贴片机抛料的详细介绍
- 格式:doc
- 大小:319.50 KB
- 文档页数:6

贴片机抛料原因分析及对策贴装是 SMT 工艺性相对较简单的环节,只要调整好贴装叁数及位置,贴装的好坏就在于贴片机的精度了。
人为因素较小。
不过由于贴装误差的客观存在,所以贴装后检查是不可避免的,因为在这个地方修正贴错的元器件比较简单,易行,且不会损坏元器件,如果在焊接后修正就费事多了。
贴片机抛料是指贴片机在生产过程中,吸到料之后不贴而是将料抛到抛料盒里或其它地方,或者没有吸到料而执行抛料动作。
抛料的主要原因及对策主要有以下几点:2.1.1 来料的问题:小型 IC 有些是管装料,尺寸较小,取料困难,料带较粘,取料时胶带拉不开。
BGA 为 44mm 的盘装料,但 44mm 的 Tape Feeder 不够用而用56mm 的,取料时抛料较多。
对策:来料为盘装料,或手工定位;购买 44mm Tape Feeder。
2.1.2 供料器的问题:供料器位置变形,进料不良;供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿上;供料器下方有异物、弹簧老化或电气不良,造成取料不到或取料不良而抛料。
对策:调整供料器,清扫供料器平台(操作员负责 );更换已坏部件或供料器。
2.1.3 吸嘴问题:吸嘴变形、堵塞、破损造成气压不足、漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁、更换吸嘴(技术员负责)。
2.1.4 位置问题:取料不在料的中心位置,而造成取料不正,有偏移,吸料时达不到设定的真空水平而抛料。
对策:调整取料位置。
(技术员负责)2.1.5 真空问题:气压不足,真空气管信道不顺畅,有杂物堵塞气管信道或真空发生器损坏,产生真空压力不足,造成取料不起或取起后在去贴的途中脱落。
对策:清洁真空气管信道,保养真空发生器。
(技术员负责)2.1.6 识别系统问题:视觉不良,视觉或镭射镜头不清洁,有杂物干扰识别。
对策:清洁、擦拭识别系统表面,保持干净无杂物污染等。
(技术员负责)2.1.7 装料问题:装料没有装好,供料孔没有对准棘齿,或8mm 以上 Feeder 供料间距没有调对,取料位置不对造成取料不到。

SMT抛料分析2010-04-21 23:55在SMT生产过程中,怎么降低生产成本,提高生产效率,是企业老板及工程师们很关心的事情,而这些跟贴片机的抛料率有很大的联系,以下就谈谈贴片机的抛料问题。
所谓抛料就是指贴片机在贴装过种中,吸到料之后不贴,而是将料拋到拋料盒里或其他地方,或者是没有吸到料而执行以上的一个抛料动作。
抛料造成材料的损耗,延长了生产时间,降抵了生产效率,增加了生产成本,为了提高生产效率,降低成本,必须解决贴片机抛料率高的问题。
抛料的主要原因及对策:原因1:吸嘴问题,如吸嘴变形,堵塞,破损造成气压不足,漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁更换吸嘴;原因2:识别系统问题,视觉不良,视觉或雷射镜头不清洁,有异物干扰识别,识别光源选择不当或强度、灰度不够,还有可能就是识别系统已坏。
对策:清洁擦拭识别系统表面,保持干净无异物,油污干扰等,调整光源强度、灰度,更换识别系统部件;原因3:位置问题,位置偏移,吸嘴吸取料时不在料的中心位置,取料高度不正确(一般以碰到零件后下压0.05mm为准)而造成偏位,取料不正,有偏移,识别时跟对应的数据参数不符而被识别系统当作无效料抛弃。
对策:调整取料位置,高度等参数;原因4:真空问题,气压不足,真空气管通道不顺畅,有异物堵塞真空管道,或是真空有泄漏造成气压不足而取料不起或取起之后在去贴的途中掉落。
对策:调整气压陡坡到设备要求气压值(一般贴片机要求为0.5~~0.6Mpa),清洁疏通气压管道,修复泄漏气路;原因5:贴片机程序问题,所编辑的程序中元件参数设置不对,跟来料实物尺寸,亮度等参数不符造成识别通不过而被丢弃。
对策:修改元件参数,搜寻元件最佳参数值;原因6:来料问题,来料不规范,或来料引脚氧化等不合格产品。
对策:IQC做好来料检测,跟元件供应商联系;原因7:供料器问题,供料器变形,供料器进料不良(供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿轮上,供料器下方有异物,弹簧老化,力量不足,或电气不良),造成取料不到或取料不良而抛料,还有供料器损坏。

贴片机飞片率高的主要原因分析和对策1、吸嘴问题:吸嘴堵塞、破损。
吸嘴堵塞易造成吸片错误,吸片不良。
吸嘴破损易因漏气造成吸头移动过程中掉片。
对策:吸嘴堵塞使用压缩空气清洁,必要时用超声波清洗机清洗。
吸嘴破损更换,考虑生产成本因素,轻微破损以继续使用为佳。
2、识别系统问题:镜头上有灰尘或杂物干扰识别,或信号线接触不良,或信号线表皮破损。
对策:用吸尘器和擦镜纸清洁镜头表面灰尘或杂物。
检查确认信号线接触良好。
信号线表皮破损只能修理更换。
3、位置问题:吸取不在料的正中心造成偏位,被识别系统当作无效料抛弃。
对策:修改吸取位置,有时因料架定位偏移也可形成吸取位置偏移。
另,如吸嘴上粘连锡膏或异物,系统识别时因阴影扩大中心偏移当作无效料抛弃,此时需清洁吸嘴。
4、真空问题:气压不足,真空气管通道不顺畅,有异物堵住真空通道,或是真空有泄漏等。
系统因真空判断超时而误判。
对策:对于YAMAHA机,先进行吸嘴和过滤芯的清洁,如真空值仍不佳,可拆除真空阀组内部清洁,并检查确认气管接头连接可靠。
真空值的检查标准:对于1608对应吸嘴,不堵时小于120,堵时大于180,二者差值以大于70为佳;对于1005对应吸嘴,不堵时小于150,堵时大于180,二者差值以大于30为佳。
同时,真空值决定吸取贴装的反应速度,保证真空值同时可有效提高贴装速度。
对于HT122,先进行吸嘴和过滤芯的清洁,如真空值仍不佳,检查确认气管接头连接可靠和真空泵真空压力(大于500)正常。
过滤芯清洁:扫去过滤芯污物,同时清洁过滤芯安装孔内壁。
如过滤芯已失去弹性,则考虑更新。
5、程序问题:吸取和贴装高度、吸取和贴装真空设置不佳,吸嘴选择不理想,Parts库设置与实物不符。
对策:吸取和贴装高度、吸取和贴装真空的设置可参考系统原始设置和个人操作经验修改。
更改吸嘴设置。
Parts库设置按实物修改。
6、料架问题:料带没有卡在料架的棘齿轮上,料架在料站安装不好。
对于YAMAHA机,料站工作不良、料架棘轮错位等。

是否正在为SMT良率苦恼?看看原因与措施!本⽂⽬标:明确SMT⼯程不良产⽣的相关原因,提⾼分析速度与效率,针对不良及时加以处理与改善,并加以预防,保证⽣产产品品质。
<⼀> 锡膏印刷不良判定与相关原因分析:锡膏印刷不均匀,锡膏量⼀多⼀少,会引起曼哈顿(⽴碑)现象。
锡膏印刷太少或贴⽚偏位,易导致虚焊不良。
锡膏量过多,使锡膏形状崩塌,超出焊盘的锡膏在融化的过程中形成锡珠,易造成短路现象。
元件表⾯或焊盘表⾯氧化,降低了可焊性,使得焊锡和元件及焊盘浸润不良⽽形成虚焊,应避免使⽤元件表⾯或线路板焊盘氧化的部品,以保持良好的可焊性。
锡膏印刷应均匀,锡膏应与焊盘尺⼨、形状相等,并与焊盘对齐,锡膏的最少⽤量应覆盖住焊盘的75%以上的⾯积,过量的锡膏最⼤覆盖区域须⼩于1.2倍的焊盘⾯积,禁⽌与相邻焊盘接触。
以下为印刷的相关不良判定标准与影响印刷不良的相关因素分析:1. 锡膏印刷不良的问题现象:1.2. 影响锡膏印刷不良的原因分析印刷锡膏在整个⽣产中引起的质量问题占的⽐重较⼤,印刷质量与模板的状况、锡膏设备的刮⼑、操作与清洗有很⼤关系,解决这类问题要注意各⽅⾯的技术要求,⼀般来说要想印出⾼质量的锡膏印刷,必须要有:1)良好适宜的锡膏。
2)良好合理的模板。
3)良好的设备与刮⼑。
4)良好的清洗⽅法与适当的清洗频次。
3. 锡膏印刷不良相关原因分析与处理⽅法:3.1、坍塌印刷后,锡膏往焊盘两边塌陷。
产⽣的原因可能是:1) 刮⼑压⼒太⼤。
2) 印刷板定位不稳定。
3) 锡膏粘度或⾦属含量过低。
防⽌或解决办法:调整刮⼑压⼒;重新固定印刷板;选择合适粘度的锡膏。
3.2、锡膏厚度超下限或偏下限产⽣的可能原因是:1) 模板厚度不符合要求(太薄)。
2) 刮⼑压⼒过⼤。
3) 锡膏流动性太差。
防⽌或解决办法:选择厚度合适的模板;选择颗粒度和粘度合适的锡膏;调整刮⼑压⼒。
3.3、厚度不⼀致印刷后,焊盘上锡膏厚度不⼀致,产⽣的原因可能是:1) 模板与印刷板不平⾏。
贴片机抛料的原因及分析随着我国加工地位的确立,越来越多的电路板贴装生产线(即SMT生产线)在我国投产使用,在SMT生产中如何降低生产成本,提高生产效率,是企业管理者和工程师所关心的事情,这与贴片机的抛料率有直接关系。
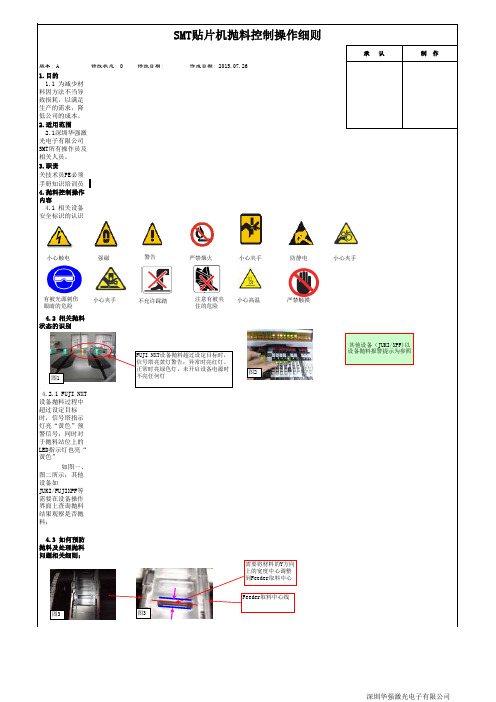
所谓抛料是指贴片机从喂料器(即:Feeder)上吸起料而没有贴到板子指定位置上,也包括不能从喂料器上准确吸取元件。
现在的贴片机新机器抛料率是千分之几到万分之几,抛料率极低。
但设备用过几年之后,随着设备部分结构磨损、气路油污或堵塞等,造成抛料率急剧升高。
抛料率升高造成企业生产效率降低、生产成本增加,重要的是影响产品质量。
尤其像0402、0201等微型元器件抛在电路板BGA和QFN等器件的焊盘区域,后果将非常严重。
对我公司主要是从事小批量、多品种的加工企业来说,控制抛料尤其重要,因为客户提供的元器件余料本身就不太多,有的甚止是一对一的来料,所以对抛料成因进行分析和处理是非常有必要的。
下面主要就我公司西门子贴片机的抛料进行分析。
我公司贴片机型号为:HS50、80S20及80F4。
1 抛料的现象和成因贴片机抛料原因分析和处理一般按照先易后难的原则去处理。
抛料原因的分析还要现场工程师仔细观察和分析,观察抛料位置及抛料种类,是同一种料抛料还是一个供料区都抛料。
我认为一般按照抛料位置来找原因是一个比较好的办法。
抛料一般抛在以下三个位置:喂料器旁边、抛料盒里、电路板上或机器里。
下面就这三种情况进行逐一进行分析。
2 喂料器旁边抛料。
主要原因是:吸嘴问题、喂料器问题、真空问题、来料问题、贴片头问题等,还有可能是位置问题。
首先看吸嘴和喂料器。
看吸嘴是否安装好、是否磨损或堵塞、是否有裂纹漏气、是否按要求安装等等;看喂料器是否放稳、步进调整是否准确、喂料器工作是否正常等等。
其次看真空回路和来料,看真空值是否满足要求、真空发生器工作是否正常、真空传感器检测是否正常;看来料主要看元件是否粘在料带里吸不起来、料带是否太重造成送料不畅等。
目录1.用户注意事项 (2)安全提示 (2)注意事项 (2)2.机器安装与调校 (2)2.1工作环境及条件 (2)2.2机器安装 (2)2.3机器调校 (3)2.4装箱清单 (3)3.机器说明书 (4)3.1概述 (4)3.2主要技术参数 (4)3.3机器工作流程 (5)3.4机器操作说明 (6)3.4.1通电前检查 (6)3.4.2确定贴装方式 (7)3.4.3贴装程序 (7)3.4.5做MARK点 (10)3.5常见问题与处理 (13)4、维护与保养 (15)4.1吸嘴保养 (16)4.2飞达工作台保养 (17)4.3导轨和丝杆保养 (17)5.电动飞达使用与保养 (18)6.机器保修信息 (34)6.1保修卡 (34)6.2维修记录卡 (35)7.售后服务信息 (36)1.用户注意事项感谢您使用深圳市易通自动化设备有限公司生产的HT-E8多功能高速贴片机!安全提示:●本机器只能由专业维护及维修人员或培训合格的人员进行操作●通电之前,应确认外接输入电源与该机器的额定电压及电流相符●本机器内含运动装置及机械传动,操作时应注意人身安全注意事项:●操作本机器前请仔细阅读本用户手册●请不要把本机器安装在电磁干扰源附近●请使用规定的电压、电流、功率(详见机器安装与调校)●机器不使用时,请关闭电源、气源●保养、维修之前,请关闭机器电源●请按本手册要求定期对机器进行保养●勿改变本机器电控箱内的软体及硬体设置●请妥善保管本手册,以便维护保养及维修时查阅2.机器安装与调校2.1工作环境及条件1.本设备应放置在平坦坚固地面;2.工作环境温度应在22~28℃之间;3.工作环境湿度应在45~75RH%之间;4.机器附近不能有强磁场;5.使用具有220V/50HZ)稳定电压的电源(保证接地良好);6.使用气源0.5~0.6MPa(气源为大气压霜点:-17℃以下,微粒粉:粒径5μm以下,最高油分浓度:5㎎/m³以下)。
smt抛料管理制度一、抛料管理的意义和目的抛料是指在SMT生产过程中,由于某种原因导致的未能成功生产的产品或材料。
对抛料的管理,不仅关系到生产效率和成本控制,更直接关系到产品质量和企业形象。
因此,建立合理、高效的抛料管理制度对于SMT生产制造企业来说至关重要。
抛料管理的目的在于:1. 提高生产效率。
减少抛料数量可以降低生产过程中的停工次数和延误,提高生产效率。
2. 控制成本。
抛料产生的成本包括原材料成本、人力成本、机器损耗成本等,合理控制抛料数量可以有效降低生产成本。
3. 保证产品质量。
及时处理抛料,可以避免抛料的二次污染,保证产品质量符合标准要求。
4. 改善企业形象。
抛料管理的规范与否,关乎企业的形象和信誉,规范的抛料管理制度可以提高企业的形象和客户满意度。
二、抛料管理的流程1. 抛料分类抛料可以分为两类:一类是在生产过程中产生的抛料,另一类是成品检验过程中产生的抛料。
根据抛料的原因可以细分为工艺抛料、设备抛料、材料抛料、人为抛料等。
对不同类别的抛料,需要采取不同的管理措施。
2. 抛料收集在SMT生产过程中,需要设立专门的抛料收集区域,对产生的抛料进行及时收集,确保不会对生产过程造成影响,并方便后续的管理和处理。
3. 抛料记录对每一次产生的抛料情况进行记录,包括抛料的数量、原因、责任人等,这些记录有利于后期汇总和分析,为改进生产过程提供数据支持。
4. 抛料处理根据抛料的原因和性质,采取相应的处理措施。
对于可以修复的抛料,需要及时进行维修处理;对于无法修复的抛料,需要进行分类和处理,避免对生产过程带来风险和影响。
5. 抛料分析对抛料的情况进行定期分析和总结,找出抛料产生的原因,探究抛料的规律性,为改进生产工艺和提高生产效率提供依据。
6. 抛料追踪对于同一种类型的抛料,特别是有一定规律的抛料,需要进行追踪分析,找出根本原因,为后续生产提供改进和优化方案。
三、抛料管理的责任1. 责任部门抛料管理涉及到多个部门和岗位,需要明确责任部门,包括生产部门、质量管理部门、物流部门等,确保抛料管理的全面覆盖和有效执行。
1. E2100,使用时间不到两年,设备重新架设后,开机认识零件NG,后发现固定相机1的MONITER显示全泛白.处理:由于相机走线为FIXED CAM2 ---->>PC CAM2---->>LINE --->>>COGNBX BOARD (PC UNIT)一 . Fixed camera 出线口处将CAM2 与CAM 接****换, 固1 >>>OK, 固2>>>>NG.>>>>LINE OK!附,4个CAM的用途:CAM1 : BOARD CAMERACAM2 : 固1(大视野) , FIXED CAMERA 的下面那个.CAM3 : PART CAMERACAM4 : 固2(大视野) , FIXED CAMERA 的上面那个二 . 由于换板卡还不如将整个PC BOX更换,所以直接更换BOX. 固1和固2都OK.>>>> COGNBX BOARD OK!所以,目前推断出为CAM2的损害, 但由于没有备品, 只有将零件移到CAM3上认识. 待更换处理. 还好!2。
E1000 在生产过程中MOUSE失灵,睁眼突然发现MOUSE的光标都不见了!处理:MOUSE的出线直接走到W-CPU上,更换MOUSE,开机重启.-->>NG.更换W-CPU.--->>>OK!原因:后分析换下来的W-CPU,发现里有一颗电容损坏.更换好的上去.OK!附,W-CPU 与V-CPU BOARD 构成了整个主机的核心控制部分. 它们相互串联, V-CPU 发出的指令通过总线传递给运动控制卡SY-MC及影像卡COGNEX和NEAIO.而我们则通过W-CPU的以下接口对其进行操控.W-CPU BOARD的接口及对应:PC - VGA ==>> LCD I/F BOARDPC - PAD ==>> MOUSE KEY SWICHPC - KEY ==>> KEY BOARDPC - FDD ==>> FLOPPY DISK DRIVEHARD DISK ==>> DRIVE另, 观察到,HCF接口也有插进W-CPU BOARD,但只是其引出来的卡口,HCR 及HCF 最后都走线到E100的顶部HANDY CONSOLE BOARD上!Conveyor sensor & speedSony E&F 系列Conveyor一共分为三段,而sensor就一共有7个,从L to R 的作用和对应的型号分别为:PCB搬入(BS54)---> PCB待机(BS118)---> PCB有无(BS53)---> PCB确认(BS52)--->确认PCB通过(BS51)---> PCB减速(BS65)---> PCB搬出(BS50)Conveyor 搬送PCB的原理:进板时BS54被触发,发现PCB,第一段传输马达带动皮带将PCB拖至PCB待机位置,此时BS118被触发,第一段马达停止转动,当第二段BS53发现无PCB是,第一和第二段马达被启动,将PCB传至第二段,BS53被触发,电机减速,汽缸带动PCB止动SENSOR上升,当BS52发现PCB时,电机停转,夹板上升,开始贴装,OK后。
贴片机抛料的详细介绍贴片机抛料的主要原因分析及解决,效率的提高贴片机抛料的主要原因分析在SMT生产过程中,怎么控制生产成本,提高生产效率,是企业老板及工程师们很关心的事情,而这些跟贴片机的抛料率有很大的联系,以下就谈谈贴片机的抛料问题。
所谓抛料就是指贴片机在生产过种中,吸到料之后不贴,而是将料抛到抛料盒里或其他地方,或者是没有吸到料而执行以上的一个抛料动作。
抛料造成材料的损耗,延长了生产时间,降抵了生产效率,抬高了生产成本,为了优化生产效率,降低成本,必须解决抛料率高的问题。
抛料的主要原因及对策:原因1:吸嘴问题,吸嘴变形,堵塞,破损造成气压不足,漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁更换吸嘴;原因2:识别系统问题,视觉不良,视觉或雷射镜头不清洁,有杂物干扰识别,识别光源选择不当和强度、灰度不够,还有可能识别系统已坏。
对策:清洁擦拭识别系统表面,保持干净无杂物沾污等,调整光源强度、灰度,更换识别系统部件;原因3:位置问题,取料不在料的中心位置,取料高度不正确(一般以碰到零件后下压0.05MM为准)而造成偏位,取料不正,有偏移,识别时跟对应的数据参数不符而被识别系统当做无效料抛弃。
对策:调整取料位置;原因4:真空问题,气压不足,真空气管通道不顺畅,有导物堵塞真空通道,或是真空有泄漏造成气压不足而取料不起或取起之后在去贴的途中掉落。
对策:调气压陡坡到设备要求气压值(比如0.5~~0.6Mpa--YAMAHA贴片机),清洁气压管道,修复泄漏气路;原因5:程序问题,所编辑的程序中元件参数设置不对,跟来料实物尺寸,亮度等参数不符造成识别通不过而被丢弃。
对策:修改元件参数,搜寻元件最佳参数设定;原因6:来料的问题,来料不规则,为引脚氧化等不合格产品。
对策:IQC做好来料检测,跟元件供应商联系;原因7:供料器问题,供料器位置变形,供料器进料不良(供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿轮上,供料器下方有异物,弹簧老化,或电气不良),造成取料不到或取料不良而抛料,还有供料器损坏。
对策:供料器调整,清扫供料器平台,更换已坏部件或供料器; 有抛料现象出现要解决时,可以先询问现场人员,通过描述,再根据观察分析直接找到问题所在,这样更能有效的找出问题,加以解决,同时提高生产效率,不过多的占用机器生产时间。
贴片机常见故障与排除方法为了能够在现如今激烈的市场竞争中赢得一席之地,电子产品制造厂商必须不断地寻找一条能够降低产品成本和产品导入市场的时间,与此同时又能够不断提升新产品质量的新路。
此外还必须改善生产制造工艺和规程,电子产品制造厂商同样也要促使半导体器件制造厂商将更多的功能溶入微型化尺寸的可编程集成电路(programmable integrated circuits 简称PIC)中去。
于是,对于高端电子产品的设计和制造,走一条尺寸更小、功能更强和价格更低的道路在我们面前清晰地展示了出来。
在此背景下,现如今的可编程集成电路拥有很多的引脚、具有很强的功能,并且采用了具有创新意义的组装形式。
但是希望采用最新PIC器件的电子产品制造厂商必须克服在进行编程过程中所遇到的一些问题。
简单地说,为了能够顺利地对PCI器件进行编程,需要学习一些新的方法。
行业的背景对于PIC器件来说,以往普遍采用DIP、PLCC或者SOIC的封装形式。
然而,随着人们对紧凑型、高性能产品的需求增加,要求引入更为先进的PIC器件。
现如今的闪存器件可以采用SOP、TSOP、VSOP、BGA和微小型BGA封装形式。
高性能的微型控制器、CPLD器件和FPGA器件一直到可以采用QFP、BGA和微型BGA 封装形式,其所拥有的引脚数量范围从44条一直可以达到超过800条以上。
由于非常多的引脚数量和很小的外形尺寸,这些元器件中的大部分仅能够采用微细间距的封装形式。
微细间距的元器件所拥有的引脚非常脆弱,间距只有0.508mm(20 mils)或者说间隙几乎没有。
这样人们就将目光瞄向了使用PIC器件来应对这一挑战。
具有高密度和高性能的PIC器件价格是很昂贵的,要求采用高质量的编程设备,需要拥有非常优异的过程控制,以求将元器件的废弃程度降低到最小的程度。
在采用手工编制程序的操作过程中,微细间距元器件实际上肯定会遭遇到来自共面性和其它形式的引脚损伤因素的威胁。
如果说引脚受到了损伤的话,那么将可能导致焊接点可靠性出现问题,会提升生产制造过程中的缺陷率。
同样,高密度的元器件实际上将化费较长的编程时间,这样就会降低生产的效率。
在电路板上的编程先进的PIC器件的使用者会面临一项困难的选择:是冒遭受质量问题的风险,采用手工编制程序呢?还是另外寻找一种可以替代的编程方法,从而消除掉手工触摸的方法呢?为了能够实现后者,制造厂商们最初开始采用板上编程(on-board programming 简称OBP)的方式。
OBP 是一种简单的方法,它是将PIC贴装到印刷电路板(printed circuit board 简称PCB)上以后再进行编程的。
一般情况下在电路板上进行测试或者说进行功能测试。
闪存、电子式可清除程序化唯读内存(Electrically Erasable Programmable Read-Only Memory简称EEprom)、基于EEprom的CPLD器件、基于EEprom的FPGA器件,以及内置闪存或者EEprom的微型控制器,所有这些元器件均采用OBP形式进行编程。
为了能够满足闪存和微型控制器的使用要求,在实施OBP的时候最常用的方法就是借助于针盘式夹具(bed-of-nails fixture),使用自动测试设备(automatic test equipment 简称ATE)编程。
对于逻辑器件来说进行编程颇为复杂,不太适合利用ATE针盘式夹具来进行编程。
一项基于IEEE规范原创开发的新型OBP技术可以支持测试,展现出充满希望的前程。
这项规范称为IEEE 1149.1,它详细规定了边界扫描的一系列协议,目前用于许多PIC编程方法中。
如果电子产品制造商要使用IEEE 1149.1的编程方法时,他们所依赖的具有知识产权保护的工具主要是由各种各样的半导体制造厂商所提供。
但是使用他们的工具进行编程非常慢。
同样,因为他们出于保护知识产权的本能,每个工具仅限于单个用户所使用的器件。
如果说在一块电路板上的PIC器件是由多个用户所使用的话,这将是一个很大的缺陷。
总而言之,使用OBP方法可以消除掉手工操作器件和将编程溶入测试中去,以及制造生产缓慢的现象。
然而,编程所需的时间可能也是缓慢的。
ATE针盘式编程ATE设备最初的使用是用于对PCB组件进行在线测试,以求发现诸如走线开路、短路,元器件缺失和元器件排列不准等制造过程中所产生的缺陷。
针盘式夹具是一种阵列配置,具有弹性荷载的测试端点,它可以在PCB和ATE测试设备的信号策动电路之间形成一种机械和电气的连接界面。
一旦PCB可靠地与针盘式夹具连接好了以后,ATE测试设备的信号策动电路将会通过针盘式夹具和PCB,发送编程信号到目标器件PIC上面。
除了对机械缺陷进行测试以外,ATE设备也能够用于对PIC器件的编程操作。
对元器件的编程和消除程序被嵌入到电路板测试程序中去,从而用来对目标器件进行编程。
IEEE 1149.1边界扫描编程为了提升PCB组件的密度和复杂性,使电路板和元器件的测试工作面临着非常大的困难,尤其是对付空间受到限制的PCB组件。
为了能够有效的解决这一问题,一种边界扫描测试协议(IEEE 1149.1)应运而生。
IEEE 1149.1测试标准能够通过一台智能化外部设备,对在组装的电路板上的逻辑器件或者闪存器件进行编程。
这种编程设备通过标准的测试访问口(Test Access Port 简称TAP)与电路板形成连接界面。
所有这些需要采用JTAG硬件控制装置、JTAG软件系统、与JTAG兼容的PCB电路板,和一个四线测试访问口。
实现边界扫描工作可以采用一种专业化的专用电路板上编程设备,或者采用另外一种选择方案,利用由美国GenRad、Hewlett-Packard和Teradyne ATE testers等公司提供的一些工具,于是可以在ATE测试设备上实现IEEE 1149.1边界扫描编程工作。
采用IEEE标准的最大优点之一就在于,它可以对在同一块PCB上由不同供应商提供的各种各样的元器件进行编程。
这样就可以降低整个编程时间,简化生产制造流程。
自动化编程(AP)设备PIC技术不断地向前发展,所以新的自动化编程设备和技术也保持着相同的发展步伐。
举例来说,Data I/O''s ProMaster 970自动化微细间距编程设备能够对采用先进封装形式的PIC器件进行编程,其中包括BGA、微型BGA、SOP、VSOP、TSOP、PLCC、SON和CSP。
双重贴装(Dual pick-and-place简称PNP) 端头和可供选择的可插8、10或者12的插座可以最大程度的提高设备的工作效率。
该编程设备也可以进一步涉及有关器件的质量控制。
举例来说,共平面性问题和引脚的损伤实际上是不会存在的,因为集成了激光视觉系统,所以能够确保非常精确的器件贴装。
因为有着多种编程接口和PNP器件的配置,自动集群编程一般可以做到比ATE编程的速度快上5倍到10倍。
同样,这些编程工具是专门为了编程而设计的,不是为了对电路板或者说功能进行测试的,所以它们可以提供非常好的编程质量。
微细间距的PIC器件可能是非常贵的,所以如果能降低其在生产制造过程中的损伤率,将极大的提升制造商的盈亏平衡点。
能够适用于大多数元器的自动编程系统也是非常灵活的,可以适应于先进封装器件形式。
由于能够将高生产率、高质量和灵活性综合在一起,导致了每个器件最低可得到的编程价格常常低于ATE编程价格的20%。
回流焊回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。
这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。
由于电子产品PCB板不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。
首先在混合集成电路板组装中采用了回流焊工艺,组装焊接的元件多数为片状电容、片状电感,贴装型晶体管及二极管等。
随着SMT整个技术发展日趋完善,多种贴片元件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用,而回流焊技术,围绕着设备的改进也经历以下发展阶段。