长网纸机多孔板流浆箱计算
- 格式:pdf
- 大小:46.50 KB
- 文档页数:2

1.操作说明 (2)1.1开机 (2)1.1.1开机前的准备 (2)1.1.2开机条件 (2)1.1.3自动功能 (2)1.1.4开机操作 (3)1.2停机 (3)1.2.1前提条件 (3)1.2.2程序 (3)1.3在线监视和控制 (3)1.3.1唇口喷射速度控制 (3)1.3.2浓度控制 (4)1.3.3流量控制 (4)1.3.4唇板开口的调整 (4)1.3.5横幅定量调整 (4)1.3.6进浆总管压力平衡 (4)1.3.7纤维排列横向控制 (5)1.3.8边流管和排列控制使用纤维排列横向测量装置 (6)1.3.9取向度的控制 (7)2电气功能的说明 (7)3控制参数 (7)3.1概要 (7)3.2流浆箱压头 (7)4质量控制 (8)4.1浆网速比 (8)4.2流浆箱浆流量对匀度的影响 (8)4.3唇板开度对抗张强度的影响 (9)5流浆箱的维护保养 (9)5.1清洗流浆箱表面 (9)5.1.1清洗挡板和上唇板前沿 (9)5.2清洗 (9)5.2.1清洗程序 (10)5.2.2使用清洗工具清洗唇口 (10)5.2.3使用手工喷水管清洗唇口 (10)5.2.4清洗压力平衡室、管束、湍流发生器 (10)5.2.5用化学药品清洗流浆箱 (11)5.2.6清洗漂片 (11)6缺陷和故障的处理 (11)6.1纸的质量缺陷 (12)6.2流浆箱的操作 (15)6.3故障的一般处理和进一步检查 (22)一.流浆箱1.1开机前的准备和检查检查以下内容:●短循环系统槽内是否有水;●供泵子和压力筛的密封水是否开启;●流浆箱清洗喷淋管是否开启;●所有的清洗孔和检查孔是否关闭;●上唇板是否在其正常运行位置;●润滑喷淋管是否开启;●热补偿系统是否开启1.2开机条件1.上浆泵只能在短循环系统运行后才能开启;2.上浆泵只能在稀释循环系统运行并且压力已稳定后才能开启;3.上浆泵只能在成型部已开始运行时才能开启。
1.3自动功能1.当稀释水泵开启时,稀释水总管回流阀会自动开启到设定位置;当水泵关闭时,该阀门会自动关闭。
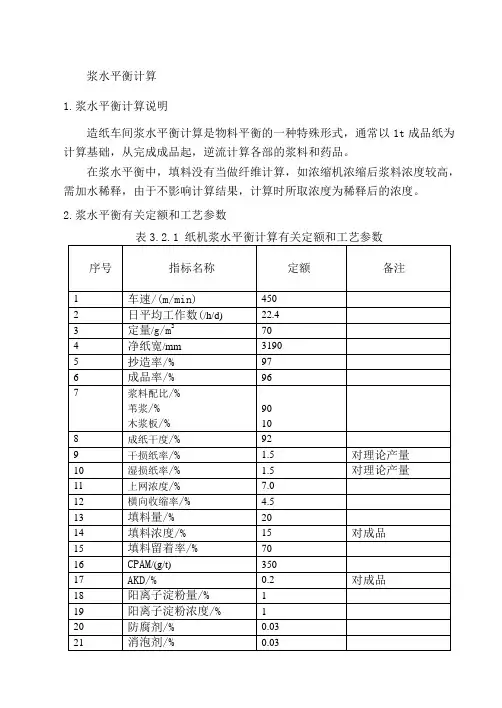
浆水平衡计算1.浆水平衡计算说明造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
2.浆水平衡有关定额和工艺参数3.3浆水平衡计算(1)复卷,完成整理部 已知:成纸水分为8%,即c 1=c 2=c 3=92% 以1t 成品纸为计算基础,0=1000.0000, 成品率k 1=96%。
计算:成品率k 1=V0/V 22=V 0/K 1=1000.0000/96% 1=V 2-V 0=1041.6667-10002=V 2c 2=1041.6667×92%=958.3334 Q 1=Q 2-Q 0=958.3334-920 =38.3334已知:c 2=c 3=c 4=92%, 2=958.3334, 2=1041.6667, 抄造率K 2=97%,干损纸率d 1=1.5%. 计算:抄造率k 2= 抄纸损纸包括干损纸、湿损纸两部分设X=抄造量+抄造损纸量 成品库%100⨯+抄造损纸量抄造量抄造量则X=V 2/k 2=1041.6667/97% =1073.8832设Y 为X 中绝干纤维量,则 Y=Q 2/k 2=958.3334/97% =987.9726Q 3=Y ·d 1=987.9726×1.5% =14.8196V 3=Q 3/c 3=14.8196/92%=16.1083 Q 4=Q 2+Q 3=958.3334+14.8196=973.1530 V 4=V 3+V 2=16.1083+1041.6667=1057.7750(3)干燥部已知:进干燥部纸页干度c 5=42%,4=973.1530 4=1057.7750 4=92%计算:Q 5=Q 4=973.15305=Q 5/c 5=973.1530/42%=2317.0310 1=V 5-V 4=2317.0310-1057.7750=1259.2560(4)压榨部已知:c 5=42%,c 8=21%, Q 5=973.1530, 5=2317.0310, 压榨部湿损纸率d 2=0.5%, 压榨部带出纤维量d 3=0.15% 计算:Q 7=Y ·d 2=987.9726×0.5% 设湿损纸的平均干度为30%,压榨部 压光、卷取真空伏辊 伏损池 压榨白水 8V Q 7即c 7=30%,则 V 7=Q 7/c 7=4.9399/30% =16.4663压榨带出纤维量:Q 6=Q 8×d 3,且Q 8=Q 5+Q 6+Q 7,则:Q 8=(Q 5+Q 7)/(1-d 3)=(973.1530+4.9399)/(1-0.15%)=979.5622 Q 6=979.5622×0.15%=1.4693 V 8=Q 8/c 8=4664.5819 V 6=V 8-V 7-V 5=2331.0847(5)真空伏辊已知:Q 8=979.5622,V 8=4664.5819,c 8=21%,c 11=12%, 伏辊带出纤维率d 4=0.2%,冲边水W 5=2600, 伏辊湿损纸率d 5=1.0%计算:冲边宽度:b=2×20(mm ),横向收缩率ε=4.5%,抄宽:B m =3190mm,则: 湿纸宽度B n =%5.41-Bm=3298湿纸边占整个湿纸幅宽比率r=329840202+⨯=1.1983%所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。

概述流浆箱是造纸机的关键部件之一,它的作用是向纸机的网部提供均匀和稳定的横向浆流分布。
纸幅成形质量影响因素是多方面的,它与浆料的品种、浆料配方、浆料的输送方式,流浆箱的结构及网部配置等都有密切关系。
为取得良好的纸幅成形质量,除流浆箱本身质量外,还要有好的供浆系统和网部相匹配。
供浆系统一定要提供无气泡、低脉动、浓度稳定、分散良好的浆流。
网部脱水组件要平整、配置合理。
否则单靠调节流浆箱去获得良好的纸页是困难的。
二结构简述本流浆箱为敞开式流浆箱,用于长网成型器。
流浆箱的布浆器为单程方锥总管进浆、阶梯孔板布浆。
匀整装置为两根不同开孔率的匀浆翟。
喷浆唇口采用:活动式可调节唇口的上唇板和固定式的下唇板,唇缘配垂直小唇板,其上配有口分表显示、精密蜗轮箱调节小唇板微调装置,上唇板最大开口>50〜70mm,方便清洗维护。
上唇板调节采用手动蜗轮箱,平稳轻松。
三流浆箱主体结构说明3. 1进浆方锥管及台阶孔板本流浆箱采用单程尺寸收敛的等宽方锥管进浆,U的保证全幅布浆压力一致,为横向定量分布一致提供初分布。
阶梯孔板使浆料定向均匀悬浮进入堰池,消除过大的浆流脉动。
进浆方锥管山方锥管和台阶孔板及压力平衡管组成。
当浆料从方锥管的大端进入后,大部分浆料沿着侧向孔板的台阶形小孔向纸机的网部方向流出,小部分从方锥管的小端回流管流出。
方锥管小端设有回流调节阀,调节回流量可使浆流在纸机横幅方向等压等速地进入流浆箱而使浆料得到均匀的初分布。
方锥管体上的压力平衡管是显示方锥管内浆流是否全幅等压,压力平衡管山阀门和透明管组成。
调节方锥管横向压力一致的步骤为:把与方锥管连接的阀门打开,关闭清水阀,浆流进入测压管。
从透明管观察:浆流如果从小端流向大端,则开大回流阀;如果从大端流向小端,则关小回流阀,直到透明管中浆料静止不动时方锥管横向压力一致。
调节压力一致后,把两个阀门关闭。
如果流浆箱的流量及压力变化时,操作人员必须及时调节此横向平衡压力。
本设计的进浆锥管由大方圆管、方锥管体、小方圆管三段组成。

一、主要数据技术特征产品品种单光薄页牛皮纸为主、兼顾转移印花原纸抄造定量 25~55 g/m2考核定量 300m/min 30 g/m2净纸幅宽 3560mm工作车速 300m/min设计车速 350m/min公称能力~45T/D(以30g/m2,300m/min h =24h)横向收缩率小于3%胸辊直径及面宽Ф 700*4300 mm网案留着率 70 - 75%排列形式右手机(中国标准)成纸干度 93%主要原料针叶木浆70-90% +阔叶木浆10-30%上浆浓度范围针叶浆: - %, (设计按%)设计宽度流浆箱唇口宽度~3900mm网宽~4100mm各种车速工作车速 300m/min设计车速 350m/min吊车最大重量和最大外形尺寸(部件)流浆箱每台重大约12T(包括基础板)长X宽X高 mm设备验收及担保1.6.1质量保证1.6.1.1保证其提供的货物是全新的、未使用过的、采用最新设计和合适材料制造的,并在各个方面符合合同规定的质量、规格和性能。
1.6.1.2 质量保证期为该生产线验收、正式投入运行后12个月,或货到后18个月。
1.6.1.3制造精度按图纸要求。
短循环的要求.1.7.1浓浆供应系统流量和浓度变送器的安装位置考虑变送器测量点前和后的直管长度,变送器供应商对这些数值应有明确定义;考虑管内可能分离出来的空气所产生的影响降到最低,通过把变送器放置在垂直管道上来消除空气的影响(低于网下白水池的表面);到纸机浆池的浆管的布置应避免空气混入浆中;如果在该浆管线上装有控制阀,则应将其装在尽可能低的位置上,并且该管线的设计应有最小流量限制的要求;浆流量的波动不超过由生产流量决定的总纤维流量的%(P—P);流送系统的供浆必须保证其所供浆料的PH值,游离度,温度和灰分保持稳定。
1.7.2对流送系统的脉冲和光洁度的要求流浆箱输送浆和稀释水对纸机压力筛、冲浆泵、稀释水筛、稀释水泵和流浆箱进浆管的脉冲要求产生对流浆箱前的各项要求:①流浆箱前的要求:浆料的压力波动必须小于:——频率小于或等于30HZ时,400Pa(P-P)——频率大于30HZ时,200Pa(P-P)到送浆箱的浆中的空气含量必须少于%以上所述数据是在流浆箱的进浆段前直接测得。

一、课题:第四章纸的抄造第三节浆料的流送与上网二、教学目的:通过学习,使同学们1、了解浆料流体特性;2、了解消除供浆系统压力脉冲的方法;3、掌握典型上浆工艺流程;4、掌握流浆箱的作用、特点。
三、课时:2h 第20次第7周星期三4月2日C25、26(5.6节)四、课型:新课五、教具:电脑、投影仪、白板笔六、重点:流浆箱流体动力学要求、流浆箱的作用和要求七、难点:流浆箱有4种基本形式、纸料悬浮液的流动机理八、教学过程:1、导入:同学们,上节课我们学习了浆料净化、筛选的作用,设备的工作原理及影响效果因素及浆料中空气存在的形式,危害及除气方法。
请几个同学回顾下我们上次所学的内容:1、浆料净化的作用?筛选的作用?2、影响除渣效率的因素有哪5个方面?3、压力筛的工作原理?4、浆料中空气存在的形式,危害及除气方法?之前我们也学习了上浆系统即流送系统,那么纸料悬浮液的流动机理、流送设备及流浆箱的形式是什么呢?这就是我们今天要学习的内容。
请同学们翻到教材第四章纸的抄造第三节浆料的流送与上网127页进行新课程的学习。
2、课程大纲:(详细内容见课件)(主要以讲授为主,辅以图表)主要内容:一、纸料流体的特征(一)纸料悬浮液的流动机理(二)纸料悬浮液的湍动和絮聚二、理想的纸料纸动状态三、流浆箱流体动力学要求四、流浆箱(一)流浆箱的定义及功能(二)流浆箱的作用和要求(重)(三)流浆箱有4种基本形式(难)五、消除供浆系统压力脉冲的方法一、纸料流体的特征(一)纸料悬浮液的流动机理⏹纸料悬浮液三相共存,固相的纤维、填料和胶粒,液相的水,气相的空气;⏹纸料悬浮液中纤维之间可形成絮聚物;⏹在流送过程中受到不同大小的剪切应力的作用;⏹操作条件变化产生的非周期性压力脉冲和供浆设备原因带来的周期性压力脉冲。
影响纸页纵向不良的周期性的波动;⏹在不同流速下的三种流动状态:塞流(栓流)、混合流及湍流.栓流:当流速不大时,纤维相互交织的网络成为连带的整体,为网络整体,网络与管壁之间存在着一层很薄的水膜,水环,整个网络像塞子一样向前滑移,这种流动状态称为栓流。


【包装知识】瓦楞原纸计算公式汇总1→⅝・A E三1.1 定义定量也叫克重,按规定的试验方法,测定纸和纸板单位面积的质量,以克每平方(g∙m-2)米表示。
定量的测定按照GBΛ451.2(对应ISO536)的规定进行。
1.2 计算公式定量按公式(1)计算,G以克每平方米表示(g.m-2):G=M×10gm-2 .......................... (公式1)式中:G一试样的定量,g∙m∙2;M—10张试样的总重量,g013检测意义定量是原纸的最基本特征之一,一方面它与价格有关,另一方面它的稳定性影响产品中得所有指标。
原纸定量影响到原纸的物理性能、原纸的采购价格、纸箱或纸盒生产成本的核算等,可以说定量影响到箱生产的整个过程。
2.紧度1.1 定义紧度是单位体积纸和纸板的质量,由定量除以厚度计算得出,以克每立方米(g∙m-3)表ZFO 1.2 计算公式紧度在测量完试样的定量和厚度后,按下公式(2)计算紧度,单位为(gm-3%紧度D=G∕δ .................................. (公式2)式中:G一试样的定量,g∙m-2;δ-试样的厚度,μm°例如:如某长网纸机生产的80gm-2的B级瓦楞原纸,其厚度为136μm,计算其"紧度":紧度:D=80g∙m-2/0.136mm=80×10-4g∙cm-2/(0.136∕10)cm=80/136g∙cm-3=0.59g∙cm-323检测意义原纸的“紧度〃,顾名思义,是它的纤维结构在制造过程中,受加工作用力而变得牢固的程度。
〃紧度”大,纸的挺度好,做出的纸箱戳穿强度、耐破度、耐折度、耐压强度就高;“紧度”小,纸的挺度差,做出的纸箱戳穿强度、耐破度、耐折度、耐压强度就低。
过去人们对原纸的质量往往只注意定量、环压指数、耐折度、含水率等,都很少注意它的“紧度殊不知"紧度”是原纸质量的一项重要指标。
流浆箱流浆箱是造纸机的关键设备,它决定纸幅的成形以及纸幅定量分布的均匀性和稳定性,并对成纸的物理强度特性有很大的影响。
生产中通过观察浆流发现问题,可对症解决。
例如当发现从唇口喷出的浆流出现一股股固定的宽的或窄的纵向条流,其原因往往是由于唇板变形或上唇板挂浆等原因所产生的。
另外,成形区中固定元件和成形网的起隆也会造成浆流纵向出现条流现象。
因此,必须仔细观察分析处理。
生产中过分调节螺杆将会使上唇板产生永久变形而导致定量分布不均匀。
因此要定期检查上唇板的平直度,必要时应重新调整唇板使其开口保持均匀一致。
布浆宜改造多管布浆系统,有条件的尽可能选用锥形布浆总管。
以防止多管布浆本身产生的浆流不稳现象。
匀浆辊是匀整浆流和防止纤维絮聚的主要元件,但匀浆辊内易产生对浆流分布起损坏作用的分离和漩涡,并且往往导致产生附浆和形成浆团。
在生产中发现这种现象后,要适当调节匀浆辊的转数和旋转方向。
对于那些效果差的系统,匀浆辊的转向最好与流浆箱底部浆流的流向相反,否则有相当一部分浆流将沿着底部通过,从而造成严重的不均匀。
保持流浆箱的清洁,是流浆箱操作中的重要工作。
由混入空气的泡沫积附在流浆箱的流道或上唇板上是一种很普遍的现象,当浆流速度大于!" #$% &时可基本解决水式流浆箱这种问题。
气垫式或开式流浆箱内所形成的滞留区会产生积浆从而造成清洁问题,可以通过调节匀浆辊的转速和方向来清除。
在安装唇板时应仔细检查接缝处并保证其平直,以防在不平处积浆或挂浆。
另外,浆料和其中的药品会逐渐附积在流浆箱表面,所以必须定期刷洗流浆箱。
流浆箱唇板开度的计算H=上网纸料的流量/{60X车速/(唇板宽度*克重简单公式B=(克重/上浆浓度)X1.3-1.5公式比较复杂,总体说与(定量/浓度)成正比!还与纸的横向收缩率、冲边宽度、网部纤维流失率(出网湿纸浓度、白水浓度)、浆网速比、网车速比、喷浆系数相关!也就是开度×宽度×流速=喷浆流量=绝干总量/上网浓度。

摘要:详细介绍了高速纸机流浆箱的主要设计参数、结构组成、各部件作用,根据实际生产经验,阐述了流浆箱的试运行过程和操作要点。
关键词:高速纸机;流浆箱;结构;性能;试运行Abstract: The design parameter, structure and the function of every part for the headbox of high speed paper machines were introduced in detail. The trial test program and operation key point were described according to the practical experience.Key words: h ig h speed paper mach i ne; headbox; structure; trial test中图分类号:TS734+.2;TS734+.4文献标志码:B 文章编号:1007-9211(2013)10-0006-05河南江河纸业股份有限公司P M6属于国家“十一五”科技支撑计划项目,于2012年8月建成投产,全部自主设计制造、安装调试,是国内第一台具有完全自主知识产权的高速文化用纸纸机,工作车速1200~1500m/m i n,净纸幅宽5740m m,生产产品定量45~100g/m 2。
与之配套的流浆箱,经过3年的科研攻关和科学实验,引入多个经验参数,优化了进浆方锥总管和湍流发生器的数学模型,建立了关于流浆箱的一整套流体力学数学模型。
利用现代计算机模拟技术,在多个方案中,选定适用参数范围较大、制作难度小、使用维修方便、投资少的最优设计方案,精心制作,设计20多套专用工装模具,最终克服现有机械加工设备精度不足等困难,成功开发出国内首台宽幅、高速纸机的流浆箱。
在江河纸业P M6经过7个多月的联机调试和生产,运行状态稳定,纸品质量符合设计要求。
纸机流浆箱总压计算
流浆箱总压的计算是基于浆液静压的原理。
静压是由于液体作用在容
器壁上产生的压力,它是与液体的密度和液体的高度相关的。
在流浆箱内,纸浆的密度是已知的,因此只需要计算纸浆在流浆箱内的高度即可得到流
浆箱的总压。
流浆箱的高度可以从浆液的进口到出口进行测量。
进口的高度通常是
已知的,出口的高度可以通过液位计或其他方法进行测量。
流浆箱的总压
就等于出口高度减去进口高度再乘以纸浆的密度。
除了纸浆的密度和流浆箱的高度之外,还需要考虑一些其他因素对流
浆箱总压的影响。
例如,纸浆在流入流浆箱的过程中可能会产生流动和湍流,这些流动和湍流会使纸浆的压力不均匀分布,从而使实际总压比理论
计算的总压要小。
此外,还需要考虑到纸浆的流动速度、纸浆的温度等因
素对流浆箱总压的影响。
总之,流浆箱总压的计算是一个复杂的过程,需要考虑到很多因素。
通过准确地计算流浆箱总压,可以更好地控制纸浆的浓度和流动,提高纸
机的工作效率和产品质量。
流浆箱流浆箱(headbox)——是现代纸机的关键部位。
其结构和性能对纸页的形成和纸张的质量具有决定性作用。
其主要任务:1、能有效的分散纤维。
高湍动流浆箱能产生高强度微湍动,可有效的分散纤维,防止纤维沉淀和在絮聚,可有效的提高纸页的强度。
2、沿纸机横向均匀的分布纸料。
(决定纸幅的横向定量分布)3、喷浆稳定,确保浆速与网速相协调。
(决定纸幅的纵向定量分布)分类1、敞开式流浆箱2、气垫式流浆箱3、水力式流浆箱气垫式流浆箱控制原理总压头控制在气垫式流浆箱中,P=P’+H,其中,P为总压头,P’为气垫压力,H为浆位。
通过改变P’来稳定H,总压头控制着流浆箱的喷浆速度,它由上浆泵的转速来调节,总压头的稳定与否对纸张纵向定量有较大的影响,必须保证总压控制回路工作在最佳状态。
1) 总压头检测:利用智能压力变送器PIC—101~103检测总压头,PIC—101~103安装在流浆箱操作侧两匀浆辊中间的侧墙上。
压.力变送器的测量范围为0~40KPa(可根据实际情况进行调整),输出电信号为4~20mA DC。
2) 总压头设定:总压头设定值Ps有两种设定方法,一是在总压头调节器上直接设定(给定值);二是在工控机上输入网速w和浆网速比αs,计算机根据公式 Ps=K×(αs×W)2计算确定,通过通信接口送给总压头调节器。
3) 总压头控制:计算机根据总压头的设定值、实测值及总压头与浆位之间的耦合关系,经过相应的控制处理后,给出控制信号(4~20mA DC),通过上浆泵变频器控制上浆泵的转速,若总压头的实际值低于给定值,则增大上浆泵的转速,反之,则减小上浆泵的转速,直至总压头达到设定值。
上浆泵也可手动控制,即在人机界面上将对变频器的输出置于“手动”位置,直接控制上浆泵的转速。
4) 浆速/网速比控制:纸页在纵横方向的组成是否一致,与纸浆在流浆箱唇口的喷浆速度和网速的关系十分密切,而流浆箱总压又决定了纸浆的喷浆速度,其关系为α=J/W=60√2gP/V其中P为总压头,W为网速,α为浆速网速比,在实际使用时,由于唇板开流浆箱形状等各不相同,α的设定值αs值亦不相同,因此需要根据实际情况来如以确定,在没有浆网速比控制的设备上,一般都通过人工计算列出对照表,操作工根据不同车速手动调节总压头设定值。
5600二叠网多缸纸机满流式自动加稀释水流浆箱技术规范一、主要数据1.1 技术特征产品品种 A级高强瓦楞芯纸、T纸、2 2抄造定量 80~180 g/m 计算定量125 g/m各网层定量分配浆层定量范围上网浓度面层 30---50g/? 0.4%---0.6% 底层加稀释水 50---130g/? 0.5%---0.9% 净纸幅宽 5600mm卷纸宽度 5660mm流浆箱唇口宽度 6050mm工作车速 800m/min设计车速 900m/min 结构车速 1000 m/min网部轨距 ,mm 待定网案高 ,mm(网面到流浆箱基础板高度待定)网宽 6200mm2公称能力 806.4T/D(以125 g/m,800m/min h =24h) 340天横向收缩率 ?4.0%混合浆料叩解度 30,32?SR待定湿重 ,6.0g待定胸辊直径及面宽Ф,x,mm待定网案留着率面层 65----75%底层 70----80%排列形式左手机(站在流浆箱喷口处向流浆箱看,流浆箱的圆锥管进浆端在左侧待定)楼层布置双层布置成纸干度 92%?1 待定流浆箱每台重大约26T(包括基础板)长X宽X高 2700X8000X1800mm二、满流式流浆箱(芯层)自动加稀释水流浆箱概述及主体结构本机采用满流式流浆箱(芯层)自动稀释水流浆箱,适用纸机车速500,900米/分,稀释水流浆箱包括了脉冲衰减器、圆锥进浆总管装置、白水稀释圆锥管、加稀释水装置、电动计量阀、智能加稀释水执行器、束管布浆、箱体、扩散室、湍流发生器、上唇板移动装置、唇板冷热伸缩补充装置和自动控制调节浆网速比系统等。
2.1脉冲衰减器脉冲衰减罐由脉冲衰减板和气垫式组成,在管内装有喷雾管,破坏浆面泡沫,同时清洗内部。
气垫室通过自控仪表控制压力、流量、溢流量,以保持稳定的压力和喷浆速度,带气垫的溢流可对若干脉冲产生阻尼作用,不受纸机宽度和车速范围限制。
2.2圆锥进浆总管装置由不锈钢板结构成型,通过设计计算分十几段焊接而成,底边是圆弧形成抛物线,由于横截面积都是呈线形减少了浆压死处,以及补偿浆流的摩擦损失。
纸浆绝干量计算公式
计算方法:风干重(ADMT)=毛重*(1-水分)/90%;
毛重包含浆皮外包,捆装的铁丝可以忽略不计
风干重还有另外的说法:气干重
在造纸设备出产技术流程中,需要对原材料纸浆进行破坏,到达碎浆的作用。
当造纸碎浆机开端碎浆的过程中,需要开端加水,把流量计说丈量的流量开端累积核算,核算的方法是依据不一样的公式算的:加水量=(浆板分量x浆板绝干量)/浓度-浆板分量的公式来核算断定碎浆与抽浆的加水量。
造纸设备中碎浆过程的重要性显而易见,碎浆机在碎浆过程中需要操控不一样的技术参数:碎浆的浓度、抽奖浓度、时刻等。
碎浆机中碎浆的浓度、时刻决议着浆料的疏解程度,所以造纸设备中抽浆浓度是提高磨浆的基本条件。
造纸设备出产过程中,当桨板下到开动的碎浆槽里且累加流量,等于碎浆的加水核算量时,封闭加水主动阀,开端核算碎浆时刻,这些都是很容易去实现的。
当造纸设备碎浆到达所设定的时刻以后,需要翻开主动阀加水,直到累加流量等于抽浆的加水计量,在此时开端抽浆,就可以得到了安稳浓度的浆料,这样碎浆机的碎浆浓度就会到达造纸设备出产规范,才能非常好的满意造纸机设备的出产需要。
--以景兴项目为例;15万吨高级牛皮箱板纸机流浆箱计算一:纸机参数1:工作车速V=550M/MIN,设计车速V=600M/MIN,净纸宽=4800MM,卷纸宽=4850MM,唇口宽Bs=4850MM,成纸干度Co=93%,计算定量q=40g/m2,总管回流量ac=10%,前墙溢流量ae=5%,总漏降系数K=1.4,总管降流速W=2.3M/S, 加速比i=2二:浆量计算以定量q=40g/m2,工作车速V=500M/MIN, 上浆浓度=0.5%计算单位时间上浆量G=v*Bm*g*Co/6000=500*4.85*40*0.93/60000 =1.5035公斤/sQ=G*k/1000*0.5%*1=0.42098m3/s总管进浆量Q0=(1+ac+ae)=0.4841 m3/s以定量q=35g/m2,工作车速V=500M/MIN, 上浆浓度=0.5%计算单位时间上浆量G=v*Bm*g*Co/6000=500*4.85*35*0.93/6000=1.3155公斤/sQ=G*k/1000*0.5%*1=0.368357m3/s总管进浆量Q0=(1+ac+ae)=0.4236 m3/s三方锥管尺寸计算:1进浆管端面截面积A0A0=Q0/W=0.4841/2.3=0.21049m2B=(1+ae)*Q/(v*Bs)=(1+0.05)*0.42098/(0.32*5.2)=265mm孔板下游流速V=0.3-0.6m/s取B=270,H0=A0/B=780取B=280,H0=A0/B=751取B=290,H0=A0/B=726取B=260,H0 =809进浆管一段由矩形变成圆管直径DgDg=√4A0/π=√4*0.21049/π=518mm,取Dg=520mm.回流端断面积Ae=ac*Q/W=0.1*0.42098/2.3=0.01601m2回流端断面尺寸He=Ae/B=O.01601/0.26=62mm按拜纳斯计算矩锥管面积H=H0*K*e rK=1-X/L(1-ac) r=λ*X/8R λ=0.015 R=HB/2(H+B)回流端X=5200mm,K=1-5200/5200(1-0.1)=0.1r=0.015*5200*(260+62)/4*260*62=0.389516129H=708*0.1*e0.389516125=104.5mmR1= 0.015*5200*(260+104.5)/4*260*104.5=0.2616028H1=708*0.1*e0.2616028=92mmR2=0.286956521,H2=94.3mm.R3=0.2818119,H3=93.8mm取H=94mm回流端断面实际面积Ae=0.26*0.094=0.02444m2De=√4Ae/π=√4*0.02444/π=176mm,取De=175mm.四:孔板计算Qk=(1+ae)*Q=(1+0.05)* 0.42098=0.386775375m3/s孔径d=15mm,∑A=0.38677/2*2.3=0.0840816m2孔数n=∑A/¼πd2=0.0840816*4/3.14*0.015=480取d=16mm,n=418孔板厚度l/d>3五流浆箱内浆位高度HH=(Kc*Kt)2*V2/2g*u2*3600式中u=0.85,Kc=0.92,Kt=0.93H=574mm,取H=5OOmm***气垫流浆箱高度-------------H=500mm.开式流浆箱高度-------------- H=500mm+200 mm.开式流浆箱不需要溢流以下为另一开式流浆箱计算,择选如下.匀浆辊参数匀浆辊直径:D=250mm匀浆辊线速V匀采用变速传运,V匀=0.2-0.5m/s匀浆辊转速n=0.2/π*D=0.255r/s=15.3r/minn=0.5/π*D=0.637r/s=38r/min喉辊和闸辊之间距离S=Kd+(D1+D2)/2K=16-20 d=喉辊孔径D1喉辊直径D2闸辊直径匀浆辊公率=01-0.3千瓦/每平方米辊面面积X辊面面积。
培训教材流浆箱操作说明1、唇板开度调整1.1. 1 控制上唇板的移动从流浆箱现场控制箱控制,有下列控制开关:OPERATION-SERVICEUP-DOWNFORWARD-BACKWARDOPERATION-SERVICE控制开关控制唇板的竖直移动速度,OPERATION用于低速,SERVICE用于高速。
1.1. 2 位置指示器唇板开度的水平与竖直位置测量数据在流浆箱控制箱上有数字显示,因唇板在水平方向移动,板开度的尺寸将会改变。
1.2边流控制1.2.1综述SYMFLO D流浆箱配有边流,从进浆总管经湍流发生器到唇板区,边流管上控制浆流量的控制阀。
1.2.2边流操作边流用于在纸页两边控制纤维走向,以减小在烘干部的纸页颤动1.2.3边流控制不要将边流全关掉,若边流关闭了,在湍流发生器内的边流管出口将不会供浆,这会对唇板区浆流产生干扰。
边部150mm的问题,从纸页上取四个样,以检测其抗张强度,从距纸页边150mm的地方取第一个纸样,再从中间取另三个纸样,以做比较。
测量纸样的纵/横抗张强度,计算其纵/横张力比,通过不同纸样的相互比较,以检测纸页的纤维走向。
用实验室的Paper-lab测量计,TSO通常从每个卷纸辊上测量仔细观察纸页在压榨部的运行情况及在烘干部的颤动情况,然后据此调整边流,继续调整,直到达到所需区域的纤维走向满足要求,但要同时考虑到纸机的运行性,可以一次调一侧,也可同时调整两侧。
记住:●在纸机运行方面,绝对一致的纤维走向并不一定是最好的,主要通过试验找到最合适的浆流量。
●流量过大会导致浆流从两侧向中间流动●沸点时间寻找最优的流量,并在各种条件下作出比较是值得的。
这样做确实能改善纸机的运行性,提高产的质量。
●不要用边流进行纸页的横幅控制。
1.3 纤维走向的因素1.3.1影响纤维走向的因素:可通过调整下列参数来调整纤维走向:●浆网速比●唇板开度●唇板开度曲线●边流流量浆网速比距零的偏移量越大,它对纤维走向的影响就越大。