SY型高刚度轧钢机标准修订说明
- 格式:doc
- 大小:56.50 KB
- 文档页数:8


《SY型高刚度轧钢机》标准修订说明随着国内棒线材生产线轧机装备水平的不断提高,现行 YB/T 027 — 92《SY型高刚度轧钢机》行业标准已经不能适应当前的使用需要。
为此2005年由中国钢铁工业协会提出并下达了“钢协质标专[2005]06号文”,要求由原标准的起草单位:中冶集团北京冶金设备研究设计总院负责对YB/T 027 — 92《SY型高刚度轧钢机》标准进行修订,并正式立项组成标准起草小组。
中冶集团北京冶金设备研究设计总院作为SY型高刚度轧机的最初设计者,已有20多年的设计经验。
在跟踪国际先进技术的同时,结合国内轧钢生产厂家的实际需要,对SY型高刚度轧机进行了不断地补充和完善。
增加了轧机规格,建全了技术规范,拓展了应用范围,使SY型高刚度轧机不仅可以在型、棒材生产线上使用,而且也可以在棒线材、窄带钢,以及棒带材复合生产线上使用。
故原标准十分有必要在原有基础之上进行修订和补充。
为了使标准修订能够适应当前生产的需要,标准起草小组成员首先走访了国内许多轧钢生产厂家,对轧材生产线的现状进行了充分地调研与分析;同时走访了制造轧线设备的主要制造厂家,对制造厂商的装备和工艺流程进行了充分地考察和交流。
通过走访调研,我们注意到,国内的钢铁企业轧钢生产线的设备普遍进行了更新换代,轧机装备水平都有了不同程度的提高;制造厂商的装备水平也有较大提高。
并且,随着ISO9000质量认证体系的推进,生产流程要求更加规范化。
随着轧钢生产产能的不断扩大,轧钢企业需要稳定高效的轧制设备,对轧机的质量及备品备件的通用性和互换性提出了更高的要求;制造厂商则希望批量化生产,以利于降低成本和缩短供货周期。
总之,结合设计、制造和使用厂家的要求,我们在考虑上述因素的基础上对原标准进行了全面系统的修订,现已形成了初稿即征求意见稿。
在修订中,我们重点把握的几项原则:1.以目前国内外最新技术和发展方向为基础;2.以制造和使用厂家的要求为依据;3.以SY型高刚度轧机的标准化系列化为原则。

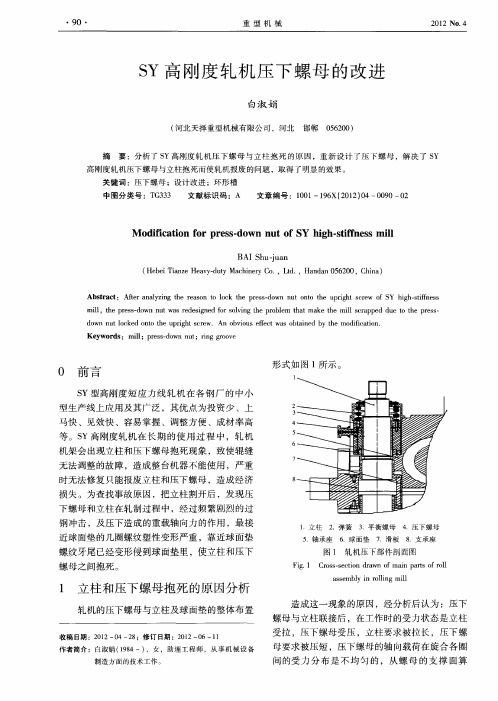
1前言轧机主联轴器上安全销对轧机的动力系统和传动系统起着过载保护的作用。
我厂1994年从意大利DANIELI 公司引进的、具有20世纪90年代国际先进水平的高刚度短应力线牌坊式轧机,通过安全联轴器保护其整个传动装置。
由于设备不断的改造升级,国外原设计安全销频繁断裂,结构尺寸已不适应现场轧制需要,本文通过有限元计算、分析,得出满足现场安全销结构尺寸。
2安全销的校核计算安全销联轴器简图如图1所示。
2.1主传动力矩分析对于轧机,由于存在诸多负荷变化等不确定因素,即安全销所传递的最大扭矩为未知数,遂可以近似的将实际电机的力矩作为安全销的计算力矩M m 。
选用轧机主传动350kW 直流电机驱动,其转数为n =600/1200r /min ,则电机输出轴实际传递最大扭矩为:T c =T N k n 9550×350600=5570.8N ·m式中,T 为理论转矩(N ·m );N k 为电机功率(kW );n 为电机转数(r /min )。
因联轴器安装在电机输出轴上,转数相等,所以安全销传递力矩M n 为:M n =T c =5570.8N ·m 对于安全联轴器,当安全销切断时,被保护零件中的应力不应超过弹性极限,可按以下公式计算:M m =M n k σe σb5570.8×5×0.5=13927N ·m式中,M n 为安全销传递力矩;k 为被保护零件的安全系数,这里取k =5;σe 、σb 为轧机中被保护零件的弹性极限与强度极限,比值0.5;M m 为被保护零件的计算力矩,即安全销的剪断力矩。
2.2安全销受力分析及强度校核安全销主要承受剪切力及挤压力,有两个受剪切面A —A 和B —B ,受剪面上的剪力Q 组成一力偶,其力臂为D 。
受力分析如图2所示。
所以Q=M m /D ,按剪断条件,剪应力应超过剪切强度极限:τ=Q /A ≥τb式中,A 为受剪面的面积,这里A =π(d 12-d 22)/4mm 2(图3);d 为安全销直径,原设计d 1=13.21mm ,d 2=10mm ;τ为剪应力,N /mm 2;τb 为剪切强度极限,τb =k [τ],N /mm 2;k 为安全系数;[τ]为材料的许用剪应力,对于钢材,工程上常数[τ]=(0.75~0.8)[σ],N /mm 2;[σ]为钢材的许用拉应力,N /mm 2。

承德新新钒钛股份有限公司棒材厂轧钢调整工岗位作业标准CZ33.04.010—20041.岗位职责1.1严格按标准控制本岗位轧件尺寸及表面质量,及时消除轧制缺陷,保证成品质量。
2.及时调整本岗位导卫装置,处理班中轧制故障,保证生产顺利进行。
3.保证所属设备安全运转,避免人身、设备事故发生。
4.负责清扫及保持本区域地面及设备卫生5.负责本区域设备点检及润滑工作二、设备性能和技术参数—1—2.1轧机调整性能见《工艺技术规程》2.2导卫配置见《工艺技术规程》2.3轧件高度调整见《工艺技术规程》三、安全技术操作程序1.接班1.1.接班前必须休息好,严禁酒后上岗。
1.2.提前15分钟到班,穿戴好劳动保护用品,准备好上岗工具,参加班前会。
1.3.提前5分钟上岗,与上一班各岗位工对口交接,询问轧制情况、红坯尺寸与成品质量。
1.4.观察上班轧件的运行情况,粗、中轧机组用卡钳测量—2—料型,测量时应待轧件咬入下架轧机且运行稳定后,侧身进行。
1.5.停车检查岗位1.5.1.关轧机冷却水,CP2停车,待轧机完全停稳后,选择现场操作台为“LOCAL”位,上前操作。
1.5.2.检查轧槽磨损情况,结合轧制量判定是否换槽或换辊。
当轧槽磨损严重或出现掉肉、麻坑、裂纹等缺陷时,应及时更换,要合理使用轧槽,保证同一辊上的轧槽磨损均匀一致。
1.5.3.检查各机架进出口导卫磨损情况及所有导槽、喇叭口、辊道等磨损情况,滚动导卫导—3—辊是否转动自如,需要更换的导卫件,按导卫配置表的规定更换。
换导卫时要先用试棒对滚动导卫开口度进行推拉试验,并做适当调整。
粗轧导辊间距=来料料型+1.5~2mm; 中轧导辊间距=来料料型+1~1.5mm;精轧导辊间距与轧件试棒推拉松紧合适。
1.5.4.根据实测上班料型按标准调整料高,并将调整量通知CP2操作工。
1.5.5.检查并确认导卫与轧槽对中情况,导卫前端与轧辊间隙是否符合要求,导卫件的固定是否牢靠,松动的螺丝加以紧固。
3500中厚板轧机--轧机毕业设计开题报告燕山大学本科毕业设计(论文)开题报告课题名称:3500中厚板轧机学院(系):机械工程学院年级专业:06级机电3班学生姓名:王瑞超指导教师:牟德君完成日期:2009年3月17日一、综述本课题国内外研究动态,说明选题的依据和意义冶金工业部标准规定:厚度在4毫米以下的钢板称为薄板;厚度在4毫米以上的称为厚板。
我国习惯于将厚度在4~25毫米范围内的钢板成为中板。
在国民经济的各个部门中广泛的采用中板。
它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等。
[1] 中板生产目前均采用热轧。
即将钢胚或钢锭加热后,在轧机中经多道次轧制,轧成一定厚度的钢板。
生产中板的轧机型式很多。
按机架机构分类,可分为二辊式、四辊式、复合式和万能式几种。
按机架布置风雷,可分为单机架、并列式和顺列式等几种。
[1]1.轧钢机的发展初轧机的发展。
初轧机的发展经过了3个阶段,到20世纪70年代初,初轧机的轧辊直径已增大到了1 500 mm。
我国从1959年开始自行设计制造开坯机,目前已制成700mm,750tam,850lnm,1 150mm初轧机。
20世纪80年代以来,连铸技术得到较大的发展,连铸比达到80%甚至更高,连铸连轧工艺和设备也日趋完善,初轧机的职能将逐步转变为配合连铸,弥补连铸在钢种和规格方面的不足。
带钢连轧机的发展。
在所有市场需求的钢材中,板带材占有相当大的比重。
我国于1981年从13本引进1 700mm热连轧机的全套设备。
随后,一大批具有先进生产工艺的热连轧和冷连轧板带厂迅速崛起,。
热连轧机发展的主要特点有:加大带卷和坯料重量,减少切头切尾的损耗,提高产品收得率;采用加速轧制,提高钢材产量;产品规格增加,精度提高;采用计算机控制,提高了自动化水平等。
冷轧钢板的生产成本、投资费用虽然比热轧钢板高,但由于冷轧钢板的性能和质量比热轧好,在同样用途下,可以节约金属材料达30%,故冷轧板生产得到迅速发展。
国家安全监管总局关于印发冶金企业安全生产标准化评定标准(轧钢)的通知安监总管四〔2010〕172号各省、自治区、直辖市及新疆生产建设兵团安全生产监督管理局,有关中央企业:为进一步加大冶金企业安全生产标准化工作力度,依据《国务院关于进一步加强企业安全生产工作的通知》(国发〔2010〕23号,以下简称《通知》)和《企业安全生产标准化基本规范》(AQ/T9006-2010),制定了《冶金企业安全生产标准化评定标准(轧钢)》,现印发给你们,请认真遵照执行。
各级安全监管部门要把开展冶金企业安全生产标准化活动作为落实企业安全生产主体责任的重要途径,结合本地区实际制定具体工作方案,有效推进工作。
冶金轧钢企业要把安全生产标准化创建活动与深入贯彻落实《通知》精神以及《轧钢安全规程》要求结合起来,依据《冶金企业安全生产标准化评定标准(轧钢)》,积极开展达标工作,提高企业安全生产管理水平。
各地区、各企业在实施过程中如遇到问题,请与国家安全监管总局监管四司联系。
国家安全生产监督管理总局二○一○年十月十二日冶金企业安全生产标准化评定标准(轧钢)考评说明1.本评定标准所指的轧钢企业包括钢铁联合企业中的轧钢单元及独立轧钢生产企业,适用于轧钢企业开展安全生产标准化自评、申请、外部评审及各级安全监管部门监督审核等相关工作。
2.在考核年度内未发生较大及以上生产安全事故、依法生产的轧钢企业,可以参加安全生产标准化等级考评。
3.本评定标准分为13项考评类目(A级元素)、47项考评项目(B 级元素)和187条考评内容(核心内容)。
4.在评定标准表中的自评/评审描述列中,企业及评审单位应根据评定标准的有关要求,针对企业实际情况,如实进行得分及扣分点说明、描述,并在自评扣分点及原因说明汇总表(见附表)中逐条列出。
5.本评定标准中累计扣分的,均为直到该考评内容分数扣完止,不出现负分。
有特别说明扣分的(在考评办法中加粗的内容),在该类目内进行扣分。
S Y -850高刚度轧机有限元分析与优化设计肖润涛① 侯青林 段永栋 刘振宇 杜 鑫(北京中冶设备研究设计总院有限公司 北京100029)摘要 分析了高刚度轧机的现状和发展趋势,从产品需求出发,结合生产实际,类比分析成熟技术,用I nvent or 软件对SY -850高刚度轧机的主要零部件进行了有限元分析和结构优化,最终达到了优化设计的目的。
关键词 高刚度轧机 I nvent or 软件 有限元分析 优化设计F i n ite Ele m en t Ana lysis and O pti m i za ti on D esi gnfor S Y 2850H i gh R i g i d M illXiao Runtao Hou Q inglin Duan Yongdong L iu Zhenyu Du Xin(Beijing Central Research &Design I nstitute f orMetallurgical Equi pment ofMCC Gr oup,Beijing 100029)ABSTRACT This paper analyzes the current stage and devel opment trend of H igh R igid M ill .According t o p r oduct requirements,combined with the actual p r oducti on,making use of anal ogous analysis and advanced techni 2cal,I nvent or s oft w are has been used f or finite element analysis and structure op ti m izati on,finally the ai m of op ti m i 2zati on design has been achieved .KE YWO R D S H igh rigid m ill I nvent or s oft w are Finite ele ment analysis Op ti m izati on design1 轧机现状及发展需求SY 高刚度轧机及轧制技术不断发展,规格小于Ф650的高刚度轧机国内设计、制造和应用已相当成熟,并经过多次优化改型,已形成系列化产品。
SY型高刚度轧钢机标准修订说明《SY型高刚度轧钢机》标准修订说明随着国内棒线材生产线轧机装备水平的不断提高,现行 YB/T 027 — 92《SY型高刚度轧钢机》行业标准已经不能适应当前的使用需要。
为此2005年由中国钢铁工业协会提出并下达了“钢协质标专[2005]06号文”,要求由原标准的起草单位:中冶集团北京冶金设备研究设计总院负责对YB/T 027 — 92《SY型高刚度轧钢机》标准进行修订,并正式立项组成标准起草小组。
中冶集团北京冶金设备研究设计总院作为SY型高刚度轧机的最初设计者,已有20多年的设计经验。
在跟踪国际先进技术的同时,结合国内轧钢生产厂家的实际需要,对SY型高刚度轧机进行了不断地补充和完善。
增加了轧机规格,建全了技术规范,拓展了应用范围,使SY型高刚度轧机不仅可以在型、棒材生产线上使用,而且也可以在棒线材、窄带钢,以及棒带材复合生产线上使用。
故原标准十分有必要在原有基础之上进行修订和补充。
为了使标准修订能够适应当前生产的需要,标准起草小组成员首先走访了国内许多轧钢生产厂家,对轧材生产线的现状进行了充分地调研与分析;同时走访了制造轧线设备的主要制造厂家,对制造厂商的装备和工艺流程进行了充分地考察和交流。
通过走访调研,我们注意到,国内的钢铁企业轧钢生产线的设备普遍进行了更新换代,轧机装备水平都有了不同程度的提高;制造厂商的装备水平也有较大提高。
并且,随着ISO9000质量认证体系的推进,生产流程要求更加规范化。
随着轧钢生产产能的不断扩大,轧钢企业需要稳定高效的轧制设备,对轧机的质量及备品备件的通用性和互换性提出了更高的要求;制造厂商则希望批量化生产,以利于降低成本和缩短供货周期。
总之,结合设计、制造和使用厂家的要求,我们在考虑上述因素的基础上对原标准进行了全面系统的修订,现已形成了初稿即征求意见稿。
在修订中,我们重点把握的几项原则:1.以目前国内外最新技术和发展方向为基础;2.以制造和使用厂家的要求为依据;3.以SY型高刚度轧机的标准化系列化为原则。
主要修订内容如下:1.范围按规范将原标准本条题目“主题内容与适用范围”简化为“范围”。
本条主要变动如下:(1)将原标准技术条件明确为技术要求;增加了“检验方法和规则、标志、包装和贮运”以便与后续内容对应。
(2)根据实际情况,将轧机的适用范围拓展至轧制线材、窄带材的粗中轧机。
2.规范性引用文件按规范将原标准本条题目“引用标准”修改为“规范性引用文件”。
本条主要变动如下:(1)段首增加了引用说明,明确引用标准的版本。
(2)增加了“GB/T 3768 声学声压法测定噪声源声功率级…”标准条目,为本标准“6.3 整机躁声测定”规定了标准。
(3)增加了“GB/T 5226.1 机械安全机械电气设备…”标准条目,为本标准“5.6 安全要求”规定了标准。
(4)原YB3220.x 宝钢二高炉设备制造通用技术条件已不再适应现行要求,以JB/T替代。
3.术语、标记3.1对术语“刚度、弹跳量、径向调整量、轴向调整量、轴向窜动量”加英文注释。
3.1.5 将原标准轴向窜动量中“在轴向力的作用下…”,修改为“在轧制力的作用下…”,因为轴向力是轧制力的分力, 轴向窜动最终是由轧制力引起的。
3.2.1调整轧机的标记方法。
原轧机标记方法:SY – X X X – X¯¯¯¯¯¯¯¯¯¯类型(B型可不标出,A:A型即轴向调整方式与B型不同;C:C型即偏心套式规格(轧辊公称直径,cm)形式(2:二辊式)产品名称存在以下问题:现今SY型高刚度轧机只有二辊式,无须特殊标记;现轧机轧辊公称直径均以毫米mm为单位,不再以厘米cm为单位;前两项连列容易造成误解;现今轧机只有主流机型,原适用于横列式改造的派生系列极少应用,不应再罗列。
现标记方法:SY– XXX × XXX轧辊辊身长度,mm轧辊公称直径,mmSY型高刚度轧钢机现标记方法更符合通用标记方法。
3.2.2 调整轧机的标记示例:轧辊公称直径为250mm ,辊身长度为450mm的SY型高刚度轧钢机,原标记示例:SY-225×450 YB/T 027 — 92现标记示例:SY-250×450 YB/T 027 — 200X 4.1将原标准本条题目“型式”修改为“型式及外形尺寸”。
轧机型式化繁为简,直接定义主流机型,原派生系列因极少应用而不再罗列,在给出轧机型式简图同时,标注外形尺寸,结构工整。
4.1.1 将原标准4.1.1~4.1.4结构型式(包括A、B、C 型)说明,统一为对现机型结构型式的说明,说明SY型高刚度轧钢机为无牌坊、拉杆连接式短应力线机架结构,由辊系、压下装置及底座等组成;辊系及压下装置的结构;较原标准更明确。
4.1.2 轧机外形尺寸将原标准4.2.2项提至此处, 对应标注外形尺寸的轧机简图,列出各规格尺寸表,结构紧凑。
轧机规格根据实际应用情况,补充了SY-450、SY-550、SY-600、SY-650、SY-750、SY-850六种型号。
4.2 型号及基本参数本条主要变动如下:⑴补充了SY-450、SY-550、SY-600、SY-650、SY-750、SY-850六种型号,删除不再应用的C系列。
⑵删除轧制速度栏目。
轧制速度因工艺要求而异,在轧机适用范围内,以小规格棒材线速度最高,因普遍采用切分轧制,小规格棒材线速度最高不超过18m/s,相应轧机均能满足要求,故此不再标注。
⑶根据实际情况,修正轧机机架及底座重量。
5.2.1对技术性能作如下修订:补充了SY-450、SY-550、SY-600、SY-650、SY-750、SY-850六种型号,删除不再应用的C系列。
重新核定了轧机的静刚度。
5.2.3 将原标准中“轧机可实现轴向固定轴承的轴向游隙的预先调整,…”,修改为“轧机可实现止推轴承的轴向游隙的预先设置,…”,轧机是由止推轴承承受轴向力的,故由止推轴承代替轴向固定轴承更明确;止推轴承的轴向游隙可根据要求预先设置。
5.2.7 将原标准中“轧辊轴承的温升不得大于40℃,…”,修改为“轧辊轴承的温升不得大于60℃,…”,根据现场实际情况,轧辊轴承的温升只要不大于60℃,对轧辊轴承寿命及轧机均无较大影响。
5.3.1 将原标准中“滚动轴承的选用应该符合GB307.1的有关规定,轧辊轴承选用E级精度”,修改为“滚动轴承的选用应该符合GB/T307.1、GB/T307.3、JB/T5389.1的有关规定,轧辊轴承选用6级精度”,按现行要求修改。
5.3.2将原标准中“轧辊应符合GB1504的有关规定”,修改为“铸钢轧辊应符合GB/T1503的有关规定,铸铁轧辊应符合GB/T1504的有关规定”,轧机因工艺要求而采用相应材质的轧辊,故此增加对铸钢轧辊的要求。
5.3.3 增加“轧机末注明公差的线性和角度尺寸的一般公差、选用GB/T 1804中的m级。
轧机末注明的形位公差值、选用GB/T 1184中的K级”,明确末注明公差的范围。
5.3.4将原标准中“焊接件应符合YB3220.8的有关规定”,修改为“焊接件应符合JB/T5000.3的有关规定”。
以JB/T5000.3替代不再适应现行要求的YB3220.8 宝钢二高炉设备制造通用技术条件。
5.3.5将原标准中“铸铁件应符合YB3220.2的有关规定”,修改为“铸铁件应符合JB/T5000.4的有关规定”。
以JB/T5000.4替代不再适应现行要求的YB3220.2 宝钢二高炉设备制造通用技术条件。
5.3.6将原标准中“铜、铝合金铸件应符合YB3220.3的有关规定”,修改为“有色金属铸件应符合JB/T5000.5的有关规定”。
以JB/T5000.5替代不再适应现行要求的YB3220.3 宝钢二高炉设备制造通用技术条件。
5.3.7将原标准中“铸钢件应符合YB3220.1的有关规定”,修改为“铸钢件应符合JB/T5000.6、JB/T5000.7的有关规定”。
以JB/T5000. 6、JB/T5000.7替代不再适应现行要求的YB3220.1 宝钢二高炉设备制造通用技术条件。
5.3.8将原标准中“锻件应符合YB3220.7的有关规定”,修改为“锻件应符合JB/T5000.8的有关规定”。
以JB/T5000.8替代不再适应现行要求的YB3220.7 宝钢二高炉设备制造通用技术条件。
5.3.9将原标准中“机械加工件应符合YB3220.6的有关规定”,修改为“机械加工件应符合JB/T5000.9的有关规定”。
以JB/T5000.9替代不再适应现行要求的YB3220.6宝钢二高炉设备制造通用技术条件。
5.3.10将原标准中“轧机的涂装应符合YB3220.11的有关规定,…”,修改为“轧机的涂装应符合JB/T5000.12的有关规定,…”。
以JB/T5000.12替代不再适应现行要求的YB3220.11 宝钢二高炉设备制造通用技术条件。
5.4.1在轧机的轴承座、支承座加工要求中,新标准中取消各派生型式的称谓,与第3.2.1项相呼应。
5.4.2在轧机的拉杆加工要求中,新标准中取消各派生型式的称谓;将原立柱改为通用的拉杆称谓,与第4.1.1项相呼应。
5.4.3新标准中取消对已淘汰的C型轧机的偏心齿轮粗加工要求,同时增加了对轧机轴向调整机构中齿轮螺纹套粗加工的要求。
5.5.1将原标准中“轧机装配应符合YB3220.5的有关规定”,修改为“轧机装配应符合JB/T5000.10的有关规定及图纸要求”。
以JB/T5000.10替代不再适应现行要求的YB3220.5 宝钢二高炉设备制造通用技术条件。
5.5.2新标准中增加了“轧机配管应符合JB/T5000.11的有关规定及图纸要求”。
使轧机配管有了规范化要求。
5.5.3在轧机的精度要求中,对轧机的轧辊辊颈与四列圆柱轴承内圈内径间过盈量、轧辊固定端推力轴承的轴向间隙、上、下轧辊相对轴向窜动最大量的平均值、支承座与底座止口间间隙等项精度的要求进行了分组规定,较原标准更合理。
5.5.9新标准中增加了“径向调整上、下轧辊中心距,全程往返一次,行程应符合图纸要求”。
使轧机径向调整有了规范化要求。
5.6新标准中增加了安全要求,即“轧钢过程中,轧机严禁带钢压下”。
以防止由此引起的设备损毁、拉钢及堆钢等生产事故,消除安全隐患。
6 检验方法和规则新标准中要求按修订后的第5条款项进行检查及验收,提高了整机的性能。
7.1标志新标准中规定了产品标牌内容,主要包括:a)轧机的型号名称;b)主要技术参数;c)产品出厂编号;d)制造厂名称或商标;e)出厂日期。
较原标准更为明确。
修订后的新标准,更新了全部的引用标准;修订了原标准的技术参数;完善了轧机型号系列、检验手段及验收标准。