常用塑料模具材料一览表
- 格式:xls
- 大小:32.01 KB
- 文档页数:1
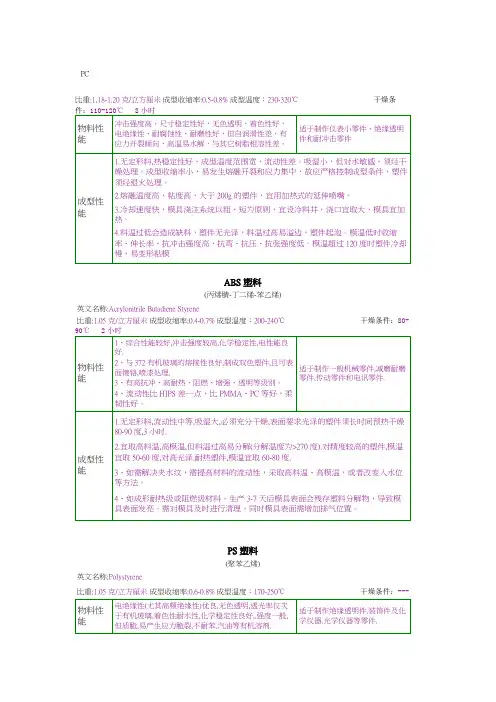
PC比重:1.18-1.20克/立方厘米成型收缩率:0.5-0.8% 成型温度:230-320℃干燥条件:110-ABS塑料(丙烯腈-丁二烯-苯乙烯)英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7% 成型温度:200-240℃干燥条件:80-90℃ 2PS塑料(聚苯乙烯)英文名称:Polystyrene比重:1.05克/立方厘米成型收缩率:0.6-0.8% 成型温度:170-250℃干燥条件:---PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂)英文名称:Polymethyl Methacrylate比重:1.18克/立方厘米成型收缩率:0.5-0.7% 成型温度:160-230℃干燥条件:70-90℃ 4POM塑料(聚甲醛)英文名称:Polyoxymethylene(Polyformaldehyde)比重:1.41-1.43克/立方厘米成型收缩率:1.2-3.0% 成型温度:170-200℃干燥条件:80-PP塑料(聚丙烯)英文名称:Polypropylene比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5% 成型温度:160-220℃干燥条件:---PE塑料(聚乙烯)英文名称:Polyethylene比重:0.94-0.96克/立方厘米成型收缩率:1.5-3.6% 成型温度:140-220℃干燥条件:---聚氯乙烯PVC英文名称:Poly(Vinyl Chloride)比重:1.38克/立方厘米成型收缩率:0.6-1.5% 成型温度:160-190℃干燥条件:---PA塑料(尼龙)(聚酰胺)英文名称:Polyamide比重:PA6-1.14克/立方厘米PA66-1.15克/立方厘米PA1010-1.05克/立方厘米成型收缩率:PA6-0.8-2.5%PA66-1.5-2.2%成型温度:220-300℃干燥条件:100-110℃ 12小时PPO塑料(MPPO)(聚苯醚)英文名称:poly(phenylene oxide)比重:1.07克/立方厘米成型收缩率:0.3-0.8% 成型温度:260-290℃干燥条件:130℃ 4小时PSU塑料(聚砜)英文名称:Polysulfone比重:1.25-1.35克/立方厘米成型收缩率:0.5-0.7% 成型温度:290-350℃干燥条件:130-150℃ 4小时PTFE塑料(F4)(聚四氟乙烯)英文名称:Polytetrafluoro ethylene比重:2.1-2.2克/立方厘米成型收缩率:3.1-7.7% 成型温度:330-380℃干燥条件:---ASA 塑料(丙烯酸-苯乙烯-丙烯睛)英文名称:Acrylonitrile Styrene acrylate copolymer比重:1.05克/立方厘米 成型收缩率:0.4-0.7% 成型温度:170-230℃ 干燥条件:80-90℃ 2PPS 塑料(聚苯硫醚)英文名称:Phenylene sulfide比重:1.36克/立方厘米 成型收缩率:0.7% 成型温度:300-330℃干燥条件:---ETFE 塑料(聚四氟乙烯-乙烯共聚物)英文名称:Polytetrafluoro ethylene比重:.7克/立方厘米 成型收缩率:3.1-7.7% 成型温度:300-330℃ 干燥条件:---PFA 塑料(可溶性聚四氟乙烯)英文名称:Polytetrafluoro ethylene比重:2.13-2.167克/立方厘米 成型收缩率:3.1-7.7% 成型温度:350-400℃ 干燥条件:---PAR 塑料 (U 塑料)(聚芳脂)英文名称:比重:1.2-1.26克/立方厘米 成型收缩率:0.8% 成型温度:300-350℃ 干燥条件:100~120℃-5酚醛塑料英文名称:Phenol-Formaldehyde(PF)比重:1.5-2.0克/立方厘米成型收缩率:0.5-1.0% 成型温度:150-170℃氨基塑料英文名称:MF,UF比重:1.5克/立方厘米成型收缩率:0.6-1.0% 成型温度:160-180℃环氧树脂(EP)英文名称:Epoxide Resin比重:1.9克/立方厘米成型收缩率:0.5% 成型温度:140-170℃有机硅塑料(IS)英文名称:Silicone比重:1.75-1.95克/立方厘米成型收缩率:0.5% 成型温度:160-180℃注:1、本标准的精度等级分成1-8共8个等级。
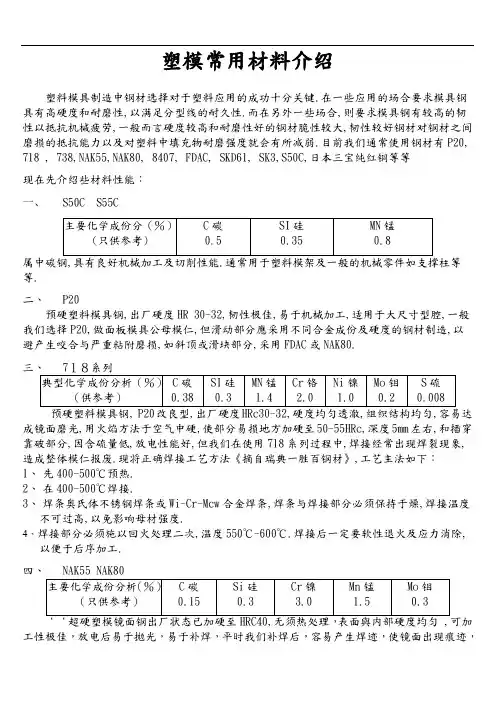
塑模常用材料介绍塑料模具制造中钢材选择对于塑料应用的成功十分关键.在一些应用的场合要求模具钢具有高硬度和耐磨性,以满足分型线的耐久性.而在另外一些场合,则要求模具钢有较高的韧性以抵抗机械疲劳,一般而言硬度较高和耐磨性好的钢材脆性较大,韧性较好钢材对钢材之间磨损的抵抗能力以及对塑料中填充物耐磨强度就会有所减弱.目前我们通常使用钢材有P20, 718 , 738,NAK55,NAK80, 8407, FDAC, SKD61, SK3,S50C,日本三宝纯红铜等等现在先介绍些材料性能:一、S50C S55C等.二、P20预硬塑料模具钢,出厂硬度HR 30-32,韧性极佳,易于机械加工,适用于大尺寸型腔,一般我们选择P20,做面板模具公母模仁,但滑动部分應采用不同合金成份及硬度的钢材制造,以避产生咬合与严重粘附磨损,如斜顶或滑块部分,采用FDAC或NAK80.成镜面磨光,用火焰方法于空气中硬,使部分易损地方加硬至50-55HRc,深度5mm左右,和插穿靠破部分,因含硫量低,放电性能好,但我们在使用718系列过程中,焊接经常出现焊裂现象,造成整体模仁报废.现将正确焊接工艺方法《摘自瑞典一胜百钢材》,工艺主法如下:1、先400-500℃预热.2、在400-500℃焊接.3、焊条奥氏体不锈钢焊条或Wi-Cr-Mcw合金焊条,焊条与焊接部分必须保持于燥,焊接温度不可过高,以免影响母材强度.4、焊接部分必须施以回火处理二次,温度550℃-600℃.焊接后一定要软性退火及应力消除,以便于后序加工.工性极佳,放电后易于拋光,易于补焊,平时我们补焊后,容易产生焊迹,使镜面出现痕迹,现将正确补焊和拋光工艺《摘自輝煌五金》介紹.焊接方法及程序:焊接时應依从下列方法及程序进行:1、预备●撤底清理所有油污,外物及外皮●清除表面所有处理层●将焊接边沿至少造至3R或以上之焊路2、焊技●NAK-W(适用于NAK55及NAK80)3、预加热●300℃至400℃●使用电炉或氣体加热器(PROPANE ORNATURAL GAS BURNER)逐渐加热.4、烧焊●正常直流电极、逆烧焊(DC normal polarity,backward welding)5、后加热●450℃至500℃*1小时焊接时须特别注意:倘若使用氣体加热器(PROPANE OR NATURE GAS BURNER)预加热或后加热时,整块工件应同时受热,以免出现破裂. 如烧焊或使用时出现破裂面需给予修补时,焊料(DEPOSITS)YG 往往比较多,在这情况下,綜合尺寸有些微改变,亦须在烧焊后立即进行应力消除(于870℃),及给予时效硬化(AGEING PROCESING)处理,温度由500℃至520℃.正常拋光程序车削、銑削、放电、磨光(#220→#320→#400)金刚砂纸磨光(#320→#400→#600→#800→#1000→#1200→#1500)钻石膏精磨(#1200→#1800→#3000→#8000→#14000)如将NAK55打磨细过#5000時,要小心会因过份打意识到而出现橙皮纹.NAK80因有更佳之拋光性能,因此虽打磨超过#5000,亦不会有此情况出现.五、FDAC 特种热作钢无需热处理,已预硬HRC40-44℃含钒约六、SKD61 优质热作钢七、SK3优质冷冲模钢经热处理后作耐磨板或压条使用。
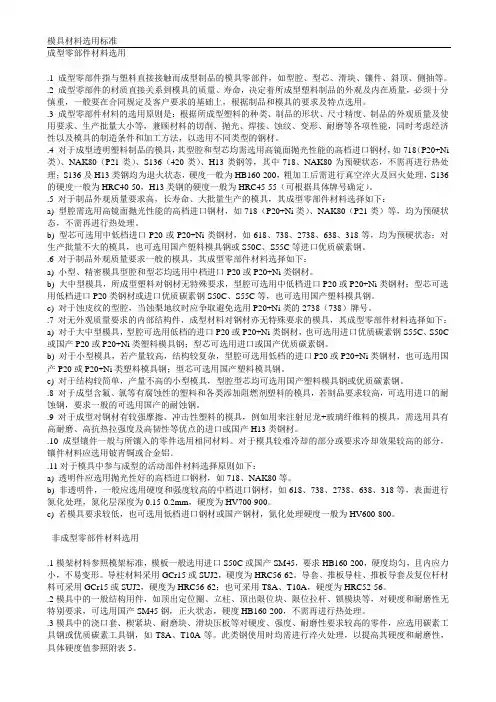
模具材料选用标准成型零部件材料选用.1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。
.2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
.3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
.4 对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni 类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根据具体牌号确定)。
.5 对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下:a) 型腔需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。
b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
.6 对于制品外观质量要求一般的模具,其成型零部件材料选择如下:a) 小型、精密模具型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b) 大中型模具,所成型塑料对钢材无特殊要求,型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。
塑料模具常用材料Yesterday disappeared, January 6, 2020随着塑料产量的提高和应用领域的扩大;对塑料模具提出了越来越高的要求;促进了塑料模具的不断发展..目前塑料模具正朝着高效率、高精度、高寿命方向发展;推动了塑料模具材料迅速发展..我国目前用于塑料模具的钢种;可按钢材特性和使用时的热处理状态分类:1、渗碳型:20;20Cr;20Mn;12CrNi3A;20CrNiMo2、预硬:Cr2Mo;Y20CrNi3AlMnMoSM2;5NiSCa;Y55CrNiMnMoVSM1;4Cr5MoSiVS;8Cr2M n-WMoVS8CrMn3、调质型:45;50;55;40Cr;40Mn;50Mn;S48C;4Cr5MoSiV;38CrMoAlA4、耐蚀型:3Cr13;2Cr13;Cr16Ni4Cu3NbPCR;1Cr18Ni9;3Cr17Mo;0Cr17Ni4Cu4Nb74PH5、淬硬型:T7A;T8A;T10A;5CrNiMo;9SiCr;9CrWMn;GCr15;3Cr2W8V;Cr12MoV;45Cr2Ni MoVSi;6CrNiSiMnMoVGD6、时效硬化型:18Ni140级18Ni170级;;18Ni210级;10Ni3MnCuAlPMS;18Ni9Co;06Ni16MoVTiAl;25CrNi3MoAl一、渗碳型塑料模具用钢渗碳型塑料模具用钢主要用于冷挤压成形的塑料模..为了便于冷挤压成形;这类钢在退火态须有高的塑性和低的变形抗力;因此;对这类钢要求有低的或超低的含碳量;为了提高模具的耐磨性;这类钢在冷挤压成形后一般都进行渗碳和淬回火处理;表面硬度可达58~62HRC.. 此类钢国外有专用钢种;如瑞典的8416、美国的P2和P4等..国内常采用工业纯铁如DT1和DT2、20、20Cr、12CrNi3A和12Cr2Ni4A钢;以及国内最新研制的冷成形专用钢 0Cr4NiMoVLJ..二、淬硬型塑料模具用钢一常用钢种及热处理常用的淬硬型有:如T7A、T8A、低合金冷作模具钢如9SiCr、9Mn2V、CrWMn、GCr15、7CrSiMnMoV钢、Cr12型钢如Cr12MoV钢、高速钢如W6Mo5Cr4V2钢、基体钢和某些等..这些钢的最终热处理一般是淬火和低温回火少数采用中温回火或高温回火;热处理后的硬度通常在45~50HRC以上..二实际应用仅适于制造尺寸不大;受力较小;形状简单以及变形要求不高的塑料模低合金冷作模具钢主要用于制造尺寸较大、形状较复杂和精度较高的塑料模Cr12型钢适于制造要求高耐磨性的大型、复杂和精密的塑料模W6Mo5Cr4V2钢适于制造要求强度高和耐磨性好的塑料模适合于制造有较高强韧性和一定耐磨性的塑料模..另外;GD钢也是近年新推广使用的一种淬硬型 ..由于该钢强韧性高、淬透性和耐磨性好;淬火变形小;价格低;用此钢取代Cr12MoV钢或基体钢制造大型、高耐磨、高精度塑料模;不仅降低了成本;而且提高了模具的使用寿命..三、预硬型塑料模具用钢所谓预硬钢就是供应时已预先进行了热处理;并使之达到模具使用态硬度..这类钢的特点是在硬度30~40HRC的状态下可以直接进行成形车削、钻孔、铣削、雕刻、精锉等项加工;精加工后可直接交付使用;这就完全避免了热处理变形的影响;从而保证了模具的制造精度..我国近年研制的预硬化型塑料模具钢;大多数是以中碳钢为基础;加入适量的铬、锰、镍、钼、钒等合金元素制成..为了解决在较高硬度下切削加工难度大的问题;通过向钢中加入硫、钙、铅、硒等元素;以改善切削加工性能;从而制得易切削预硬化钢..有些预硬化钢可以在模具加工成形后进行渗氮处理;在不降低基体使用硬度的前提下使模具的表面硬度和耐磨性显着提高..四、时效硬化型塑料模具钢此类钢的共同特点是含碳量低、合金度较高;经高温淬火固溶处理后;钢处于软化状态;组织为单一的过饱和固溶体..但是将此固溶体进行时效处理;即加热到某一较低温度并保温一段时间后;固溶体中就会析出细小弥散的金属化合物;从而造成钢的强化和硬化..并且;这一强化过程引起的尺寸、形状变化极小..因此;采用此类钢制造塑料模具时;可在固溶处理后进行模具的机械成形加工;然后通过时效处理;使模具获得使用状态的强度和硬度;这就有效地保证了模具最终尺寸和形状的精度..此外;此类钢往往采用真空冶炼或电渣重熔;钢的纯净度高;所以镜面抛光性能和光蚀性能良好..这一类钢还可以通过镀铬、渗氮、离子束增强沉积等表面处理方法来提高耐磨性和耐蚀性..五、耐蚀塑料模具钢PCR0Cr16Ni4Cu3NbPCR钢属析出硬化 ;硬度为32~35HRC时可进行切削加工..该钢再经460~480℃时效处理后;可获得较好的综合力学性能..六、其它塑料模具材料一铜合金用于塑料模材料的铜合金主要是铍青铜;如ZCuBe2、ZCuBe2.4等..一般采用铸造方法制模;不仅成本低;周期短;而且还可制出形状复杂的模具..铍青铜可通过固溶—时效强化;固溶后合金处于软化状态;塑性较好;便于机械加工..经时效处理后;合金的抗拉强度可达1100~1300MPa;硬度可达40~42HRC..铍青铜适用于制造吹塑模、注射模等;以及一些高导热性、高强度和高耐腐蚀性的塑料模..利用铍青铜铸造模具可以复制木纹和皮革纹;可以用样品复制人像或玩具等不规则的成型面..二的密度小;熔点低;加工性能和导热性都优于钢;其中铸造铝硅合金还具有优良的铸造性能;因此在有些场合可选用铸造铝合金来制造塑料模具;以缩短制模周期;降低制模成本..常用的铸造铝合金牌号有ZL101等;它适于制造要求高导热率;形状复杂和制造周期短的塑料模具..形变铝合金Lcq也是用于塑料模制造的铝合金之一;由于它的强度比ZL101高;可制作要求强度较高且有良好导热性的塑料模..三锌合金用于制作塑料模具的锌合金大多为Zn-4Al-3Cu共晶型合金;。
塑料模具常用材料
塑料模具是工业生产中常见的一种模具类型,它主要用于塑料制品的生产加工。
而塑料模具的质量和性能很大程度上取决于所选用的材料。
下面,我们将介绍一些常用的塑料模具材料,以及它们的特点和适用范围。
首先,最常见的塑料模具材料之一就是工程塑料,比如尼龙、聚酰胺、聚丙烯等。
这类材料具有良好的耐磨性和耐腐蚀性,适用于生产要求比较高的塑料制品。
尼龙材料的耐磨性和自润滑性使其成为制作塑料齿轮、轴承等零部件的理想选择。
而聚丙烯材料的耐高温性和化学稳定性使其适用于生产耐高温塑料制品。
其次,还有一种常用的塑料模具材料是热塑性塑料,比如聚苯乙烯、聚氯乙烯等。
这类材料具有良好的成型性能和表面光洁度,适用于生产外观要求较高的塑料制品。
聚苯乙烯材料的低成本和良好的吸震性使其成为制作包装材料、日用品等的首选材料。
而聚氯乙烯材料的耐候性和耐老化性使其适用于生产户外用塑料制品。
此外,还有一些特殊的塑料模具材料,比如高分子复合材料、特种工程塑料等。
这类材料具有特殊的性能,适用于特殊要求的塑料制品生产。
高分子复合材料通常具有高强度、高刚度和低密度等特点,适用于生产要求轻质高强度的塑料制品。
特种工程塑料通常具有耐高温、耐腐蚀、耐磨损等特点,适用于生产特殊工况下的塑料制品。
总的来说,选择合适的塑料模具材料对于塑料制品的质量和性能至关重要。
不
同的塑料模具材料具有不同的特点和适用范围,需要根据具体的生产要求来进行选择。
希望本文对于塑料模具材料的选择有所帮助,谢谢阅读。
热塑性塑料1、聚乙烯(PE)(1)基本性能聚乙烯在常温下呈白色蜡状,为半透明颗粒,柔而韧,易变形,比水轻,无毒,燃烧时发出似石蜡燃烧时的气味。
聚乙烯合成方法不同,其分子结构与分子量的分布也会有差别,分子中支链多且不规整的多为低密度聚乙烯分子中支链少而短的为高密度聚乙烯。
后者注塑成的制品各项机械性能和使用温度均比前者高。
表征聚乙烯树脂的主要指标是密度和熔融指数,熔融指数又是衡量平均分子量的宏观参数,为0.2~050,而密度则小于1,这两个指标均与聚乙烯制品的性能和加工成型性密切相关。
聚乙烯密度小,制品轻,分子中没有极性基团,在常温下不溶于任何一种已知的溶剂,对很多化学药品稳定。
在常温下绝大多数的酸碱均不与聚乙烯反应,只有温度在90度以上时,硫酸和硝酸才能迅速破坏聚乙烯。
随着聚乙烯分子量的增高,结晶度增大,其机械强度、硬度和刚性增高,而断裂伸长率、柔性与韧性下降。
聚乙烯的软化点为122~135度,结晶度愈高。
它的着火点是340度,自燃温度为349度,是一种易燃物品。
它的热膨胀系数较大,约在10-4/K的数量级。
其电阻率很高,是优良的绝缘材料,击穿电压达20 000V/mm2.。
聚乙烯耐热氧化性能较好,但耐光性能较差,通常在紫外线照射下易与空气中的氧发生反应而使性能变差。
为了提高聚乙烯制品的光氧化性能,在配方中可以加入稳定剂。
(2)分数聚乙烯按照密度进行分数,大致可以分为以下几种:●低密度聚乙烯(LDPE),密度为0.910~0.925g/cm3;●中密度聚乙烯(MDPE),密度为0.926~0.940g/cm3;●高密度聚乙烯(HDPE),密度在0.941g/cm3以上;●新型聚乙烯,有线型低密度聚乙烯和超高分子量聚乙烯。
(3)成型特点●预塑化温度,低密度聚乙烯为160~220度,高密度聚乙烯180~240度;●注塑压力在100MPa以下,对于薄形制件或流道较长时,最高注射压力可达120Mpa;●保压压力可以等于可低于注射压力。
塑料模具常用材料塑料模具(Plastic mold)是制造塑料制品过程中不可缺少的工具,其作用是将塑料熔化后注入模具中,经过冷却固化后形成塑料制品。
塑料模具的材料选择非常重要,直接影响到模具的使用寿命和制品质量。
下面将介绍一些常用的塑料模具材料。
1.铝合金模具铝合金模具是一种比较常见的模具材料,它具有良好的导热性能和机械性能,可以有效地加快塑料制品的冷却速度,提高生产效率。
此外,铝合金模具密度小、重量轻,便于加工和使用。
然而,铝合金模具的耐磨性较差,易受腐蚀,不能用于生产要求较高的塑料制品。
2.热处理钢模具热处理钢模具是塑料模具的主要材料之一,具有良好的耐磨性和硬度,可以适应高温高压的生产环境。
热处理钢模具的表面经过淬火处理,可以提高其硬度和耐磨性,延长模具的使用寿命。
常见的热处理钢材料有P20、718等。
3.不锈钢模具不锈钢模具是一种常用的塑料模具材料,具有良好的耐腐蚀性和耐磨性。
不锈钢模具可以使用于制造高要求的塑料制品,如食品包装容器等。
不锈钢模具的制造工艺相对简单,成本较低,但其导热性能较差,容易产生热应力,需要进行适当的冷却。
4.工程塑料模具工程塑料模具是指采用一些高性能工程塑料制造的模具。
工程塑料具有优异的机械性能、耐热性、耐磨性和耐腐蚀性,可以用于制造要求较高的塑料制品。
常见的工程塑料有聚酰胺(PA)、聚酰亚胺(PI)等。
由于工程塑料模具的制造难度较大,成本较高,常用于生产特殊形状或要求较高的塑料制品。
5.导热塑料模具导热塑料模具是一种具有较好导热性能的塑料模具材料。
导热塑料模具可以快速吸热和散热,提高塑料制品的冷却速度,提高生产效率。
常见的导热塑料有聚苯乙烯(PS)和聚丙烯(PP)等。
相比于金属模具,导热塑料模具成本较低、重量轻,不易卡模,延长模具的使用寿命。
总结:塑料模具材料的选择应根据具体的生产要求和产品特性来确定。
不同的材料具有不同的特性和应用范围,生产者需要根据自己的实际情况进行选择,以提高塑料制品的质量和生产效率。
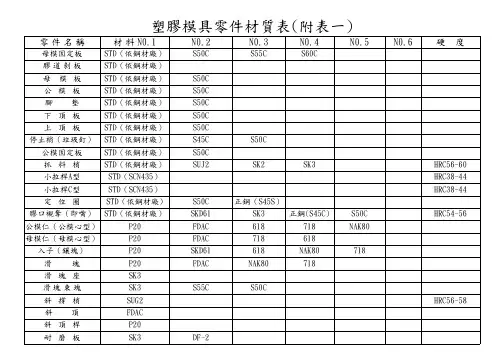
五、塑料模具常用材料(一)塑料模具零件常用国产材料及性能如表5-1所示。
(二)塑料模具成型零件常用国外材料及性能见表5-2、5-3所示。
(三)塑料模具结构零件常用材料及其热处理见表5-4。
(四)模具材料的选用成型零件材料选用:成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜推、侧抽等。
它直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,应根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
1、对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根据具体牌号确定)。
2、对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下:a) 型腔需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。
b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
3、对于制品外观质量要求一般的模具,其成型零部件材料选择如下:a) 小型、精密模具型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b) 大中型模具,所成型塑料对钢材无特殊要求,型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。
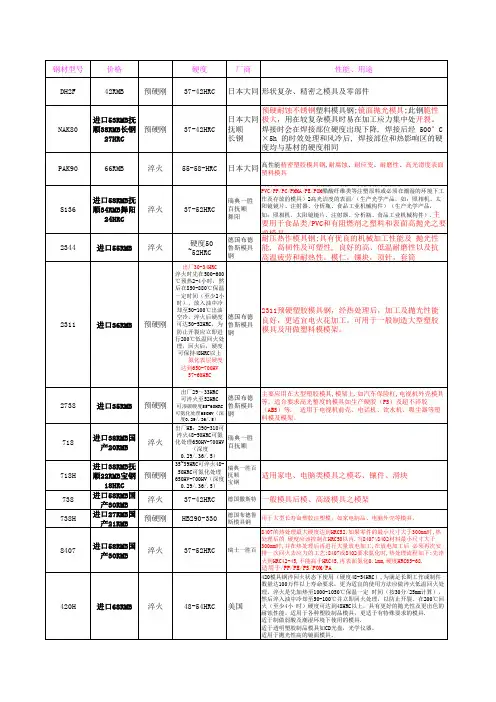
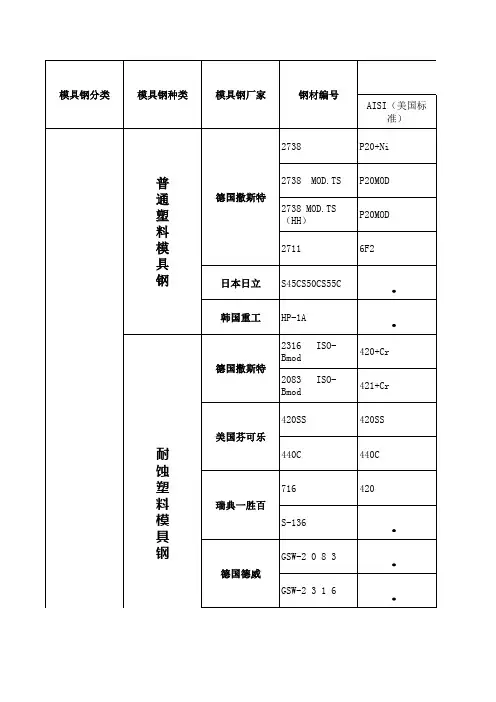
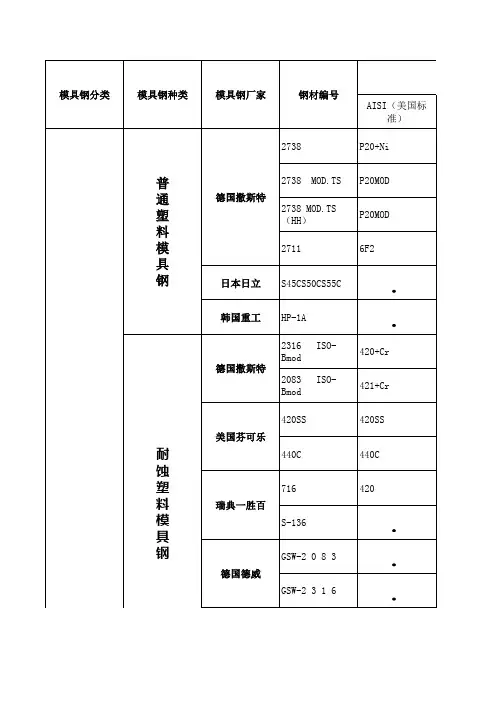
附表14:塑料模具成型零件常用国外材料及性能(四)材料类别(美国AISI) 生产厂家及材料牌号出厂状态及参考硬度说明P21类时效硬化钢日本DAIDONAK55 预硬HRC37-43高硬度镜面模具钢,用于高精度镜面模具。
NAK55切削加工性能好,NAK80具有优良的镜面抛光性能。
二者的缺点是补焊性能差,韧性较低,较细的圆柱凸起易折断(如喇叭窗网孔镶件)NAK80 预硬HRC37-43成分(%) C Si Mn Cr Mo Ni Al Cu SNAK55 0.15 0.3 1.5 0.3 0.3 3.0 1.0 1.0 0.1NAK80 0.15 0.3 1.5 0.3 0.3 3.3 1.0 - -420类耐蚀塑料模具钢参考成分(%):C:0.30-0.40Cr:12.0-14.0Si: ≤1.20Mn: ≤1.25S: ≤0.06Se: ≥0.15 对应我国钢号:3Cr13或4Cr13日本DAIDOS-STAR预硬HRC31-34具有高耐蚀性、高镜面抛光性,热处理变形小,用于耐蚀镜面精密模具,G-STAR为易切削钢G-STARPAK90 预硬HB300-330 极佳的耐蚀、耐磨和镜面抛光性,用于精密模具瑞典ASSABSTAVAX ESR 退火HB215 耐蚀性好,淬回火后有较高硬度,抛光性好。
用于耐腐蚀性和要求较高的塑料模具STAVAX ESRH 预硬HB290-330法国USINORCLC2316H 预硬HB290-330优良的耐蚀性能和镜面抛光性能,高的力学强度和耐磨性,用于耐腐蚀和需镜面抛光的模具优质德国特殊钢德国布德鲁斯2316 退火HB235-250 适合镜面塑料模具,防酸性极强2316可加硬至HRC522316H 预硬HB290-330香港龙记(LKM)GS-2083 退火HB215-240适合镜面塑料模具及有防酸性要求的模具GS-2083H 预硬HB280-310GS-2316 预硬HB260-310 抗腐蚀性效果特佳,适合高酸性塑料的模具德国斯穆GS-083 退火≤HB230 抗腐蚀塑料模具钢GS-083H 预硬HRC30-35 预硬抗腐蚀塑料模具钢GS-316 预硬HRC28-32 高抗腐蚀塑料模具钢德国斯穆GSW-2316 预硬HRC31-34 具有优良的耐蚀性能和镜面抛光性能,用于高防腐蚀及需镜面抛光的模具PM-316 预硬HRC31-34德国萨尔2316 预硬HRC28-32 预硬抗腐蚀塑料模具钢,用于高防腐蚀要求模具2316ESR 预硬HRC28-32用于防腐蚀及镜面抛光模具,尤其适合PVC、PP、EP、PC材料2083 退火≤HB230 同上2083ESR 退火≤HB230 用于高防腐蚀和镜面抛光要求模具奥地利百禄M300 预硬HRC31-34 用于高防腐蚀要求及需镜面抛光的模具M310 预硬HRC31-34 用于有防腐蚀要求及需镜面抛光的模具韩国重工(株) HEMS-1A 预硬HRC23-33 具有高镜面抛光性能,用于彩管玻壳、PVC底盘等模具碳素钢普通塑料模具钢日本JIS标准钢号S45C S50CS55C正火HB160-220分别相当于我国的优质碳素结构钢45、50、55钢,常用于模具的非重要结构部件,如模架等。
塑胶材料名称及缩水率一般使用钢料ABS (1.005)料前后模718H / 738PC+ABS(1.005) 718H 特殊要求硬度时氮化PP百折胶,聚丙烯Polypropylene 1.016(1.016-1.02) 718HPP+TD20 20%滑石粉 1.0125 718HPP+TD40 40%滑石粉 1.009 718HPP+MI40 1.009 718HPP+25GF 1.007 718HFR10 添加10%阻燃剂PS,GP1.005(1.002-1.008) 前模718H, 后模738HPSM 生物降解材料,一次性快餐盒,快餐面刀叉等。
密度1.02~1.04 g/cm3 PC+PS(1.0045) 718HPC(LAXEN)防弹胶1.008 718PVC粗粉(1.001-1.005) S136,136PVC细粉(1.015) S136,136PMMA亜加力,有机玻璃1.005 718,2311, S136POM赛钢,齿轮类用料1.02 S136H,HIPS(HI)超不碎胶1.005 NAK80,738TPU软胶(双色模,有不同硬度)1.008-1.015TPE软胶(双色模,有不同硬度)1.015K料 (1.005) S136HKRATON (TPE)(1.02) S136HHYTREL (1.015) S136HHDPE 1.016PPS 1.0015EVA1.02 (1.007-1.035) S136HCA 1.005酸性胶 (1.002-1.007) S136HAS(SAN)香料 1.006(1.002-1.007) 718 S136HPU (1.001-1.03)PBT 1.015(1.009-1.028)耐高温烫发器本体8407PBT+GF30% 1.006PET 加30%GF缩水1.005,耐高温的手柄用,比如锅柄PE (1.02)橡胶 (1.02) 2316PA+GF30 1.006PA+GF43% 1.0025尼龙6 (PAST增强尼龙) (1.008-1.016) S136H尼龙66 (1.016) S136H尼龙12 (1.003-1.015) S136HPA66+20GF 1.008PA66+15GF 1.01PA66+30GF 1.006丁腈橡胶 1.018TPV 1.014TPEE 1.014ZL105 1.005ZL112 1.005ZL107 1.005ADC12 1.005FRP 弹簧塑料,热固性纤维增强塑料ACETAL(乙缩醛二乙醛)塑胶钢,可用做户外用品插扣等,高坚硬度,防潮,可以在严寒或干燥环境中的使用PCTG 1.005-1.007 高透明,可表面磨砂等效果,化妆品包装瓶,食品级包装等,适合大拉伸,厚壁产品,吹塑,注塑都可。
附表4:主要钢厂塑胶模具常用材料对照表:美国AISI 德国DIN 钢厂牌号出厂硬度抗拉力强度热处理方法种类及用途1045 1040 1050 1.1730 ASSAB760K-100DAIDO P1S50C13-18HRC 600 N/㎜2水淬王牌,一般用于模座底板,顶针板,撑头,限位钉等。
P20 1.27381.2311 ASSAB718DAIDO P88X,P-5斯穆GS-2311FINKL P2028-32HRC 915~1100N/㎜2一般不需要热处理,但也可用油淬一般用于内模、镶嵌零件P20H 1.2738H1.2738HH1.2711 ASSAB 718 HH斯穆1.2711FINKL P20HH35-38HRC 1000~1200N/㎜2一般不需要热处理一般用于内模H13 1.2344 ASSAB 8407 2M斯穆1.2344FINKL H13出厂HB190;淬火加硬至HRC48-52650 N/㎜2 (见硬后1400)细镶件风淬;大镶件水淬;二次回火一般用于内模、唧咀、滑板、滑块、顶针。
H13 ESR 1.2344ESR ASSAB 8407 SUP斯穆1.2344 ESR出厂HB190;淬火加硬至HRC48-52650 N/㎜2 (见硬后1400)细镶件风淬;大镶件水淬;二次回火一般用于内模、唧咀、滑板、滑块、顶针。
晒纹要求高模具O1 1.2510 ASSAB DF-2斯穆1.2510出厂HB180-220;油淬加硬至HRC54-56-油淬一般用于低温滑板、垫片、镶件、压线条、耐磨片。
S7 ASSAB S7芬可乐S7 出厂HB200;加硬至HRC54~56-油淬;最少三次回火一般用于碰穿模件,压板,垫片、推板420 1.2083 STAVAX ESRFINKL 420斯穆1.2083ESR 出厂HB200;加硬至HRC54~56高温回火915-1200N/㎜2油淬/风淬;二次回火一般用途:HRC48-52;镜面抛光模件:HRC52-54;注塑PVC模具:HRC46-48420H 1.2316 S136H,斯穆1.2316ESR 32-34HRC 915-1200N/㎜2不需要热处理适用于注塑PVC,具有优良抗腐蚀性P4 1,2341 ASSAB8416 95-100HB见硬至HRC62 -表面渗碳覆模钢,复制钱币与钮扣等,D2 1.2379 ASSAB XW41 210-240HB(15-22HRC)见硬至HRC56-60 -油淬冷作钢,用于冲模,镶针,嵌件,耐磨损。
常见塑胶模具材料
1.ABS树脂:ABS树脂具有良好的综合性能,强度高、韧性好、耐温
性好、耐化学性能好、电绝缘性好,广泛应用于各个行业的塑胶制品中。
2.PC树脂:PC树脂具有优良的力学性能、热稳定性和电绝缘性能,
耐冲击性好,广泛应用于光学、电子、电器等高性能领域。
3.PA树脂:PA树脂是一种高性能工程塑料,具有很高的机械强度、
刚性和耐热性,还具有良好的电绝缘性和耐化学性,常用于汽车、电器等
领域的零部件制造。
4.POM树脂:POM树脂具有良好的机械性能、刚度和强度,耐磨性好,尺寸稳定性高,耐油脂和耐化学性能好,广泛应用于汽车、电器等领域。
5.PVC树脂:PVC树脂是一种常用的塑胶材料,具有良好的耐候性、
绝缘性和耐化学性,广泛用于建筑、电力、家居等领域。
6.PP树脂:PP树脂具有良好的化学稳定性、耐热性和耐腐蚀性,具
有较高的刚性和韧性,广泛应用于塑胶板、箱等制品的生产。
7.PE树脂:PE树脂具有优异的化学稳定性、电绝缘性和耐磨性,耐
寒性好,广泛应用于管道、容器等领域。
8.PS树脂:PS树脂具有优良的电绝缘性、透明性和流动性,广泛用
于包装、电子、玩具等领域。
9.PET树脂:PET树脂是一种透明的塑胶材料,具有良好的机械性能、耐磨性和耐热性,广泛应用于食品包装、药品瓶等领域。
10.PMMA树脂:PMMA树脂是一种常见的透明塑胶材料,具有良好的耐
候性、热稳定性和机械性能,广泛应用于光学、建筑等领域。
以上是常见的塑胶模具材料,每种材料都有其特点和应用范围,根据具体需求选择合适的材料有助于提高模具的使用寿命和产品的质量。