制,以建立特征的相关集。
UG自由形状建模拥有设计高级的自由形状外形、支持复杂曲面和实体模型的创建。
UG工程制图模块是以实体模型自动生成平面工程图,也可以利用曲线功能绘制平面工程图。
在模型改变时,工程图将被自动更新。
利用装配模块创建的装配信息可以方便地建立装配图,包括快速地建立装配图剖视、爆炸图等。
UG装配建模是用于产品的模拟装配,支持“由底向上”和“由顶向下”的装配方法。
装配建模的主模型可以在总装配的上下文中设计和编辑,组件以逻辑对齐、贴合和偏移等方式被灵活地配对或定位。
参数化的装配建模提供为描述组件间配对关系和为规定共同创建的紧固件组和共享,使产品开发并行工作。
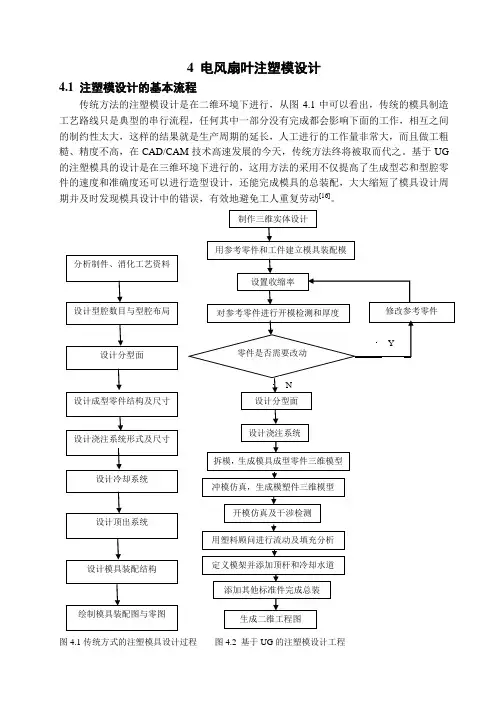
4 电风扇叶注塑模设计4.1 注塑模设计的基本流程传统方法的注塑模设计是在二维环境下进行,从图4.1中可以看出,传统的模具制造工艺路线只是典型的串行流程,任何其中一部分没有完成都会影响下面的工作,相互之间的制约性太大,这样的结果就是生产周期的延长,人工进行的工作量非常大,而且做工粗糙、精度不高,在CAD/CAM技术高速发展的今天,传统方法终将被取而代之。
基于UG 的注塑模具的设计是在三维环境下进行的,这用方法的采用不仅提高了生成型芯和型腔零件的速度和准确度还可以进行造型设计,还能完成模具的总装配,大大缩短了模具设计周期并及时发现模具设计中的错误,有效地避免工人重复劳动[16]。
图4.1传统方式的注塑模具设计过程图4.2 基于UG的注塑模设计工程4.2 注塑模具的基本结构设计4.2.1 扇叶材料的分析风扇为人们日常生活常用品,需大批量生产,又与人们紧密接触,所以扇叶的材料必须无毒无害,同时考虑没有很高的强度要求,收缩率方面也无特殊要求,故选择ABS材料进行注塑生产。
ABS具有良好的成型加工型,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种光泽[17]。
塑料ABS具有以下性能:(1)冲击强度极好,耐磨性优良,尺寸的稳定性好。
(2)从热学性能上来看热变形温度为85℃左右,制品经退火处理以后还可提高10℃左右。
在-40℃时仍能表现出一定的韧性,可在-40℃到85℃的温度范围内长期使用。
(3)ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响。
(4)ABS流动性好,易溢料,具有优良的化学稳定性、不吸水,是易成型加工的材料可用于注塑。
4.2.2 分型面的选择分型面是指上、下两模芯互相接触的表面,而分型面的设计在电风扇叶的注塑模设计中是非常重要的。
分型面一般是在确定浇注位置或被称为进料口的位置后再选择。
但在分析各种分型面方案的优缺点之后,也有可能需要重新调整浇注位置。
分型面选择原则有两个,首先要考虑到是塑件在开模时尽可能留在动模部分,同时由于塑件有曲面扇叶,所以也要尽可能留在动模部分。
风扇叶片模具设计论文1风扇叶片表面数据采集本论文所争辩的风扇叶片外形简单,主要由若干自由曲面组成,接受传统的测绘方法难以精确测量。
最终接受上海塑造机电科技有限公司所生产的3DSS-STD-I(I标准型)三维扫描仪,精确、高效地完成了风扇叶片表面的数据采集。
为防止环境光源对设备采集数据的干扰,必需保证环境光线不能太亮。
调整并开启三维扫描仪后,接受5步标定法校准设备。
扫描前,在风扇叶片表面喷涂白色的显像剂,如有必要,可以在需要的地方贴上参考点。
接受多视扫描方法,并利用扫描软件的自动拼接功能将相邻两个扫描视角的公共区域拼接起来以获得风扇叶片外形的点云数据,由于该风扇叶片具有对称性,扫描时选择其中一片扇叶进行完整的扫描和数据处理,扫描完成后得到的模型点云。
2数据处理与模型重建运用Geomagic软件处理扫描仪测得的风扇叶片表面的点云数据,将点云数据转变为曲面模型。
在扫描仪采集数据时,由于测量方法、误差处理方式及四周环境等因素的影响,采集到的点云数据不行避开地会受到噪音的干扰,所以,在反求模型之前必需对数据进行编辑处理。
删除不需要的点数据,过滤噪声。
对于采点盲区,可接受填充命令进行修补。
对原始点云进行去噪平滑处理,这样修补后的模型整体光顺性可得到进一步提高。
3风扇叶片注塑模具设计在逆向工程的基础上,在UG注塑模具设计(MoldWizard)模块中,对该风扇叶片进行了注塑模设计。
模具设计的基本流程如下:导入制件三维实体模型;对设计项目进行初始化,加载实体模型,确定材料及收缩率;分析实体模型出模斜度及分型状况;确定模具的分型面、型腔布局、推杆、浇口和冷却系统等;修补开方面,定义分型面;生成型芯、型腔等工作部件;加入标准模架、推杆、滑块等部件;设计浇注系统、冷却系统;完善设计图纸等。
依据该塑件外观质量及尺寸精度要求,选用模具为一模一腔单分型面模具。
结合分型面的选择原则,选取单分型面垂直分型。
避开了顶杆端部与叶片的接触,保证产品外观的完整性。
风叶的注塑模设计摘要本文以PA为材料的风叶为例,主要介绍了注塑模具的设计。
此模具在设计时,充分考虑了生产批量、以提高生产效率、降低生产成本为主要宗旨。
通过对一个塑件的全面分析,选用合适的注塑机,确定模具的结构方案,再通过模具型芯、型腔等相关设计,绘制模具的零件图、装配图,完成设计,为了更进一步清楚形象的了解模具的结构设计过程,这次毕业设计使用UG NX6.0与Auto CAD 软件设计,给设计带来了很大的方便。
关键词:风叶加工工艺塑料模软件应用Injection mold designAbstract:The text mainly introduces to note the design of the molding tool of Plastics originally. Is it tell takingPA as material mould plastics idea course of mould mainly to design originally.This mould is in the design, fully consider production lot , regard improving production efficiency , reducing the production cost as the main aim.passing the structure characteristics to the overall analysis of a Plastics piece, choose to use to note the machine of Plastics fitly, make sure the structure project of the molding tool, then passes the related size of a heart of molding tool, a cavity calculation, draw the spare parts diagram of the molding tool and assemble the diagram,. For the sake of the structure design process of the understanding molding tool of the further clear image, this text still adopts the UG and Auto CAD as the three dimensional software, has brought very big convenient.Key Words:;Processing craft Plastic Software applications目录摘要 (I)Abstract (II)第一章引言 (5)1.1介绍 (5)1.2市场调查 (5)1.3塑料产品成型模具设计的一般原则 (5)第二章塑件的工艺性分析 (6)1.1塑件材料特性 (7)1.2 塑件结构精度分析 (8)1.3尺寸精度的选择及注意事项 (8)1.4塑件材料的成型性分析 (8)1.5塑件材料成型工艺参数 (11)第三章模具的基本结构 (11)1.1确定成形方法 (11)1.2型腔数目的确定 (11)1.3确定分型面 (11)第四章注射机的选择 (14)第五章浇注系统的设计 (17)1.1选择浇注系统 (17)1.2主流道 (1)第六章成型零件设计 (18)1.1凹模结构的设计 (18)1.2凸模如图所示 (18)第七章温度调节系统的作用 (19)第八章冷却系统的设计 (19)第九章推出机构设计 (21)第十章模架的选择 (22)第一章塑件的工艺性分析1.1塑件如图所示产品名称:风叶产品材料:PA产品数量:大批量生产塑件颜色:白色塑件要求:塑件表面光滑且均匀,不能有飞边等缺陷。
第1章注塑模具的可行性分析1.1 注塑模具设计特点注塑成型可以一次成型复杂形状、精确尺寸或插入塑料制品。
在注塑模具设计中。
必须充分注意以下三个特点:(1)大部分塑料熔体属于假塑料液体,可以剪切和稀释。
其流动性取决于材料类型、剪切速率、温度和压力。
因此,必须根据其流变特性设计浇注系统,并检查型腔压力和锁模力。
(2)注塑模具被视为具有高型腔压力的耐压容器。
模具的结构设计应在正确估计模腔压力的基础上进行。
为保证合模、成型、开模、脱模和侧抽芯的可靠性能,必须充分考虑模具零件和塑料零件的刚度和强度等力学问题。
1.2 注塑模具的组成所有的注塑模具都可以分为动模和定模两部分。
当注模时,动模和定模闭合,形成型腔和浇注系统;开模时,定模和动模分离,取出零件。
定模安装在注塑机的固定板上,动模安装在注塑机的动模板上。
根据模具上各部分功能的不同,可组成一个系统或机构。
(1) 成型零件指形成型腔的零件,与熔体直接接触并形成塑料零件。
通常有冲头、型芯、成型棒、凹模、成型环、镶件等零件。
动模和动模合模后,成型件决定了塑件的外轮廓尺寸和外轮廓尺寸。
(2)浇注系统将塑料熔体从注塑机的喷嘴引向型腔的流道称为浇注系统,它由主流道、分流道、浇口和冷井组成。
(3) 导向定位机构为保证动模和定模合模时能准确导向和对准,通常在动模和定模上分别设置导柱和导套。
深型腔注塑模具还必须在主分型面上设置锥面定位,有时还要设置导向件,以保证脱模机构的准确移动和复位。
(4) 释放机制它是指在开模过程的后期将塑料件从模具中取出的机构。
(5) 横向剖分抽芯机构对于有侧凹或侧孔的塑件,在从模具中顶出之前,必须先进行侧分型,或者必须将侧冲头或侧芯拉出。
1.3 塑料风扇叶片的设计与分析风叶是利用一定空间曲面通过主体高速旋转产生风能的叶片。
过去,它们大多是由金属片制成,并模制成风叶。
然后,与扇叶主体固定安装,形成扇叶。
由于叶片成型和组装等原因,往往使风机叶片的静、动平衡难以满足设计要求。
本科毕业设计(论文)任务书第 I 页摘要本次我设计的是风扇叶轮注射模具,整体设计是现代先进的模具加工制造方法和强大的PRO/ENGINEER20001模具设计的结合.设计思路及要求符合当代模具设计的潮流和未来的发展方向,通过应用 UG/CAM 进行电风扇整体叶轮型腔模的数控加工,经过完整的操作设置过程,结合实际生产经验,制定规范的数控加工工艺路线,选用合理的加工参数,从而提高零件加工精度和效率,保障零件的加工品质。
关键词:风扇;注塑模具;UG/CAM;数控加工ABSTRACTThe very remote controuer out cover what I designed is the fan of modern plasticsshaping advanced mould proess manufacturing approach and strong PRO/ENGINEER 2001.mold design. The thought and requirement of this design accord with the trend of contemporary mold design and its future of development direction. By applying the UG/CAM fan of NC machining for integral impeller cavity membranes,fully operational Setup process, actual production experience, specification of NC machining processing route, selecting reasonable processing parameters, so as to improve machining precision and efficiency, guarantees the machining quality.Keyword: Fan ;Mould plastics shaping;UG/CAM;NC machining第 III 页目录1 绪论 (1)1.1 选题的背景与意义 (1)1.2 研究的基本内容与拟解决的主要内容 (1)第1章注射模可行性分析 (3)1.1 注射模设计的特点 (3)1.2 注射模组成 (3)1.3 塑料风叶设计与分析 (4)1.4 注射性能分析 (4)1.5 材料选择 (6)1.5.1塑料介绍 (6)1.5.2 分析塑料材料 (6)1.6 材料的确定 (7)第2章成型零部件设计 (8)2.1 成型零件的结构设计 (8)2.1.1 型芯设计 (8)2.1.2 叶片成型设计 (9)第3章浇注系统的设计 (10)3.1 浇注系统的公用和设计要求 (10)3.2 主流道设计 (10)3.2.1 主流道的作用 (11)3.2.2 主流道设计要点 (11)3.2.3 浇口套的结构形式 (12)3.2.4 浇口套材料及尺寸 (12)3.2.5 浇口套的固定 (12)3.3 浇口的设计 (12)3.3.1 浇口的作用 (12)3.3.2 浇口的类型 (13)3.3.3 风扇浇道、浇口的选择 (13)3.3.4 中心浇口设计 (13)第4章脱模导向机构设计 (15)4.1 合模导向机构的设计 (15)4.2 塑料脱模的机构设计 (16)4.3 开模力和脱模力计算、推杆数目与直径的计算 (17)第5章分型面的设计 (20)5.1 选择分型面基本原则 (20)5.2 风扇分型面的选择 (20)第6章冷却系统设计 (21)6.1 模具温度调节的重要性 (21)6.2 冷却的计算 (21)第7章选材 (23)7.1 塑料成型模具用材料的选择 (23)7.2 模具材料的选择 (24)第8章注射机型号的确定 (25)8.1 注射机的选择 (25)8.2 锁模力校核 (25)8.3 注射容量校核 (26)第9章模具整体设计 (27)第10章成型零件数控加工 (28)10.1 电风扇叶轮型腔模型 (28)10.2 电风扇叶轮型腔模型的数控加工工艺分析 (28)10.3 创建加工程序 (28)10.3.1 型腔粗加工 (28)10.3.2 残料粗加工 (29)10.3.3 等高半精加工一 (29)10.3.4 等高半精加工二 (29)10.3.5 定轴区域铣叶轮曲面部位 (29)10.3.6 等高精加工一 (30)10.3.7 等高精加工二 (30)10.3.8 定轴铣叶轮曲面部位 (31)10.4 清根加工中间槽R0.5圆角部位 (31)11 结论 (32)第 V 页致谢 (33)参考文献 (34)外文翻译及译文 (35)1 绪论一、选题的背景及意义:模具制造是制造业的根基,在轻工、电子、机械、通讯、交通、汽车、军工等部门中,60%-80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
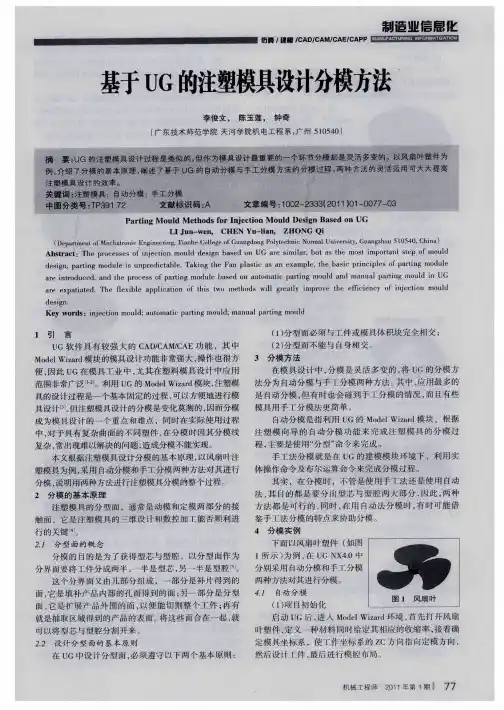
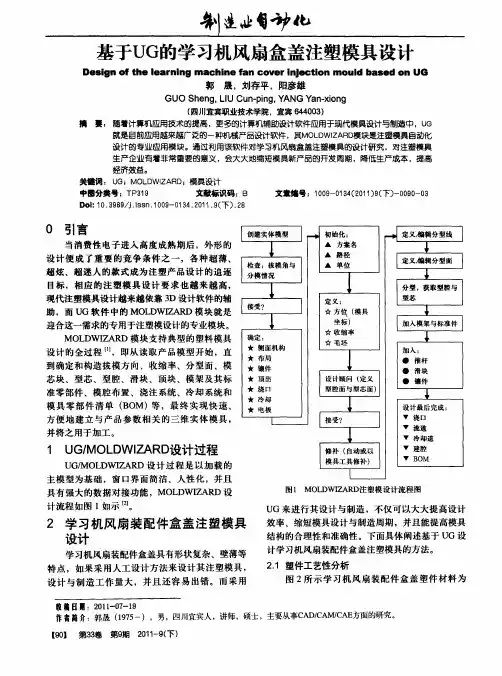
工业技术科技创新导报 Science and Technology Innovation Herald75U G 软件具有较强大的C A D /C A M /C A E 功能,其中M o l d W i z a r d 模块的模具设计功能非常强大,是U G软件中设计注塑模具的专业模块。
它提供了快捷的、易于使用的创建型腔、型芯、滑块、镶件的高级建模工具,并提供了相关联的3D实体效果。
在注塑模设计过程中,模具型芯、型腔的确定至关重要,分模的方法是否合理直接影响到塑件的质量、模具的整体结构、模具的制造工艺以及模具的制造成本。
该文借助U G M old Wi z a r d 模块对风扇叶进行分模,以此为例介绍U G M old Wi z a r d 模块的分模方法。
1 分型面的概念模具上用以取出塑件和凝料的可分离的接触表面称为分型面。
分模的目的是为了获得型芯与型腔,以分型面作为分界面要将工件分成两半,一半是型芯,另一半是型腔。
这个分界面又由几部分组成,一部分是补片得到的面,它是填补产品内部的孔而得到的面;另一部分是分型面,它是扩展产品外围的面,以便能切割整个工件;再有就是抽取区域得到的产品的表面。
将这些面合在一起,就可以将型芯与型腔分割开来。
2 分型面的选择原则分型面应选在塑件外形最大轮廓处,只有这样才能使塑件从模具中顺利脱模。
分型面的选择应有利于塑件脱模。
一般模具的脱模机构通常设置在动模一侧,模具开模后塑件应停留在动模一侧,以便顺利脱模。
分型面的选择应保证塑件的精度要求。
分型面的选择应使模具易于加工。
分型面的选择对成型面积的影响。
分型面的选择应有利于排气。
分型面的选择应考虑模具侧抽芯。
该例中的风扇叶的分型面定选择其外形最大处,然而其叶片是一个空间曲面,为保护叶片在成型过程中的质量、精度等,其分型面采用阶梯式,叶片由上下凹凸配合的两个叶片成型块组合获得,便于叶片成型块空间曲面的加工,保证叶片精度。
在成型时,叶身可抱紧在成型芯上,使风叶保留在动模一方,便于风叶脱模和顶出。
家用电风扇叶片注塑模具设计毕业设计一、引言电风扇作为一种常见的家用电器,已经成为人们日常生活中必不可少的消暑工具之一、其中,叶片作为电风扇的核心部件之一,起到驱动气流的作用。
本文将对家用电风扇叶片的注塑模具进行设计,以提升产品性能和生产效率。
二、注塑模具设计方案1.模具结构设计家用电风扇叶片的注塑模具应该采用一体式结构设计,包括模具座、固定板、模仁、剥料板等组成。
模具座为整个模具的支撑部分,固定板上设有模仁和剥料板,通过模仁的上下运动和剥料板的顶出作用来实现产品的注塑成型和脱模。
2.模仁设计模仁是注塑模具最重要的组成部分之一,其设计应考虑以下几个方面:(1)模仁材料的选择:应选择硬度高、耐磨性好、具有较高刚性和强度的材料,如优质合金钢。
(2)模仁的形状设计:应根据叶片的形状和尺寸设计出合适的模仁形状,以保证产品的精度和质量。
(3)模仁表面处理:模仁的表面应进行表面处理,如镜面抛光、硬镀铬等,以增加模具的寿命和产品的表面质量。
3.剥料板设计剥料板是用于顶出注塑件的一块板材,其设计应考虑以下几个因素:(1)材料选择:剥料板应选择具有耐磨性和高硬度的材料,如优质工具钢。
(2)形状设计:剥料板的形状应与注塑件的形状相匹配,以保证顶出注塑件的顺利进行。
(3)表面处理:剥料板的表面应进行光洁度处理,如固体润滑剂抛光、硬质膜等,以减少模具和产品之间的摩擦和磨损。
4.模具温度控制系统设计为了保证注塑过程中的温度稳定,提高产品表面质量和加工效率,注塑模具应设计合理的温控系统。
温控系统应包括模具的加热和冷却系统,以调节模具的温度。
5.模具装配和调试在进行注塑模具的装配和调试时,应按照设计要求进行,确保模具的各个部件之间的配合严密,且各个功能正常运行。
同时,还应根据实际注塑生产情况进行适当的调整和优化,以提高产品质量和生产效率。
三、总结本文主要对家用电风扇叶片注塑模具进行了设计方案的探讨。
通过合理的模具结构设计、模仁设计、剥料板设计和温控系统设计,可以有效提高产品的性能和生产效率。
风扇叶片注射模具设计概要风扇叶片注射模具是制造风扇叶片的重要工具,其设计概要对于保证产品质量和生产效率具有重要影响。
本文将从设计要求、结构设计、工艺分析和制造要点等方面介绍风扇叶片注射模具的设计概要。
一、设计要求1、保证产品质量和减少生产成本是风扇叶片注射模具设计的首要要求。
因此,要考虑产品的几何形状、材料、使用环境和制造成本等因素,在保证产品质量和性能的前提下尽可能减少生产成本。
2、设备稳定性和生产效率是另一重要要求。
模具的设计需要考虑注射机的型号、压力和容积等参数,以确保稳定的生产效率和良好的成型品质。
3、维护和维修方便,以便及时排除故障、更换损坏的零部件和及时修理等。
二、结构设计1、型腔设计:型腔是模具最关键的部分,直接影响到制品的形态和质量。
设计时应考虑到注射过程中的塑料流动,注射机性能参数和模具内部流道的配置、气门位置、呼吸孔位置和形状等。
同时,型腔要满足产品的尺寸和形状要求,有利于射出的材料均匀分布、冷却均匀和减少缩孔等质量问题。
2、进料系统的设计:进料系统的设计也是非常重要的。
注塑机在运作过程中产生的注射压力、流速和温度等参数就是由进料系统产生的,所以进料系统的设计必须考虑塑料原材料的性质、循环利用率和从进料口到型腔的流动阻尼等因素,还要根据产品的形状和大小设计出适当的进汽孔。
3、冷却系统的设计: 冷却系统是保证产品牢固、光滑和尺寸精准度的关键。
冷却系统可分成水路和风路两部分,注塑模具中的冷却水路通道的设计经常采用宽面等效法和紧凑的间隔L/2叠合法. 注塑模具中的风路,以流道的方式出现,通常用于塑件表面丝印的需求。
三、工艺分析1、熔融塑料的选择和加工温度的控制:熔融塑料的物理特性直接决定了加工温度、塑化时间和塑化速度。
不同类型的熔融塑料可能要求不同的加工温度和塑化速度,所以在设计模具时要考虑到熔融塑料类型和其性质。
2、注射压力和速度的控制: 注射压力和速度直接关系到产品的质量和形态。
电风扇电机后端盖注塑模具设计姓名:王国杰指导教师:吴莉莉(讲师)2014年5月1日烟台大学摘要本文主要进行了电风扇电机后端盖的注塑模具设计。
电风扇电机后端盖是电风扇的重要组成部分,其可靠性决定着电风扇的散热性以及电机转动程度。
由于模具注塑成型对各种塑料的生产效率高、适应性强,注塑成品质量稳定,容易自动化生产。
所以运用注塑成型电风扇电机后端盖是最优方案。
在电风扇电机后端盖注塑模具设计中,首先是对注塑件进行工艺性分析,并画出其零件图。
接着进行分型面、型腔和型芯的部件的设计以及尺寸的校核。
接着就可以选择模架并进行校核。
然后设计排气系统、温度调节系统以及浇注系统,并对他们优化。
再次进行合模导向机构以及脱模机构的设计及优化。
然后选取注塑设备并进行校核。
这些任务的步骤都要在图书馆或者网上查阅相关资料之后,最后要对模具进行总装配和试模,对其中出现的问题对模具优化改进,直到最后的模具零件符合设计要求。
关键词:电风扇电机后端盖注塑模具ABSTRACTThe graduation design is electric fan motor end cover injection mold design.The fan motor end cover is an important component of the electric fan, its reliability decides the degree of the heat dissipation of the electric fan and motor rotation. Because of the high production efficiency, product quality is stable, easy to implement automated production.The design of the main work of plastic analysis of process performance and to draw the parts diagram of plastic parts, as well as owners, the design of the shunt, a division of the mold cavity and the cavity location of choice.Then you can choose to die set and check. Then design the gating system, exhaust system and temperature control system, and optimization design of the system. Then, we should design clamping steering mechanism and remolding mechanism and optimization. Then select injection molding equipment and checking. Then select injection molding equipment and checking. But, we follow these steps after accessing to relevant information in the library or online. Finally, to draw the general assembly drawing of the mold design, assembly and test mold and the mold problem on which it appears to improve the mold until the last parts to meet the design requirements.Key words: electric fan motor end cover Injection molding目录摘要 ................................................................................................................. 错误!未定义书签。
Vol.26,No.1,2019
基于UG8.0风扇叶片分型及
多腔注塑模具设计
向 超,张建雄,徐向俊,戴甲洪,朱云虎
(长江师范学院材料学院及土木学院,重庆408100)
摘 要:用UG8.0画出风扇叶片的三维制件,然后对风扇叶片产品进行分析,包括材料的选择及性能,对浇注系统、冷却系统及顶出系统的设计,特别是对叶片分型面进行设计,希望对复杂分型面的模具设计有所帮助。
关键词:多腔注塑模具;风扇叶片;分型面doi:10.3969/j.issn.1006-8554.2019.01.004 引言
注塑模具是制造业使用范围比较广,不可或缺的一部分,在生产过程中既保证了产品的质量又降低了成本,并且加工出的产品有较高的精确性,还可以大规模的成批生产,适合各种行业的产品制造。
由于本次设计所选择材料既要考虑其使用环境和外观,并且还必须是无害材料,所以选择力学性能较好的ABS,ABS不仅综合力学性能好,而且尺寸稳定性及化学稳
定性好[1]。
风扇叶片的结构分析
风扇叶片的结构如图1所示。
叶片通常在室温下工作,有较好的稳定性,不承受冲击载荷,但叶片曲面结构较复杂,壁厚不均,所以成型比较困难。
风扇叶片要求表面光滑、无毛刺等缺陷,对尺寸精度和表面质量要求较高,所以风扇叶片的粗糙度一般取Ra=0.8μm。
图1 风扇叶片结构
风扇叶片模具结构设计
分型面的选择和设计受到塑件在模具中的成型位置、浇口位置及排气设计等因素的影响,所以分型面的位置应该选在塑料制件的最大轮廓处,应使塑料制件停留在动模上,合理的安排浇注系统,重点是浇口,应尽量使塑料制件方便脱模。
为了便于脱膜和风扇叶片塑料制品的质量,结合产品的实际使用情况和产品的现有结构,制件的分型面位置在如图2(a)所示的曲面分割线处,选择在制件外形截面的最大轮廓出,使塑件外表面光滑,不易产生熔接痕。
2.1 曲面分割线及区域分析
通过【相交曲线】【投影曲线】和【分割面】工具,建立曲面分割线和分割面操作。
【初始化项目】【工件】和【型腔布局】后,进入【模具分型】工具,依次点击计算—设置所有面颜色—设置区域颜色后,区域颜色如图2所示。
2.2 分型面的创建
通过【曲面补片】和【定义区域后】(创建区域和创建分型线操作)后,点【设计分型面】进行引导线编辑,再通过扫掠,完成如图3所示的分型面。
2019年第26卷第1
期
图2
区域颜色设置
图3 分型面
一腔四模的凸模和凹模如图4
所示。
图4 凸模和凹模示意图
2.3 浇注系统设计
浇注系统的结构如图5所示。
浇注系统的设计在注塑模具设计中是一个较为重要的一个环节,塑件的注射、保压及热量的传递以都是由浇注系统来完成,设计合理的浇注系统直接决定着制件的结构强度和表面质量。
故在设计过程中,考虑到塑料的冲型性能、排气及变形等因素。
UG进行浇注系统的设计的时候,通常情况下主流道形状为圆锥形,有助于熔融体的分流与开模是凝料可以顺利拉出;分流道的设计应保证良好的填充状态和压力传递,考虑到经济性、加工方便、充型以及模具内部熔融体的流动压力损失等因素的关系,分流道截面为圆形,其中,一级分流道为8mm,而二级分流道为6mm;侧浇口
截面为矩形,形状简单,易于加工,尺寸为1.5mm×1.5mm。
这种浇口应用非常广泛,特别是对于一模多腔的浇注系统,同时去除凝料比较方便。
2.4 冷却系统设
注塑过程中,熔体会产生较高的温度,为了维持模具的温度,每一循环中,必须要把熔体的热量带走,一般情况采用冷却管道的方式对模具进行降温处理。
模具从充满型腔到可以去除模具的这一段时间称为制件的冷却时间,通常通过制件固化后的刚度和强度来确定,生产周期可以通过冷却时间来确定。
在设计模具的时候,有许多的因素冷却水道、进水和出水的温差、孔径及流动方向影响模具质量。
在模具型腔附近添加冷却
Vol.26,No.1,2019
管道,在动模板与型芯间以及定模板与型腔间的连接处,采用O形密封圈密封。
衣架体模具采用前后膜冷却,冷却路线如图
6
所示。
图5
浇注系统
图6 冷却路线图
2.5 顶出机构设计
推出机构的作用是为了脱出塑件及浇注系统凝料,设计原则如下:①一般设置在注射模的动模内。
②顶出过程不能让塑件变形。
③塑件开模过程留在有顶出机构的动模一侧。
④简
单可靠。
⑤尽量选择在塑件表面或隐蔽处。
此次模具设计过程中考虑到平衡受力条件,采用推杆的方式脱模,模具共设有16根圆形推杆,其位置分布如图7
所示。
图7 推出机构
2019年第26卷第1期
2.6 衣架体模具的总装图
选用的是SC型标准模架,选择的是整体式凸模,其主要是
型腔与定模板连为一个整体,模具总装图如图8
所示。
图8 风扇叶片注塑模具装配图
结语
本设计采用UG8.0软件设计风扇叶片,分析了塑料的材料性能,设计了较为复杂的分型面,对浇注系统、冷却系统及顶出系统进行设计,同时绘制了模具装配图。
参考文献:
[1] 卜繁冬.塑料衣架结构注塑模[J].机械工程师,2015
(7):185.
作者简介:
向超(1982-),男,重庆人,博士,教师,讲师,研究方向:材料成型加工及模具设计与制造专业方向教学。
(上接第15
页)图2 万能遥控器的外观示意图
可以通过按键按钮输入,根据编码选择指令和操作指令选定控制开关设备对应的不同厂商的编码模式,进而控制不同开关。
结语
基于nRF24L01的通用型遥控开关的设计,通过2.4GHZ的无线模块nRF24L01发射接收实现开关编码的无线传输,本设计可靠性高、体积小、功耗低、成本低。
同时该无线遥控开关能实现一对多,可以随意配置控制键与控制点,自由灵活使用方便,克服了传统遥控器一对一的缺陷。
最后通过软、硬件联合调试,试验结果满足设计要求,达到设计预期的各项指标。