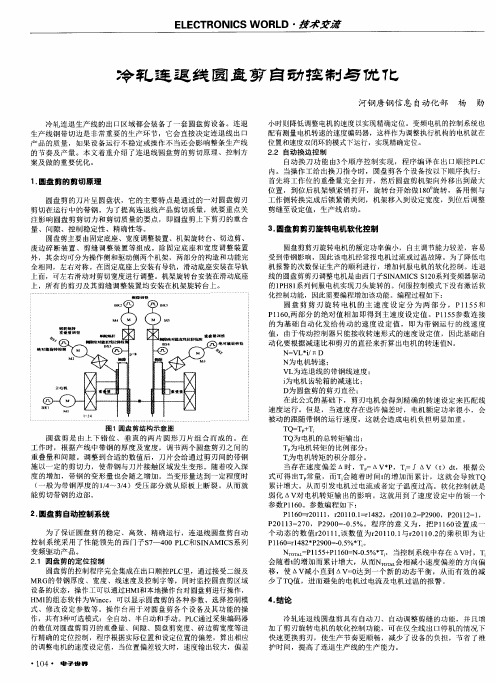
冷连轧自动厚度控制优化
- 格式:pdf
- 大小:195.34 KB
- 文档页数:3

东北大学国家重点实验室冷连轧机厚控系统张殿华王君褚恩辉李建平牛文勇孟爱光王国栋摘要:介绍了东北大学轧制技术及连轧自动化国家重点实验室三机架冷连轧机的厚度及张力控制策略。
给出了改进的位置/压力HCC的控制方法,以及高分辨率前馈AGC、带关联因子的厚度计AGC、变增益监控AGC 及轧制加减速过程的AGC控制方案。
关键词:冷连轧机HCC控制厚度控制Gauge control of tandem cold mill in the state key laboratory ofNortheastern UniversityZhang Dianhua Wang Jun Chu Enhui Li Jianping Niu WenyongMeng Aiguang Wang Guodong(The State Key Laboratory of Rolling Technology and Automation Northeastern University Shenyang 110006)Abstract The gauge control strategy of the 3-stand tandem cold mill at the state key laboratory of rolling technology and automation in Northeastern University is introduced. The improved position and rolling force closed loop Hydraulic Cylinder Control (HCC) is given. The new AGC (Automatic Gauge Control) methods are shown, such as, feedforward AGC with high resolution, gauge meter AGC with side-to-side dependence ratio, monitor AGC with variable gain, and the AGC for speed acceleration and deceleration.Key words tandem cold mill; HCC; AGC东北大学国家重点实验室的三机架冷连轧机是该实验室最重要的一条兼有实验和生产能力的轧线。



轧制厚度及板型控制导读:就爱阅读网友为您分享以下“轧制厚度及板型控制”资讯,希望对您有所帮助,感谢您对的支持! 厚度自动控制和板形控制项目1 板带材轧制中的厚度控制项目2 横向厚差与板形控制技术项目1板带材轧制中的厚度控制一、厚度自动控制的工艺基础 1.p-h图的建立(1)轧制时的弹性曲线轧出的带材厚度等于理论空载辊缝加弹跳值。
轧出厚度:h=S0 +P/K―――轧机的弹跳方程S0 ――空载辊缝P――轧制压力K――轧机的刚度系数根据弹跳方程绘制成的曲线(近似一条直线)――轧机弹性变形曲线,用A 表示。
A(2)轧件的塑性曲线根据轧制压力与压下量的关系绘制出的曲线――轧件塑性变形曲线,用B表示。
B(3)弹塑性曲线的建立将轧机弹性变形曲线与轧件塑性变形曲线绘制在一个坐标系中,称为弹塑性曲线,简称P-h图。
注意A线与B线交点的纵坐标为轧制力A线与B线交点的横坐标为板带实际轧出厚度2. p-h图的运用由p-h图看出:无论A线、B线发生变化,实际厚度都要发生变化。
保证实际厚度不变就要进行调整。
例如:B线发生变化(变为B‘),为保持厚度不变,A线移值A',是交点的坐标不变。
C线――等厚轧制线作用:板带厚度控制的工艺基础板带厚度控制的实质:不管轧制条件如何变化,总要使A 线和B 线交到C线上。
p-h图二、板带厚度变化的原因和特点影响板带厚度变化的因素:1、轧件温度、成分和组织性能不均匀的影响温度↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓变形抗力对轧出厚度的影响2、来料厚度不均匀的影响来料厚度↓→压下量↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓来料厚度对轧出厚度的影响3、张力变化的影响张力↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓张力对轧出厚度的影响4、轧制速度变化的影响通过影响摩擦系数和变形抗力来改变轧制压力。
摩擦系数↓→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓摩擦系数对轧出厚度的影响5、原始辊缝的影响原始辊缝减小,板厚度变薄。
材料与冶金学院李振亮课程名称:《材料成型控制工程基础》(第9章,共11章)编写时间:2010 年9月1日内 蒙 古 科 技 大 学 教 案连铸坯 液芯压下顶弯、 拉矫液压摆式切头均热炉高压水除磷 立辊轧边 F1- F6精轧内蒙古科技大学教案内蒙古科技大学教案图9-14 测厚仪型反馈式厚度自动控制系统 图9-15 δh 与δS 的关系曲线h 实—实测厚度;h 给—给定厚度 “压下有效系数”的概念? 由前式可知,当轧机的空载辊缝S0改变δS 时,所引起的轧件出口厚度变化量δS ,δh 与δS 之间的比值C=δh/δS 称为“压下有效系数”,表示压下螺丝位置改变量能造成多大的轧件出口厚度变化量。
h K Mh K M K S mm δδδ)1(+=+= 内 蒙 古 科 技 大 学 教 案GM-AGC工作原理图前馈式厚度自控系统原理”和“厚度计”测厚的反馈式AGC,都无法避免信号传递的滞后,因而限制了控制精度内蒙古科技大学教案图9-21 前馈AGC 控制示意图 图9-22 δh 、δS 、δH 之间的关系曲线H K M H M M mδδ=+) (9-10) 内 蒙 古 科 技 大 学 教 案内蒙古科技大学教案图9-25 入口和出口断面形状内蒙古科技大学教案内蒙古科技大学教案内蒙古科技大学教案图9-31 四辊钢板轧机的受力和变形[40]内蒙古科技大学教案图9-33 带钢良好板形线簇[40]众所周知,轧制压力波动对带钢板形的影响不是太敏感的,带钢愈厚,影响愈为迟钝。
其原因是带钢是一个整体,只要带钢宽度上各点的不均匀纵向延伸产生的内应力不超过一定限度,带钢就不会失去它维持自身平直的稳定状态,带钢愈薄,维持自身平直的能力愈差。
所以保证轧制带钢板形良好的条件,图上表现出来的不是一条直线,而是一个区间,这个区域随板厚增大而变得愈宽,见图图9-34 带钢板形良好区间[40]与区间上限AE的交点E是不产生边部浪形的临界点;塑性线是不产生中部浪形的临界点。
UCMW冷连轧机板形控制系统优化刘宝军;曹强;张清东【摘要】UCMW冷连轧机是国内大量引进并广泛使用的一种现代化冷连轧机.针对某厂UCMW冷连轧机板形平坦度控制精度不高的问题,系统学习了UCMW冷连轧机板形控制系统.研究发现,原有的弯辊力分配策略只能提供工作辊与中间辊弯辊同向配合,故对于四分之一浪、边中复合浪等复杂浪形无法达到理想的控制效果.在此基础上,提出了根据实测板形缺陷实时调整弯辊力分配比例的控制策略,可在保证二次板形控制精度的同时,最大程度地兼顾控制四次板形.理论研究成果成功应用于实际生产,板形控制精度有了一定程度的提高.【期刊名称】《宝钢技术》【年(卷),期】2014(000)006【总页数】7页(P71-77)【关键词】UCMW冷连轧机;板形平坦度;弯辊力;控制精度【作者】刘宝军;曹强;张清东【作者单位】宝山钢铁股份有限公司,上海201900;北京科技大学,北京100083;北京科技大学,北京100083【正文语种】中文【中图分类】TG334.920世纪80年代后诞生的现代高技术冷带轧机,如四辊CVC轧机、六辊CVC轧机、六辊UCMW/UCM轧机、四辊DSR轧机,都装备了多种具有高次复杂形态板形调控功效曲线的板形控制执行机构[1-4],并且除了压下倾斜和精细分段冷却外,还有两种或三种的执行机构参与板形闭环反馈控制,从而使此类轧机的板形控制数模及系统更为复杂[1,5-8]。
某厂冷连轧机组就是这类轧机的典型代表,它是20世纪末由日本成套引进,应用了当时世界最先进冷轧技术,所采用的UC轧机机型至今已成为被广泛选用的、与CVC轧机机型并列的主流机型,其所采用的板形控制策略及数模也一直是UCMW和UCM轧机普遍使用且近乎标准的板形控制策略及数模。
但是经过几年的生产实践,特别是面对用户对板形质量要求的不断提高和机组产品品种扩展与难轧品种大幅增加,机组板形控制实绩不能完全满足用户要求,因而对此机组的板形控制系统进行了完善改进研究。
张力控制对冷轧轧机带钢厚度控制的影响摘要:在冷轧产线中带钢厚度偏差是轧机厚度控制面临的一个主要问题,是影响产品质量的重要因素,而根据经验发现厚度偏差主要表现在带头带尾以及轧机提速和降速过程中。
通过长时间对厚度偏差规律的摸索和总结,重点要对轧机的速度控制和张力控制进行优化,从而使带钢的厚度偏差问题得到很好的解决。
关键词:厚度偏差张力控制速度控制五机架六辊冷轧连轧轧机作为当今世界上比较先进并且技术比较成熟的轧机系统,普遍应用于各大行钢铁企业,而其设备的强大功能以及复杂的控制系统也使得此类轧机需要极高的控制水平才能生产出预期的高质量冷轧板材,而厚度控制作为影响冷轧带钢产品质量的一项重要指标,直接决定着轧机能否发挥其最大的生产潜力,创造更多的效益。
此类轧机在具备高精度控制水平情况下轧制的成品厚度可覆盖0.15mm-2.5mm。
精确的厚度控制对设备精度及控制精度要求极高,轧机系统中的任何一环不论是现场硬件设备还是软件控制程序出现问题都会直接影响产品质量。
而带钢厚度不符,偏差达不到产品要求就是影响冷轧带钢质量的一个重大难题,厚度控制不稳定,就会导致产线出现大量的协议品和废品,严重影响带钢质量,造成大量经济损失。
通过对某机组长时间的厚度偏差规律的摸索和大量数据的分析,发现厚度偏差主要出现在以下两个过程中,这就为问题的定性提供了一个基本的方向。
首先是轧机起停车阶段,轧机的起停车情况主要发生在轧机换辊和发生事故时的非计划停车。
由于机组当时处于调试阶段,设备故障率比较高,轧机起停车的次数和频率比较高,在生产过程中,通过轧机出口测厚仪监控发现,在轧机停车后再次启车时,成品厚度波动比较大,当成品厚度小于1mm时,厚度偏差范围在±80um;当成品厚度大于1mm小于1.5mm时,厚度偏差范围在±120um;当成品厚度大于1.5mm时,厚度偏差范围在±150um;其次是轧机加减速阶段。
轧机的加减速主要包括轧机过焊缝时的升降速和酸洗段出现异常情况降速时,轧机随之降速。
中厚板生产中自动化控制系统的应用与优化摘要:中厚板轧制自动化系统反映了线材轧制控制的自动化程度,采用中厚板轧机自动控制系统不仅可以提高生产质量和利用率,而且可以满足特殊的控制要求。
从AGC绝对厚度控制、轧区跟踪系统和自动轧制三个方面介绍了自动控制优化的实际应用关键词“绝对AGC”;中厚板;自动化系统钢铁行业是典型的制造生产过程包括各种钢铁工业,具有很高的针对性和渗透性。
生产过程不仅包括成本、质量和效率等市场竞争因素,还包括资源、能效和可承受性等因素,以及过程排放、环境兼容性和工业生态系统等可持续发展因素。
一、中厚板生产工艺概述轧制产品(各种钢材)作为钢铁行业长流终端技术,直接服务于各行各业。
轧钢工艺的品种和质量首先代表了钢铁行业的整体生产水平,经过检查和清理的坯料被送到铸坯车间原料跨进行切割所需的长度。
按类型、来源、钢种和生产计划储存。
推料机将一个轧制坯料一个接一个推入辊道,并将其送入加热炉;送料机将板材加热至1150-1250℃后将其推入热炉,板材通过辊子输送至轧机。
除鳞箱经过首先氧化铁皮从高压水中去除;然后进入轧机。
四辊可逆式轧机。
轧机配有锥形工作辊,用于轧制工件。
高压水去除轧制表面的氧化铁。
通用13-17次往复轧,至最终产品的尺寸,轧制后,钢板由钢板矫直机矫直,钢板矫直后由冷床冷却。
在生产过程中,钢板的加工主要包括厚度、宽度、钢板长度等物理尺寸。
为了提高轧制板材的机械性能,通常在轧机后部安装快速冷却装置,将轧制板材冷却到一定温度,以获得所需的板材性能。
厚板自动轧制系统的控制功能包括:将工件从原来的厚度、宽度和长度轧制到所需的厚度、宽度和工件长度。
快速冷却板具有良好的机械性能。
计划在该地区增加产量,以提高生产速度和生产率。
在生产过程中,操作者必须在生产过程中进行指导和控制,维修人员必须有一定的控制手段,以便于错误的处理。
二、案例分析1.AGC厚度绝对控制。
厚钢板轧机的自动控制系统采用AGC绝对厚度控制系统建立轧制宏微观跟踪平台,根据L2系统数据和自动轧制的主要功能,实现可逆自动轧制过程。