塑料螺纹等结构设计演示文稿
- 格式:ppt
- 大小:1.27 MB
- 文档页数:60
塑胶件的结构设计:螺纹连接结构篇(上)塑胶件的连接结构,有两种应用较广泛,一种是卡扣连接(之前文章已有介绍),另一种是螺纹连接。
其中螺纹连接我认为是应用最广泛、最常见的连接结构。
基于成本考虑,尽管大家都在尽量减少螺纹连接的使用,但是,对于绝大部分产品结构设计的需要,螺纹连接结构还是很难完全被取代,因为,其相对于卡扣连接有以下优点:•连接强度比卡扣大得多,即使受到额外负载也不容易松脱,可靠性高;•可拆卸次数多,特别是使用机牙螺丝的情况下,连接强度并不会受影响很大;•螺丝柱在模具上成型方便,模具结构简单,且容易调整;•操作简单,易学,谁不会打个螺丝呢。
当然,相对于卡扣,其缺点如下:•成本相对高些,螺丝、螺母、电批、螺丝刀等紧固件与工具的成本;•对于外观零件,会在外壳上存在放置螺丝以及操作的孔洞,破坏外观的完整性;•装配时间长,预埋螺母、放置螺丝、使用电批或螺丝工具的时间成本,间接增加装配成本;•螺纹连接的结构类型少,设计自由度比较受限,常常在主出模方向设计居多。
结合卡扣和螺纹连接的优缺点,在实际产品结构设计上,常常兼容这两种连接方式,使产品能够实现性能与成本的平衡。
塑胶件的螺纹连接结构一般有以下两种:•一种是采用机械牙螺丝(简称机牙螺丝)的结构;•一种是采用自攻牙螺丝(简称自攻螺丝)的结构;这两种结构比较常见的结构形式如下图,共同点是两个塑胶零件上分别有用于与螺丝配合的螺丝柱(BOSS柱)和用于支承螺丝头的套司;区别在于采用机牙螺丝的螺丝柱内孔需预埋螺母。
机牙螺丝与自攻螺丝的区别:从外形上看:常用机牙螺丝的尾部一般为平尾,头部形状如下图:常用自攻螺丝的尾部一般分尖尾和平尾,头部形状如下图:最主要的区别在于牙型:机牙螺丝(Machine Screw),牙峰与牙底的大小相差无几,牙距比较小,牙型的标准角度为60°,螺纹的标记为M*/*。
使用机牙螺丝需要要搭配合适的螺母或在预制孔内预先攻牙。
自攻螺丝(Self tapping screw),牙峰很尖,牙底平面较宽,而牙型的标准角度则小于60°,螺纹的标记为ST*/*。
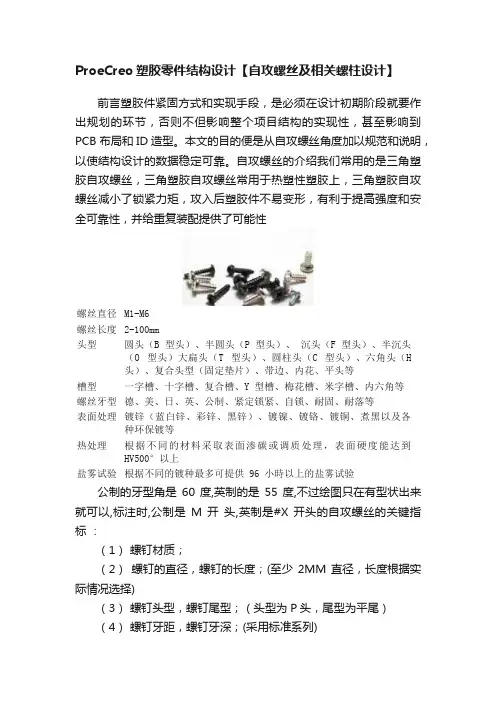
ProeCreo塑胶零件结构设计【自攻螺丝及相关螺柱设计】前言塑胶件紧固方式和实现手段,是必须在设计初期阶段就要作出规划的环节,否则不但影响整个项目结构的实现性,甚至影响到PCB 布局和 ID 造型。
本文的目的便是从自攻螺丝角度加以规范和说明,以使结构设计的数据稳定可靠。
自攻螺丝的介绍我们常用的是三角塑胶自攻螺丝,三角塑胶自攻螺丝常用于热塑性塑胶上,三角塑胶自攻螺丝减小了锁紧力矩,攻入后塑胶件不易变形,有利于提高强度和安全可靠性,并给重复装配提供了可能性螺丝直径M1-M6螺丝长度2-100mm头型圆头(B 型头)、半圆头(P 型头)、沉头(F 型头)、半沉头(O 型头)大扁头(T 型头)、圆柱头(C 型头)、六角头(H头)、复合头型(固定垫片)、带边、内花、平头等槽型一字槽、十字槽、复合槽、Y 型槽、梅花槽、米字槽、内六角等螺丝牙型德、美、日、英、公制、紧定锁紧、自锁、耐固、耐落等表面处理镀锌(蓝白锌、彩锌、黑锌)、镀镍、镀铬、镀铜、煮黑以及各种环保镀等热处理根据不同的材料采取表面渗碳或调质处理,表面硬度能达到HV500°以上盐雾试验根据不同的镀种最多可提供 96 小時以上的盐雾试验公制的牙型角是60 度,英制的是55 度,不过绘图只在有型状出来就可以,标注时,公制是M 开头,英制是#X 开头的自攻螺丝的关键指标:(1)螺钉材质;(2)螺钉的直径,螺钉的长度;(至少2MM直径,长度根据实际情况选择)(3)螺钉头型,螺钉尾型;(头型为P头,尾型为平尾)(4)螺钉牙距,螺钉牙深;(采用标准系列)(5)螺钉的头径,螺钉头的厚度,螺钉的槽型及槽深; (采用标准系列)(6)螺钉的热处理及表面处理;前期设计说明:(一)设计师应在 ID 设计输入阶段便大致选择螺钉、配用螺柱的类型与规格,以及设计摆放位置。
设计初始阶段的规避,作为设计输入评审项目之一,设计评审时将对该项内容严格把关。
(二)注意与螺钉配合的塑料件材料选用。
塑料管道配件螺纹结构的设计分析【摘要】塑料管道配件作为连接塑料管道系统的部件,在塑料管道系统中有着至关重要的作用。
目前,很多类型的塑料管件都需要应用到螺纹结构,但是由于塑料材质相对金属较软,其热膨胀系数较大,造成了在设计塑料管道配件的螺纹时会受到很多制约,若螺纹的设计和选型不好,会严重影响管件的机械连接性能及其系统适用性。
本文主要对现时主流的给排水塑料管道配件的螺纹设计与应用进行分析,并着重从管件的材料特性、性能要求及其应用领域等方面分析如何使用更优的螺纹结构设计方案。
【关键词】塑料、管道配件、螺纹、结构设计【前言】螺纹连接是塑料管道配件之间连接的重要一环,通过在管道配件上加设螺纹结构,能使管道系统的施工连接更灵活更方便。
但是,由于塑料材质结构刚度较低的缺点,其螺纹结构设计的难度较大。
如何选择更好的牙型结构,如何加强管件螺纹的抗拉防脱强度、如何提高管件螺纹的旋合顺畅度等问题,一直是业界主要面临的技术问题。
为此,我们需认真了解塑料管道配件的自身特点,分析设计出更合适的塑料管道配件螺纹结构。
一、塑料管道配件的螺纹结构的分类塑料管道配件的螺纹结构一般可分为两大类:嵌件型螺纹结构和全塑型螺纹结构。
嵌件型螺纹结构,其螺牙部分一般是金属嵌件,嵌件通过二次注塑包覆的方式嵌入到塑料体中。
此类管件由于螺纹部分是金属材质,其质地坚硬不易变形。
在设计嵌件型螺纹结构时,需注意嵌件与塑料体之间接合沟槽的设计,保证嵌件与塑料体间连接紧密。
此类管件的生产成本较高,目前多应用于给水管件领域。
全塑型螺纹结构,其螺牙部分与管件主体是一个或整体,螺牙部分是塑料材质。
由于塑料材质质地较软,在设计管件螺纹结构时需考虑螺牙强度、螺纹使用要求、螺纹旋合顺畅度等要点,此类管件的生产成本较低,被广泛应用于给排水塑料管件中。
二、塑料管件螺纹的设计选型塑料管件的螺纹部位按使用功能分,可分为外接型和自接型。
外接型螺纹是指其管件螺牙处需与外部管件相连接,多应用于外丝直接、内丝直接等管件;自接型螺纹是指其管件螺纹主要负责管件中各零部件间的连接,不需与外部管件相连接,多应用于活接头、清扫口接头等管件。
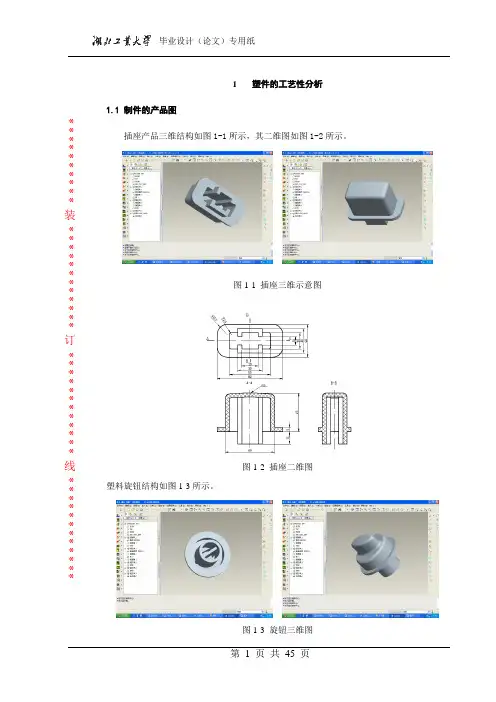
* * * * * * * * * * 装* * * * * * * * * * * * 订* * * * * * * * * * * * 线* * * * * * * * * * * *1塑件的工艺性分析1.1 制件的产品图插座产品三维结构如图1-1所示,其二维图如图1-2所示。
图1-1 插座三维示意图图1-2 插座二维图塑料旋钮结构如图1-3所示。
图1-3 旋钮三维图* * * * * * * * * * 装* * * * * * * * * * * * 订* * * * * * * * * * * * 线* * * * * * * * * * * * 1.2 尺寸及精度塑料制件的尺寸精度是指所获得的塑件与产品图中尺寸的符合程度。
影响塑件尺寸的精度很多,首先是模具的的制造精度,和模具的磨损程度,其次是塑料收缩率的波动以及成型时工艺条件的变化,塑件成型后的时效变化和模具的形状结构等。
因此,塑件的尺寸精度往往不高,应该在保证使用的前提下尽可能选用低精度等级。
根据定义图纸的要求公差为自由公差,结合塑料制件公差数值标准SJ137278,确定公差等级为4级,即一般精度标准。
1.3表面粗糙度塑件的外观要求越高,表面粗糙度应越低。
这除了在成型时从工艺上尽可能避免冷疤,云纹等疵点来保证外,主要是取决于模具型腔表面粗糙度。
一般模具表面粗糙度要比塑件的要求低1~2级。
由于此产品的外观要求不高,塑件的表面粗糙度定为Ra0.4μm。
1.4脱模斜度塑件冷却时的收缩会使它包紧住模具型芯或型腔中凸起的部分,因此为方便制件从型芯后从型腔中取出,必须设计一定的脱模斜度。
根据常用的塑件脱模斜度表查询得,型腔的脱模斜度为1°,型芯的脱模斜度为30'。
1.5塑件壁厚塑料制品应该有一定的厚度,这不仅是为了塑料制品本身在使用中有足够的强度和刚度,而且也是为了塑料在成型时有良好的流动状态。
塑件壁厚受使用要求、塑料材料性能、塑件几何尺寸以及成型工艺等众多因素的制约。