服装产品开发制作流程图
- 格式:doc
- 大小:63.50 KB
- 文档页数:6

服装生产工艺流程图┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└——┘└———┘└——┘└——┘└——┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。

服装制作工艺流程1,原材料检查工艺2,裁剪工艺3,缝纫制作工艺4,锁钉工艺5,后整理工艺以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
(6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。
(7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽费时不容易造成残次。
(8)打号——打号要清晰,不要漏号,错号,丢号等。
(9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。
缝纫制作工艺A.上衣类按前后序制作所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。

服装制作工艺与实验(二)姓名:班级:学号:授课老师:目录一、款式说明1、款式说明-----------12、款式图------------13、面料小样-----------1二、纸样设计1、净样设计-----------22、毛样设计-----------3三、裁剪工艺1、排料---------------4四、缝制工艺1、工艺流程-----------52、工艺说明-----------63、图示说明-----------6五、成本核算--------------8六、成品展示--------------9一、款式说明1、款式说明:衬衫:本款衬衫为棉绸面料企领长袖衬衫,采用片状式的层状碎褶设计,衬衫颜色为紫灰格子,使这款衬衫充休闲风格,年轻潮流.西裤:本款西裤为棉麻混纺布料西裤,简约直挺,为西裤经典款式,正装多搭配衬衫西服。
2、款式图:3、面料小样:二、纸样设计1、净样设计:尺寸规格表:单位:CM2、毛样设计:三、裁剪工艺1、排料:比例1:5四、缝制工艺1、工艺流程:确定款式↓制作纸样↓排料、裁剪↓锁边↓烫褶裥↓褶裥上端固定↓缝合褶裥↓缝合侧缝↓烫腰头↓上松紧带↓缝底摆↓整烫2、工艺说明:1)由于布料的特性,缝制之前要进行锁边。
2)缝制衣片时,先用针线把第一层的下摆和第二层上摆的褶裥固定好,然后再用缝纫机缝制。
3)缝合侧缝时,先缝标记,然后对准标记缝合。
4)装拉链走线时,线要靠近拉链边缘缝制。
五、成本核算六、成品展示。
服装制作工艺流程1,原材料检查工艺2,裁剪工艺3,缝纫制作工艺4,锁钉工艺5,后整理工艺以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
(6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。
(7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽费时不容易造成残次。
(8)打号——打号要清晰,不要漏号,错号,丢号等。
(9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。
缝纫制作工艺A.上衣类按前后序制作所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。

服装制作工艺与实验(二)姓名:班级:学号:授课老师:目录一、款式说明1、款式说明-----------12、款式图------------13、面料小样-----------1二、纸样设计1、净样设计-----------22、毛样设计-----------3三、裁剪工艺1、排料---------------4四、缝制工艺1、工艺流程-----------52、工艺说明-----------63、图示说明-----------6五、成本核算--------------8六、成品展示--------------9一、款式说明1、款式说明:衬衫:本款衬衫为棉绸面料企领长袖衬衫,采用片状式的层状碎褶设计,衬衫颜色为紫灰格子,使这款衬衫充休闲风格,年轻潮流.西裤:本款西裤为棉麻混纺布料西裤,简约直挺,为西裤经典款式,正装多搭配衬衫西服。
2、款式图:3、面料小样:二、纸样设计1、净样设计:尺寸规格表:单位:CM2、毛样设计:三、裁剪工艺1、排料:比例 1:5四、缝制工艺1、工艺流程:确定款式↓制作纸样↓排料、裁剪↓锁边↓烫褶裥↓褶裥上端固定↓缝合褶裥↓缝合侧缝↓烫腰头↓上松紧带↓缝底摆↓整烫2、工艺说明:1)由于布料的特性,缝制之前要进行锁边。
2)缝制衣片时,先用针线把第一层的下摆和第二层上摆的褶裥固定好,然后再用缝纫机缝制。
3)缝合侧缝时,先缝标记,然后对准标记缝合。
4)装拉链走线时,线要靠近拉链边缘缝制。
五、成本核算六、成品展示。
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
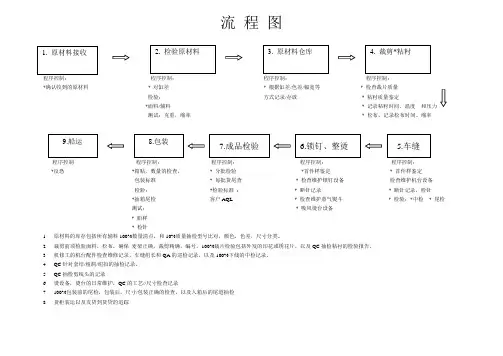
流 程 图
程序控制:
程序控制: 程序控制: 程序控制: *确认收到的原材料 * 对缸差 * 根据缸差/色差/幅宽等 * 检查裁片质量 检验: 方式记录/存放 * 粘籿质量鉴定 *面料/辅料 * 记录粘籿时间、温度 和压力
测试:克重,缩率
* 松布,记录松布时间、缩率
程序控制 程序控制: 程序控制: 程序控制: 程序控制; *反恐 *箱贴,数量的检查, * 分批检验 *首件样鉴定 * 首件样鉴定 包装标准 * 每批货尾查 * 检查维护锁钉设备 检查维护机台设备 检验: *检验标准 : * 断针记录 * 断针记录,检针 *抽箱尾检 客户AQL * 检查维护蒸气熨斗 * 检验:*中检 * 尾检 测试; * 吸风烫台设备
* 船样
* 检针
1. 原材料的库存包括所有辅料100%数量清点,和10%质量抽检型号比对,颜色,色差,尺寸分类。
2. 裁剪前须检验面料,松布,确保 麦架正确,裁剪精确,编号,100%裁片检验包括外发的印花或绣花片,以及QC 抽检粘衬的检验报告。
3. 机修工的机台配件检查维修记录,车缝组长和QA 的巡检记录,以及100%下线的中检记录。
4. QC 针对套结/纽洞/纽扣的抽检记录。
5. QC 抽检剪线头的记录
6. 烫设备,烫台的日常维护,QC 的工艺//尺寸检查记录
7. 100%包装前的尾检,包装后,尺寸/包装正确的检查,以及入箱后的尾道抽检
8. 货柜装运以及发货到货贷的追踪。
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
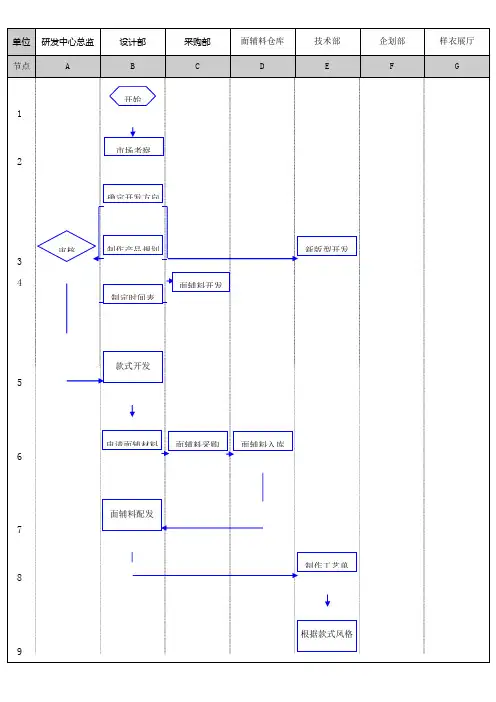
**品牌服装新产品开发制作流程图单位设计团队总监设计师面辅料面辅料仓库制版样衣市场开发样衣展厅节点A B C D E F G1开始2市场考察确定开发方向3审核制作产品规划新版型开发4面辅料开发制定时间表5款式开发设计稿论证6申请面辅材料面辅料采购面辅料入库7面辅料配发图稿发布891011121314151617审核编制单位制作工艺单根据款式风格确定母版纸版制作审核及分割样衣裁剪制作样衣筛选、版型和工艺论证电脑入账、陈列参与参与筛选订货款式样衣复色、定价定货会结束**** 服装设计有限公司流程所有者任务名称确定研发方向任务程序、重点及标准程序◇设计师收集国内外相关新产品信息、** 品牌服装的产品销售信息、客户需求信息、竞争对手信息及行业流行信息等,并进行分析整理,掌握同类产品最新流行趋势,确定新产品研发方向;◇讨论并制作新产品企划方案(包括:款式、色彩、面料、辅料、版型、工艺、价格等)及新产品开发任务及时间表,报设计师团队总监审核后实施;◇同时与采购部、制版样衣沟通进行面辅料及新版型的开发。
相关资料 / 表格1、产品企划案2、产品开发任务表图稿论证和材料配发产品制作样衣筛选与复色重点◇制定准确的新产品企划标准◇符合公司品牌定位,适合当季流行趋势程序◇根据开发任务及不同系列风格进行图稿设计;◇对设计图稿进行论证、修改,审核面辅料与设计风格协调统一;◇申请采购面辅料并与图稿一同发放。
重点◇设计图稿论证标准◇达到系列开发要求程序◇制版样衣工艺研发组根据新产品风格制作工艺单;◇制版样衣版型组根据新产品风格制作母版并进行纸版分割后交设计部审核;◇制版样衣样衣组裁剪和样衣的制作;◇制版样衣进行样衣筛选、版型和工艺论证,交研发中心总监审核。
重点◇产品制作标准◇产品与设计意图相吻合◇样衣展厅管理员对制版样衣交接样衣进行电脑入账,并按系列风格进行分类、陈列;◇市场开发组织设计师和制版样衣共同对订货款式进行筛选与修正;◇技术支持组对样衣进行核价并报批;◇样衣小组对所选款式进行样衣复色,参加订货会。
(O.S)唯简时装产品开发流程图
为了产品研发能够得到保证和减少生产过程中的失误,品质做的更加到位,精准,现制定如
交总经理进行批准。
注2:龙副总批准后交回给设计部。
注3:设计助理按照要求采购所需要的面辅料,同时进行登记、篇号,无误交板房负责人。
面辅料交纸 样师和车板负责人
注4:板房负责人,按照图搞的情况进行合理的对纸样进行安排打板和建议指导,并指定合理的尺寸。
同时和各相干部门进行协调沟通。
注5:纸样师傅接到图搞必须和设计师进行沟通,并且按照公司的尺寸进行打板,并写上各部位置的尺 寸,纸样师完成纸样后交车板负责人,同时进行对车板进行指导和跟踪。
注6:设计师对在生产的款式和纸样师傅进行探讨,同时也对车板半成品进行跟踪。
注7:车板负责人合理安排车板工作,进度跟进,品质跟进,产量跟进,同时和各部门进行协调沟通。
注8:车板师傅按照设计师和纸样师要求进行车板,有不明白或有问题必须提出,并做好门幅宽和款号 的登记。
注9:对合格的产品,跟板负责人进行后部整理。
注10:完成的合格产品,相关负责人进行每星期审板一次,同时提出好的建议。
深圳唯简时装有限公司。
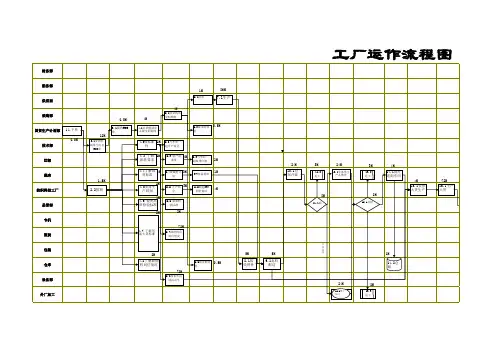
服装厂西服生产工艺流程一、流程::整理尺码——输入尺码——打印麦头(:排版〔归类〕——拉布——开剪——编号——压衬——精裁——订标签——验片——分包,扎包(大约3天):开包——分工(做领、袖、前片、后片…)——中检——拼叶子片——烫——开袋|——复衬——门襟——拼缝——检验——上领袖(大约7天):后检配套:打套结——锁眼——订纽扣——拆线头——立体整烫——补烫——总检(大约4-5天)整个生产周期大约15天&整个生产工序:共445道工序二、生产工艺介绍:服装版型以欧洲版型为基础,宽肩、收腰、修长、圆润,总体有“H”型感觉,具有轻、挺、柔、薄的特点。
专业量体师进行量体时,首先对人体的着装进行目测,确定哪一种版型。
然后,对不同的体型,如凸肚、塌肩等体态采用不同的手势,掌握好收放尺码的技术处理。
再次采用样衣套穿,对尺寸进行技术处理的方法,量定尺寸后,尺码输入电脑进行分类整理,打印出所有人员的花名册及尺码表,生产工人能时时时核对,以免发生误差。
同时,根据中国人的体型特点,设计出了符合国人穿着的版型,版型的尺码之间结构合理、设计严谨,对各部位之间的距离进行灵活的调节,保证整体线条的流畅。
然后,利用法国力克电脑设计系统专门设计各种款式。
专职人员将客户量体资料输入电脑,并在电脑排版系统上自动排版,排好版后,通过网络传输到法国力克自动裁床上直接进行裁剪。
在裁剪前先对面料进行预缩处理,保证裁剪的精确,裁剪下来的毛皮经粘合衬高温粘合后,再对毛片进行第二次精心裁剪,保证尺寸的稳定。
然后各部位打上尺码,保证各部分毛片能准确无误的缝合在一起。
整件衣服的上袖、上领、上胸衬、开袋、上里布等工艺皆由专门的德国杜克普专用设备完成,并由整烫机整烫后进入下道工序。
整烫时,整套衣服按胸、肩、领、脖、腰、裤腿、臀的顺序,由专门男、女人体模具整烫机进行大烫,最后要按人身体的曲线进行补烫。
整个过程一丝不苟,使各部位之间的线条过渡自然、圆润。