(表面组装技术)SMT实用工艺基础最全版
- 格式:doc
- 大小:1.25 MB
- 文档页数:79
SMT工艺基本资料SMT工艺(Surface Mount Technology),中文名称为表面安装技术,是一种以贴装元件的形式实现电子产品组装的工艺。
相比传统的TH(Through Hole)工艺,SMT工艺具有体积小、重量轻、高密度、良率高、信号干扰小等优势,已成为现代电子制造业中最常见且重要的工艺之一。
本文将介绍SMT工艺的基本资料,包括工艺流程、贴装机、基板和组件等内容。
一、工艺流程SMT工艺流程包括基板贴片、焊接、检测、清洗等环节,它的主要步骤如下:1. 自动化钢网印刷:通过钢网印刷机将焊膏印在基板的焊盘上;2. 贴片:将元器件贴到焊盘上,可分为单/双面贴装和混合贴装,根据元器件的不同贴法可分为手工贴装和机器贴装;3. 固化:在适当的温度下将贴好的元器件进行热处理,使焊膏固化,达到焊接效果;4. 检测:对焊点和贴附效果进行检测;5. 清洗:对贴片后基板上的残留物进行清洗处理,防止后期引起短路或信号干扰;6. 制成品测试:对产品的性能进行全面测试。
二、贴装机贴装机是SMT工艺必不可少的设备,它主要包括钢网印刷机、贴片机和热风炉。
1. 钢网印刷机:将糊料施加到PCB(Printed Circuit Board)上,以准确、一致的方式沉积贴片器件并建立电气和机械连接。
这种机器主要用于PCB 的糊料印刷.2. 贴片机:将元器件粘接到印刷电路板(PCB)上,实现电器元件和电路板的结合。
根据元器件的不同可以分为贴片机、LED贴片机和高速贴片机。
3. 热风炉:是将SMT贴片机中surface mount technology 表面贴装技术所需要的焊料粘住元器件和电路板的一种设备,热风炉的作用就是加热焊盘使其粘附贴片器件。
三、基板基板是SMT工艺中贴装元件的载体,也就是所谓的印刷电路板(PCB)。
在基板上,一些绝缘材料,如FR-4(耐热性好,稳定性高,阻燃性能强)等,被裁剪成所需维度和形状。
然后,铜箔通过蚀刻或处理的方式在这些绝缘材料上形成连接,并定义电路图纸上的追踪,电气连通和修饰板上元器件的位置。
基础知识SMT基础知识SMT(Surface Mounted Technology)是目前电子组装行业最流行的技术和工艺。
SMT有什么特点:电子产品组装密度高,体积小,重量轻。
贴片元器件的体积和重量只有传统插件的1/10左右。
一般采用SMT 后,电子产品体积会缩小40%~60%,重量会减轻60%~80%。
可靠性高,抗振能力强。
焊点不良率低。
良好的高频特性。
减少了电磁和射频干扰。
易于实现自动化,提高生产效率。
成本降低30%-50%。
节省材料、能源、设备、人力、时间等。
为什么要用SMT:电子产品追求小型化。
过去用的打孔插件,并不能减少电子产品的功能,让电子产品更齐全。
所用的集成电路(IC)没有冲压元件,特别是大规模、高集成度的IC,不得不采用表面贴装元件,进行批量生产和自动化。
制造商应以低成本和高产量生产高质量的产品,以满足客户需求,并加强开发具有市场竞争力的电子元件。
随着集成电路(IC)的发展和半导体材料的多种应用,电子技术革命势在必行,追逐SMT工艺流程的国际潮流——双面组装工艺A:来料检验、PCB的A面丝印焊膏(点胶)、烘干(固化)、A面回流焊、清洗、翻板、PCB的B面丝印焊膏(点胶)、烘干和回流焊(B:来料检验、PCB的A面丝印焊膏(点胶)、烘烤(固化适用于PCB板A面回流焊和B面波峰焊。
在组装在PCB B侧的SMD 中,当只有SOT或SOIC(28)引脚在下方时,应采用这种工艺。
助焊剂产品的基本知识。
表面贴装用助焊剂的要求:残留在基板上的助焊剂残渣具有一定的化学活性,热稳定性好,润湿性好,能促进焊料的膨胀,对基板无腐蚀性,可清洗性好的氯含量在0.2%(W/W)以下。
二。
通量的作用。
焊接过程:预热/开始熔化焊料/形成焊料合金/形成焊点/固化焊料。
作用:辅助传热/去除氧化物/减少表面力/防止再氧化。
描述:溶剂蒸发/被加热,助焊剂覆盖基板和焊料。
表面,使传热均匀/释放活化剂与基板表面的离子氧化物反应,去除氧化膜/使熔融焊料的表面力变小,润湿良好/覆盖高温焊料表面,控制氧化提高焊点质量。
SMT表面组装技术基础知识(doc 32页)基础知识SMT基本常识SMT就是表面组装技术(Surface Mounted Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
SMT有何特点:组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
可靠性高、抗振能力强。
焊点缺陷率低。
高频特性好。
减少了电磁和射频干扰。
易于实现自动化,提高生产效率。
降低成本达30%~50%。
节省材料、能源、设备、人力、时间等。
为什么要用SMT:电子产品追求小型化,以前使用的穿孔插件元件已无法缩小电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用电子科技革命势在必行,追逐国际潮流SMT工艺流程------双面组装工艺A:来料检测èPCB的A面丝印焊膏(点贴片胶)è贴片è烘干(固化)èA面接触部会引起接合不良树脂残留过多,粘连灰尘及杂物影响产品的使用可靠性使用理由及对策选用合适的助焊剂,其活化剂活性适中使用焊后可形成保护膜的助焊剂使用焊后无树脂残留的助焊剂使用低固含量免清洗助焊剂焊接后清洗五.QQ-S-571E规定的焊剂分类代号代号焊剂类型S 固体适度(无焊剂) R 松香焊剂RMA 弱活性松香焊剂RA 活性松香或树脂焊剂AC 不含松香或树脂的焊剂美国的合成树脂焊剂分类: SR 非活性合成树脂,松香类SMAR 中度活性合成树脂,松香类SAR 活性合成树脂,松香类SSAR 极活性合成树脂,松香类六.助焊剂喷涂方式和工艺因素喷涂方式有以下三种: 1.超声喷涂: 将频率大于20KHz的振荡电能通过压电陶瓷换能器转换成机械能,把焊剂雾化,经压力喷嘴到PCB上. 2.丝网封方式:由微细,高密度小孔丝网的鼓旋转空气刀将焊剂喷出,由产生的喷雾,喷到PCB 上. 3.压力喷嘴喷涂:直接用压力和空气带焊剂从喷嘴喷出喷涂工艺因素: 设定喷嘴的孔径,烽量,形状,喷嘴间距,避免重叠影响喷涂的均匀性. 设定超声雾化器电压,以获取正常的雾化量. 喷嘴运动速度的选择PCB传送带速度的设定焊剂的固含量要稳定设定相应的喷涂宽度七.免清洗助焊剂的主要特性可焊性好,焊点饱满,无焊珠,桥连等不良产生无毒,不污染环境,操作安全焊后板面干燥,无腐蚀性,不粘板焊后具有在线测试能力与SMD和PCB板有相应材料匹配性焊后有符合规定的表面绝缘电阻值(SIR) 适应焊接工艺(浸焊,发泡,喷雾,涂敷等助焊剂常见状况与分析一、焊后PCB板面残留多板子脏: 1.焊接前未预热或预热温度过低(浸焊时,时间太短)。

SMT表面组装技术SMT工艺一.概述.1.S MT:表面装贴工艺.指将无引脚的片式元件(SMD)装贴于线路板上的组装技术SMT技术在电子产品制造业中,已被越来越多的工厂采用.是电子制造业的发展趋势.SMT:Surfacemountingtechnology表面装贴工艺SMD:Surfacemountingdevice表面装贴元件2.特点A.由于采用SMT机器,自动化程度高,减少了人力。
B.元件尺寸小,且无引脚,可使电子产品轻,薄,小型化。
C.装配密度高,速度快。
二.OKMCOSMT生产工艺流程,如下::使用机器将锡浆印刷在线路板上。
(DEK-265 印刷锡浆机):使用机器将规则元件贴在线路板上。
(NITTO 多元件高速贴片机):使用机器将不规则元件贴在线路板上。
(TENRYU中速贴片机)热风回流,将锡浆熔解,形成焊点.(HELLER回流炉),如短路,少锡,元件移位等。
(使用检查模板检查)三.工艺简介。
1. 锡浆印刷。
采用的机器:DEK-265锡浆印刷机(英国DEK 公司)。
1.1基本原理。
以一定的压力及速度,用金属或橡胶刮刀将装在钢网上的锡浆通过钢网漏印在线路板上。
锡浆成份为:锡63%,铅37%,松香含量:9-10%,熔点为183O C. 步骤为:图示:刮刀锡浆钢网(厚0.15MM)顶针 线路板(PCB)1.2DEK265印刷锡浆机印刷锡浆的品质直接影响点焊回流炉的品质,所以需要检查锡浆的印刷品质.一般地,主要检查以下的项目:少锡 短路 无锡浆 偏位印刷轮廓不良:拉尖,锡浆下垂。
如果钢网无损坏,印刷参数设置合适,通常印刷后,无以上不良。
主要的控制方法为过程技术员监控锡浆的厚度,如太厚,易产生QFPIC短路或锡珠。
如太薄,易产生假焊或少锡。
1.3要达到好的印刷品质,必须具备以下几点:(OKMCO选用原则)A.好的印刷钢网: 钢网厚度,钢网的开口尺寸等参数合适,孔壁垂直,无损坏。
如果钢网太厚,或开口尺寸太大,印刷在线路板上的锡浆份量就会太多,容易引起锡珠问题.同时,在元件较密集或IC脚距较小的地方,容易引起短路。
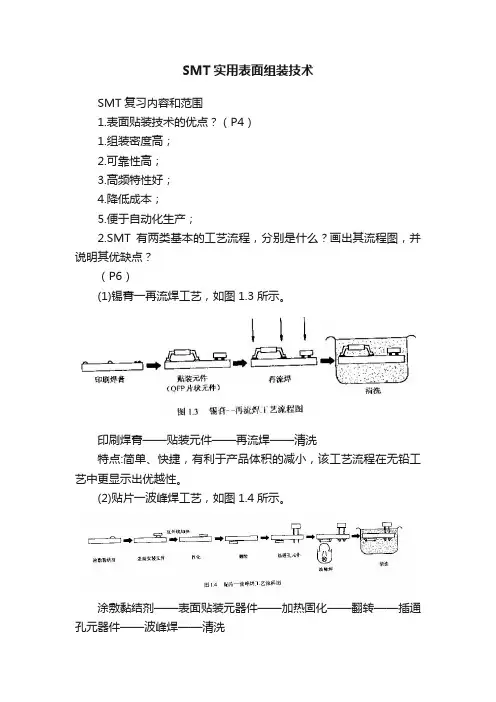
SMT实用表面组装技术SMT复习内容和范围1.表面贴装技术的优点?(P4)1.组装密度高;2.可靠性高;3.高频特性好;4.降低成本;5.便于自动化生产;2.SMT有两类基本的工艺流程,分别是什么?画出其流程图,并说明其优缺点?(P6)(1)锡膏一再流焊工艺,如图1.3所示。
印刷焊膏——贴装元件——再流焊——清洗特点:简单、快捷,有利于产品体积的减小,该工艺流程在无铅工艺中更显示出优越性。
(2)贴片一波峰焊工艺,如图1.4所示。
涂敷黏结剂——表面贴装元器件——加热固化——翻转——插通孔元器件——波峰焊——清洗特点:利用双面板空间,电子产品的体积可以进一步做小,并部分使用通孔元件,价格低廉。
但设备要求增多,波峰焊过程中缺陷较多,难以实现高密度组装。
3.表面贴装技术SMT的组成包含哪三个方面的内容?(P7)(1)电子元器件,它既是SMT的基础,又是SMT发展的动力,它推动着SMT专用设备和装联工艺不断更新和深化。
(2)SMT专用设备,人们称它为SMT的硬件;(3)装联工艺,人们称它为SMT的软件;4.混装形式的两面表面贴装工艺顺序(P6)混合安装工艺流程如图1.5所示。
先做A面:印刷焊膏——贴装元件——再流焊——翻转再做B面:点贴片胶——表面贴装元器件——加热固化——翻转——插通孔元器件——波峰焊——清洗先做A面:锡膏-再流焊再做B面:点胶,贴片固化翻转补插文件后波峰焊特点:充分利用PCB双面空间,是实现安装面积最小化的方法之一,仍保留通孔元器件价廉的特点,多见于消费类电子产品的组装。
5.从引脚的形状来分,SMD主要有哪三种?(P56)1.翼形引脚(Gull-Wing)常见的器件品种有SOP和QFP。
具有翼形引脚的器件具有吸引应力的特点,因此与PCB匹配性好,这类器件引脚共面性差,特别是多引脚细间距的QFP,引脚易损坏,贴装过程中应小心对待。
2.J形引脚(J-Lead)常见的器件品种有SOJ和PLCC。

SMT实用工艺基础第一章SMT概述SMT(表面组装技术)是新一代电子组装技术。
经过20世纪80年代和90年代的迅速发展,已进入成熟期。
SMT已经成为一个涉及面广,内容丰富,跨多学科的综合性高新技术。
最新几年,SMT又进入一个新的发展高潮,已经成为电子组装技术的主流。
1.1SMT概述SMT是无需对印制板钻插装孔,直接将处式元器件或适合于表面组装的微型元件器贴、焊到印制或其他基板表面规定位置上的装联技术。
由于各种片式元器件的几何尺寸和占空间体积比插装元器件小得多,这种组装形式具有结构紧凑、体积小、耐振动、抗冲击、高频特性好和生产效率高等优点。
采用双面贴装时,组装密度的5倍以左右,从而使印制板面积节约了60%-70%,重量减轻90%以上。
SMT在投资类电子产品、军事装备领域、计算机、通信设备、彩电调谐器、录像机、摄像机及袖珍式高档多波段收音机、随身听、传呼机和手机等几乎所有的电子产品生产中都得到广泛应用。
SMT是电子装联技术的发展方向,已成为世界电子整机组装技术的主流。
SMT是从厚、薄膜混合电路演变发展而来的。
美国是世界上SMD和SMT最早起源的国家,并一直重视在投资类电子产品和军事装备领域发挥SMT高组装密度和高可靠性能方面的优势,具有很高的水平。
日本在70年代从美国引进SMD和SMT应用在消费类电子产品领域,并投入世资大力加强基础材料、基础技术和推广应用方面的开发研究工作,从80年代中后期起加速了SMT 在产业电子设备领域中的全面推广应用,仅用四年时间使SMT在计算机和通信设备中的应用数量增长了近30%,在传真机中增长40%,使日本很快超过了美国,在SMT方面处于世界领先地位。
欧洲各国SMT的起步较晚,但他们重视发展并有较好的工业基础,发展速度也很快,其发展水平和整机中SMC/SMD的使用效率仅次于日本和美国。
80年代以来,新加坡、韩国、香港和台湾省亚洲四小龙不惜投入巨资,纷纷引进先进技术,使SMT获得较快的发展。

SMT基础工艺知识讲义一、SMT 基本知识SMT 是英文surface mounting technology的缩写,中文意思是:表面粘贴技术,他最早出现于20世纪40年代,用于军事领域是相对于传统的THT技术而发展起来的一种新的组装技术SMT主要应用于电子高科技领域,能精确的完成电子高科技产品之线路板的贴装制造.如:手机主板;PC主板;VCD ;DVD主板;手提摄像机主板等都是SMT技术下的产物。
二、SMT基本工艺流程1、单面SMT(锡膏):锡膏印刷→CHIP 元件贴装→ IC等异型元件贴装→回流焊接2、一面SMT(锡膏),一面DIP(红胶):锡膏印刷→ 元件贴装→回流焊接→反面红胶印刷(点胶)→元件贴装→回流焊接→DIP 手工插件→ 波峰焊接3、双面SMT(锡膏):锡膏印刷→装贴元件→回流焊接→反面锡膏印刷→装贴元件→回流焊接注:双面双面再流焊工艺A面布有大型IC器件B面以片式元件为主充分利用PCB空间,实现安装面积最小化,工艺控制复杂,要求严格常用于密集型或超小型电子产品,如:手机、MP3、MP4 等三、各工序的介绍一、锡膏印刷:1,锡膏成份:锡膏主要由金属合金颗粒;助焊剂;活化剂;粘度控制剂等四部份组成。
其中金属颗粒约占锡膏总体积的90。
5%。
我们常用的锡膏型号有:有铅:GW-9008、GW-9018、GW-9038、GW-9058、GW-9068等,其金属成分为:63Sn/37Pb; 62Sn/36Pb/2Ag (GW-9068);无铅:WTO-LF2000(有96.5Sn/3.0Ag/0.5Cu和95.5Sn/3.8Ag/0.7Cu)、WTO-LF2001(42 Sn/58Bi)、WTO-LF2002(96.5Sn/3.5Ag )等2,锡膏的储存和使用:锡膏是一种化学特性很活跃的物质,因此它对环境的要求是很严格的。
一般在温度为2℃-10℃,湿度为20%-21%的条件下有效期为6个月。
SMT表面组装技术SMT工艺技术SMT工艺技术(一)SMT——表面贴装技术(SurfaceMountTechnology)SMC——表面安装元件(SurfaceMountponet)SMD——表面安装器件(SurfaceMountDevice)SMB——表面安装印刷电路板(SurfaceMountPrintedCircuitBoard)THT——通孔插装技术MSI——中规模集成电路LSI——大规模集成电路SMT的优点:1.元器件安装密度高,电子产品体积小,重量轻。
2.可靠性高,抗振能力强。
3.高频特性好。
4.易于实现自动化,提高生产效率。
5.可以降低成本。
SMT的八大技术问题:管理工程,测试,材料,设备,工艺方法,图形设计,基板,元器件。
一.锡膏要具备的条件焊膏是由合金焊料粉、糊状焊剂和一些添加剂混合成而成的具有一定粘性和良好触变性特性的膏状体。
它是一种均相的、稳定的混合物。
在常温下焊膏可将电子元器件初粘在既定位置,当焊膏被加热到一定温度时,随着溶剂和部分添加剂的挥发、合金粉的熔化,焊膏再流使被焊元器件与焊盘互联在一起经冷却形成永久连接的焊点。
对焊膏要求能采用多种方式涂布,特别要具有良好的印刷性能和再流焊特性,并且在贮存时要具有稳定性。
1.焊膏应用前需具备以下特性:1)。
具有较长的贮存寿命,在2~5度下保存3~6个月,贮存时不会发生化学变化,也不会出现焊料粉和焊剂分离的现象,并保持其粘度和粘接性不变。
2)。
吸湿性小、低毒、无臭、无腐蚀性。
2.涂布时以及再流焊预热过程中具有的特性。
1)。
要具有良好的印刷性和滴涂性,脱膜性良好,能连续顺利的进行涂布,不会堵塞丝网或漏板的孔眼及注射用的管嘴,也不会溢出不必要锡膏。
2)。
有较长的工作寿命运,在印刷或滴涂后通常要求在常温下能放置12-24小时,其性能保持不变。
3)。
在再流焊预热过程中,焊膏应保持原来的形状和大小,不产生塌落。
塌落是指一定体积的焊膏印刷或滴涂于PCB后,由于重力和表面张力的作用及温度升高或停放时间过长而引起的高度降低,底面积超出规定边界的现象,塌落的程度称为塌落度。
(表面组装技术)SMT实用工艺基础目錄第一章SMT概述41.1SMT概述41.2 SMT相关技术5一、元器件5二、窄间距技术(FPT)是SMT发展的必然趋势5三、无铅焊接技术5四、SMT主要设备发展情况61.3常用基本术语7第二章SMT工艺概述72.1 SMT工艺分类7一、按焊接方式,可分为再流焊和波峰焊两种类型7二、按组装方式,可分为全表面组装、单面混装、双面混装三种方式(见表2-1)82.2施加焊膏工艺8一、工艺目的8二、施加焊膏的要求9三、施加焊膏的方法92.3施加贴片胶工艺9一、工艺目的9二、表面组装工艺对贴片胶的要求及选择方法9三、施加贴片胶的方法和各种方法的适用范围112.4贴装元器件11一、定义11二、贴装元器件的工艺要求112.5再流焊11一、定义11二、再流焊原理12第三章波峰焊接工艺143.1波峰焊原理143.2波峰焊工艺对元器件和印制板的基本要求153.3波峰焊工艺材料163.4波峰焊工艺流程173.5波峰焊的主要工艺参数及对工艺参数的调整173.6波峰焊接质量要求19第四章表面组装元器件(SMC/SMD)概述194.1表面组装元器件基本要求194.2表面组装元件(SMC)的外形封装、尺寸主要参数及包装方式(见表4-1)214.3表面组装器件(SMD)的外表封装、引脚参数及包装方式(见表4-2)224.4表面组装元器件的焊端结构224.5表面组装电阻、电容型号和规格的表示方法;234.6表面组装元器件(SMC/SMD)的包装类型244.7表面组装元器件使人用注意事项25第五章表面组装工艺材料介绍――焊膏255.1焊膏的分类、组成255.2焊膏的选择依据及管理使用275.3焊膏的发展动态285.4无铅焊料简介28第六章SMT生产线及其主要设备306.1 SMT生产线306.2 SMT生产线主要设备31第七章SMT印制电路板设计技术337.1 PCB设计包含的内容:337.2如何对SMT电子产品进行PCB设计33第八章SMT印制电路板的设计要求368.1几种常用元器件的焊盘设计368.2焊盘与印制导线连接,导通孔.测试点.阻焊和丝网的设置418.3元器件布局设置438.4基准标志46第九章SMT工艺(可生产性)设计----贴装机对PCB设计的要求489.1可实现机器自动贴装的元器件尺寸和种类489.2 PCB外形和尺寸499.3 PCB允许翘曲尺寸499.4 PCB定位方式49第十章SMT不锈钢激光模板制作、外协程序及制作要求5010.1向模板加工厂发送技术文件5010.2模板制作外协程序及制作要求51第十一章SMT贴装机离线编程5511.1 PCB程序数据编辑5611.2自动编程优化编辑5711.3在贴装机上对优化好的产品程序进行编辑5711.4校对并备份贴片程序58第十二章后附(手工焊)修板及返修工艺介绍5812.1后附(手工焊)、修板及返修工艺目的5812.2后附(手工焊)、修板及返修工艺要求5812.3后附(手工焊)、修板及返修技术要求5912.4后附(手工焊)、修板及返修方法59第十三章BGA返修工艺6113.1 BGA返修系统的原理6113.2 BGA的返修步骤6113.3 BGA植球工艺介绍63第十四章表面组装检验(测)工艺6414.1表面组装检验(测)工艺介绍6414.2组装前检验(来料检验)6514.3工序检验6714.4表面组装板检验7114.5 AOl检测与X光检测简介74第十五章SMT回流焊接质量分析7715.1 PCB焊盘设计7715.2焊膏质量及焊膏的正确使用7915.4贴装元器件 .8015.5回流焊温度曲线8015.6回流焊设备的质量81第十六章波峰焊接质量分析8116.1设备要求8216.2材料要求8216.3印制电路板8416.4元器件8416.5工艺8416.6设备维护85第十七章中小型SMT生产线设备选型8617.1中小型SMT生产线设备选型依据8717.2中小型SMT生产线设备选型步骤8817.3 SMT生产线设备选型注意事项93附录SMT 在焊接中不良故障96一.再流焊的工艺特点97二.影响再流焊质量的原因分析99三、SMT再流焊接中常见的焊接缺陷分析与预防对策103SMT實用工藝基礎第一章SMT概述SMT(表面組裝技術)是新一代電子組裝技術。
經過20世紀80年代和90年代的迅速發展,已進入成熟期。
SMT已經成為一個涉及面廣,內容豐富,跨多學科的綜合性高新技術。
最新幾年,SMT又進入一個新的發展高潮,已經成為電子組裝技術的主流。
1.1SMT概述SMT是無需對印製板鑽插裝孔,直接將處式元器件或適合於表面組裝的微型元件器貼、焊到印製或其他基板表面規定位置上的裝聯技術。
由於各種片式元器件的幾何尺寸和占空間體積比插裝元器件小得多,這種組裝形式具有結構緊湊、體積小、耐振動、抗衝擊、高頻特性好和生產效率高等優點。
採用雙面貼裝時,組裝密度的5倍以左右,從而使印製板面積節約了60%-70%,重量減輕90%以上。
SMT在投資類電子產品、軍事裝備領域、電腦、通信設備、彩電調諧器、錄影機、攝像機及袖珍式高檔多波段收音機、隨身聽、傳呼機和手機等幾乎所有的電子產品生產中都得到廣泛應用。
SMT是電子裝聯技術的發展方向,已成為世界電子整機組裝技術的主流。
SMT是從厚、薄膜混合電路演變發展而來的。
美國是世界上SMD和SMT最早起源的國家,並一直重視在投資類電子產品和軍事裝備領域發揮SMT高組裝密度和高可靠性能方面的優勢,具有很高的水準。
日本在70年代從美國引進SMD和SMT應用在消費類電子產品領域,並投入世資大力加強基礎材料、基礎技術和推廣應用方面的開發研究工作,從80年代中後期起加速了SMT 在產業電子設備領域中的全面推廣應用,僅用四年時間使SMT在電腦和通信設備中的應用數量增長了近30%,在傳真機中增長40%,使日本很快超過了美國,在SMT方面處於世界領先地位。
歐洲各國SMT的起步較晚,但他們重視發展並有較好的工業基礎,發展速度也很快,其發展水準和整機中SMC/SMD的使用效率僅次於日本和美國。
80年代以來,新加坡、韓國、香港和臺灣省亞洲四小龍不惜投入钜資,紛紛引進先進技術,使SMT獲得較快的發展。
據飛利浦公司預測,到2010年全球範圍插裝元器件的使用率將由目前和40%下降到10%,反之,SMC/SMD將從60%上升到90%左右。
我國SMT的應用起步於80年代初期,最初從美、日等國成套引進了SMT生產線用於彩電諧器生產。
隨後應用於錄影機、攝像機及袖珍式高檔多波段收音機、隨身聽等生產中,近幾年在電腦、通信設備、航空航太電子產品中也逐漸得到應用。
據2000年不完全統計,我國約有40多家企業從事SMC/SMD的生產,全國約有300多家引進了SMT生產線,不同程度的採用了SMT。
全國已引進4000-5000台貼裝機。
隨著改革開放的深入以及加入WTO,近兩年一些美、日、新加坡、台商已將SMT加工廠搬到了中國,僅2001-2002一年就引進了4000餘台貼裝機。
我國將成為SMT世界加工廠的基地。
我國SMT發展前景是廣闊的。
SMT總的發展趨勢是:元器件越來越小、組裝密度越來越高、組裝難度也越來越大。
最近幾年SMT又進入一個新的發展高潮。
為了進一步適應電子設備向短、小、輕、薄方向發展,出現了0210(0.6mm*0.3mm)的CHIP元年、BGA、CSP、FLIP、CHIP、複合化片式元件等新型封裝元器件。
由於BGA等元器件技術的發展,非ODS清洗和元鉛焊料的出現,引起了SMT設備、焊接材料、貼裝和焊接工藝的變化,推動電子組裝技術向更高階段發展。
SMT發展速度之快,的確令人驚訝,可以說,每年、每月、每天都有變化。
1.2SMT相關技術一、元器件1.SMC――片式元件向小、薄型發展。
其尺寸從1206(3.2mm*1.6mm)向0805(2.0mm*1.25mm)-0603(1.6mm*0.8mm)-0402(1.0mm*0.5mm)-0201(0.6mm*0.3mm)發展。
2.SMD――表面組裝器件向小型、薄型和窄引腳間距發展。
引腳中心距從1.27向0.635mm-0.5mm-0.4mm及0.3mm發展。
3.出現了新的封裝形式BGA(球柵陣列,ballgridarrag)、CSP(UBGA)和FILPCHIP(倒裝晶片)。
由於QFP(四邊扁平封裝器件受SMT工藝的限制,0.3mm的引腳間距已經是極限值。
而BGA的引腳的球形的,均勻地分佈在晶片的底部。
BGA和QFP相比最突出的優點首先是I/O數的封裝面積比高,節省了PCB面積,提高了組裝密度。
其次是引腳間距較大,有1.5mm、1.27mm和1.00mm,組裝難度下降,加工視窗更大。
例:31mm*31mmRBGA 引腳間距為1.5mm時,有400個焊球(I/O);引腳間距為1.0mm時,有900個焊球(I/O)。
同樣是31mm*31mm的QFP-208,引腳間距為0.5mm時,只有208條引腳。
BGA無論在性能和價格上都有競爭力,已經在高(I/O)數的器件封裝中起主導作用。
二、窄間距技術(FPT)是SMT發展的必然趨勢FPT是指將引腳間距在0.635-0.3mm之間的SMD和長*寬小於等於1.6mm*0.8mm的SMC組裝在PCB上的技術。
由於電腦、通信、航空航太等電子技術飛速發燕尾服,促使半導體積體電路的集成度越來越高,SMC越來越小,SMD的引腳間距也越來越窄。
目前,0.635mm和0.5mm引腳間距的QFP已成為工業和軍用電子裝備中的通信器件。
三、無鉛焊接技術為了防止鉛對環境和人體危害,元鉛焊接也迅速地被提到議事日程上,日本已研製出無鉛焊接並應用到實際生產中,美國和歐洲也在加緊研究。
由於目前無鉛焊接的焊接溫度較高,因此焊接設、PCB材料及焊盤表面鍍錫的工藝、元器件耐高溫性能及端頭電極工藝、再流焊與波峰焊接工藝等等一系列新技術有待研究和解決。
四、SMT主要設備發展情況1、印刷機由於新型SMD不斷出現、組裝密度的提高以及免清洗要求,印刷機的高密度、高精度的提高以及多功能方向發展。
目前印刷機大致分為三種檔次:(1)半自動印刷機(2)半自動印刷機加視覺識別系統。
增加了CCD圖像識別,提高了印刷精度。
(3)全自動印刷機。
全自動印刷機除了有自動識別系統外,還有自動更換漏印範本、清洗網板、對QFP器件進行45度角印刷、二維和三維檢查印刷結果(焊膏圖形)等功能。
目前又有PLOWERFLOWER軟料包(DEK擠壓式、MINAMI單向氣功式等)的成功開發與應用。
這種方法焊膏是密封式的,適合免清洗、元鉛焊接以及高密度、高速度印刷的要求。
2、貼片機隨著SMC小型化、SMD多引腳窄間距化和複合式、組合式片式元器件、BGA、CSP、DCA(晶片直接貼裝技術)、以及表面組裝的接外掛程式等新型片式元器件的不斷出現,對貼裝技術的要求越來越高。