玉钢棒材四切分轧制技术开发实践
- 格式:pdf
- 大小:259.38 KB
- 文档页数:6
小型棒材线切分轧制的分析研究兰州大学网络学院材料科学与工程专业山西中阳钢铁有限公司轧钢厂摘要:本文从棒材切分轧制的理论设计入手,结合已开展切分轧制钢铁厂的实践经验对中阳钢铁棒材线进行切分轧制工艺进行了分析,对切分轧制的主要环节进行了分解,通过实践操作与理论分析,对小型棒材线切分轧制工作的开展进行了具体研究。
关键词:小型棒材,切分轧制,实践操作与理论分析1.前言:现代棒材轧机追求的主要目标之一,是能够以很高的生产率,生产符合市场需要的棒材和钢筋。
小规格棒材和钢筋通常占轧机设备总产量的一半以上。
要实现这一目标,就意味着要充分发挥轧机生产能力,从而能够很好地平衡综合生产能力,充分发挥小型棒材线的生产潜力。
为实现这一目标,最常用的方式就是众所周知的多线切分轧制系统。
它采用专用轧辊孔型设计和特殊的导卫设备,以使轧件成形,并纵向切分为2线、3线或4线棒材,同时将各线棒材轧制到最终产品尺寸规格。
在此工艺中,一支钢坯在大部分道次中都是单根轧制,仅在最后几道次中进行多线轧制,然后切分成多根棒材。
采用切分轧制技术可缩短轧制节奏,提高机时产量,显著提高生产效率,降低能耗和生产成本。
2.切分轧制的理论及特点:2.1切分轧制技术采用专用工艺与设备,以使轧件成形,将来坯纵向切分为2线、3线、4线棒材。
然后由精轧机架将各线棒材,轧制到最终产品尺寸规格,并同时完成倍尺剪切。
两线切分轧制技术和三线切分轧制技术作为成熟技术已经普遍应用在小规格螺纹钢的生产当中。
2.2切分轧制有如下的优点:1、在轧钢主要设备相同的条件下,可以采用较大断面的原料或相同原料断面下,减少轧制道次。
进而可以减少新建或改建的厂房面积,减少设备投资。
2、减少坯料规格,提高小断面轧件产量。
简化坯料规格和孔型设计。
并使轧机生产不同规格时负荷均匀,产量达到最大。
3、提高轧机生产率。
由于采用切分轧制可以使坯料尺寸增加时不增加轧制道次和节奏时间。
4、节约能源。
获得同样断面轧件切分时道次少,温降小,变形功少,消耗的电能大幅降低。
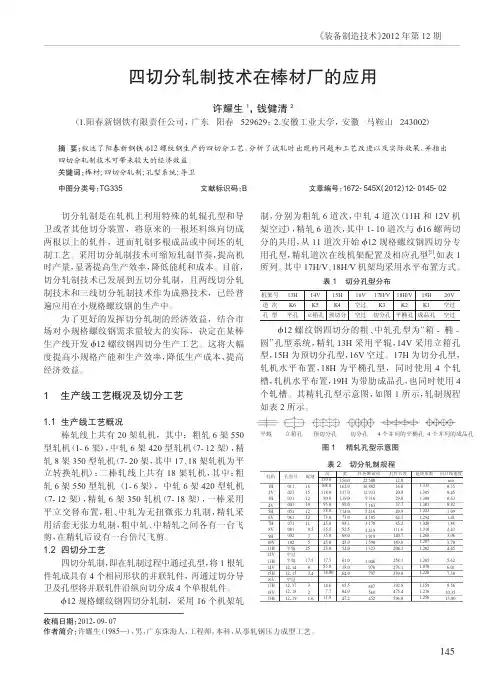
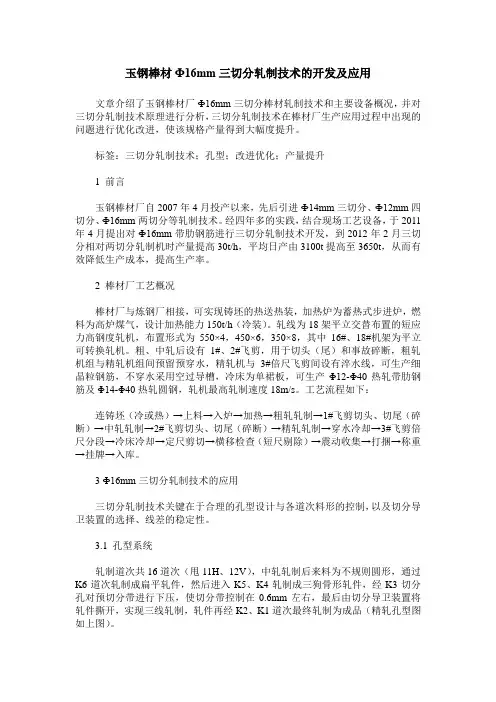
玉钢棒材Ф16mm三切分轧制技术的开发及应用文章介绍了玉钢棒材厂Ф16mm三切分棒材轧制技术和主要设备概况,并对三切分轧制技术原理进行分析,三切分轧制技术在棒材厂生产应用过程中出现的问题进行优化改进,使该规格产量得到大幅度提升。
标签:三切分轧制技术;孔型;改进优化;产量提升1 前言玉钢棒材厂自2007年4月投产以来,先后引进Ф14mm三切分、Ф12mm四切分、Ф16mm两切分等轧制技术。
经四年多的实践,结合现场工艺设备,于2011年4月提出对Ф16mm带肋钢筋进行三切分轧制技术开发,到2012年2月三切分相对两切分轧制机时产量提高30t/h,平均日产由3100t提高至3650t,从而有效降低生产成本,提高生产率。
2 棒材厂工艺概况棒材厂与炼钢厂相接,可实现铸坯的热送热装,加热炉为蓄热式步进炉,燃料为高炉煤气,设计加热能力150t/h(冷装)。
轧线为18架平立交替布置的短应力高钢度轧机,布置形式为550×4,450×6,350×8,其中16#、18#机架为平立可转换轧机。
粗、中轧后设有1#、2#飞剪,用于切头(尾)和事故碎断,粗轧机组与精轧机组间预留预穿水,精轧机与3#倍尺飞剪间设有淬水线,可生产细晶粒钢筋,不穿水采用空过导槽,冷床为单裙板,可生产Φ12-Φ40热轧带肋钢筋及Φ14-Φ40热轧圆钢,轧机最高轧制速度18m/s。
工艺流程如下:连铸坯(冷或热)→上料→入炉→加热→粗轧轧制→1#飞剪切头、切尾(碎断)→中轧轧制→2#飞剪切头、切尾(碎断)→精轧轧制→穿水冷却→3#飞剪倍尺分段→冷床冷却→定尺剪切→横移检查(短尺剔除)→震动收集→打捆→称重→挂牌→入库。
3 Ф16mm三切分轧制技术的应用三切分轧制技术关键在于合理的孔型设计与各道次料形的控制,以及切分导卫装置的选择、线差的稳定性。
3.1 孔型系统轧制道次共16道次(甩11H、12V),中轧轧制后来料为不规则圆形,通过K6道次轧制成扁平轧件,然后进入K5、K4轧制成三狗骨形轧件,经K3切分孔对预切分带进行下压,使切分带控制在0.6mm左右,最后由切分导卫装置将轧件撕开,实现三线轧制,轧件再经K2、K1道次最终轧制为成品(精轧孔型图如上图)。
![[资料][指南]小型棒材切分轧制临盆现实](https://uimg.taocdn.com/8994dc2658eef8c75fbfc77da26925c52dc59163.webp)
[资料][指南]小型棒材切分轧制临盆现实小型棒材切分轧制生产实践摘要本文对开发切分轧制技术做了总结,对生产操作中孔型设计、导卫装置等做了分析,为提高小规格产品的生产率及实物质量进行了探讨。
关键词小型棒材双线切分轧制生产 1.前言八钢引进的小型棒材轧机对Ф10、Φ12mm两种规格带肋钢筋采用双线切分轧制,轧机小时产量达到75t,接近其它规格平均85t的水平,且与其它产品共用150mm方连铸坯,经18架次连轧出成品。
粗轧和中轧架次孔型具有共用性,缩短换产品停轧时间,提高了轧机作业率。
在轧制小规格产品时也较好地发挥了加热炉每小时90吨的生产能力,为电炉—小型热送热装能力的匹配创造有力条件。
原工艺设计圆钢产品均为单线轧制,且受连轧的终轧速度和开轧咬入速度的限制,φ10 mm、φ12mm圆钢不能采用轧制φ14 mm以上规格产品所用的150 mm方坯,而采用120 mm方坯,每小时产量仅为45t。
技术人员对引进技术经过不断改进开发了φ10 mm、φ12mm圆钢切分轧制技术,获得成功。
《φ12mm圆钢切分轧制技术生产实验研究》的课题荣获1999年自治区科技进步奖。
此后,小型厂继续开展创新活动,又成功地开发了φ14mm圆钢、带肋钢筋的切分轧制,使得小规格产品的产量显著提高,更好地满足市场需求。
目前,小型厂φ14mm以下规格的建筑用圆钢、带肋钢筋都采用切分工艺轧制,取得了明显的经济效益。
2 切分轧制技术特点据全国统计资料,在小型棒材的产品中,直径小于φ16mm规格的钢筋约占总量的60%。
而棒材生产率随产品直径的减小而降低,因此要使各种规格产品的生产率基本相等,以利于连铸连轧匹配实现,必须提高小规格产品的生产率,从而导致了棒材切分轧制技术的广泛应用。
切分轧制的技术关键在于孔型设计的合理、切分装置的可靠、切分后轧件形状的正确以及产品实物质量的稳定性。
切分轧制具有以下明显的技术特点: 2.1 不同规格产品的生产能力基本均衡。
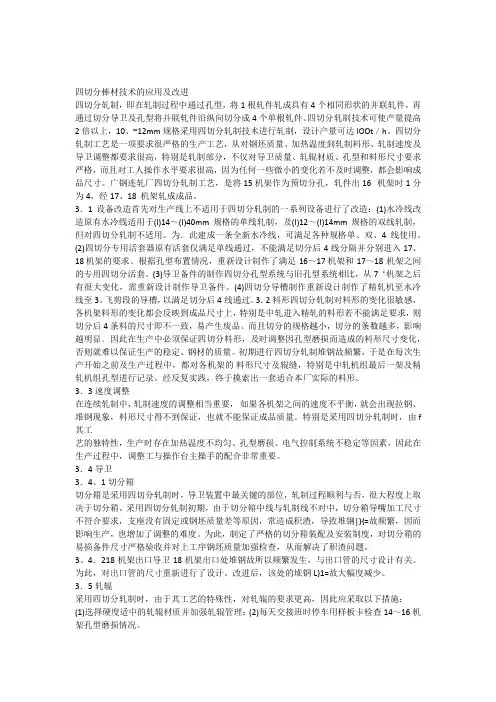
四切分棒材技术的应用及改进四切分轧制,即在轧制过程中通过孔型,将1根轧件轧成具有4个相同形状的并联轧件,再通过切分导卫及孔型将并联轧件沿纵向切分成4个单根轧件。
四切分轧制技术可使产量提高2倍以上,10、~12mm规格采用四切分轧制技术进行轧制,设计产量可达lOOt/h。
四切分轧制工艺是一项要求很严格的生产工艺,从对钢坯质量、加热温度到轧制料形、轧制速度及导卫调整都要求很高,特别是轧制部分,不仅对导卫质量、轧辊材质、孔型和料形尺寸要求严格,而且对工人操作水平要求很高,因为任何一些微小的变化若不及时调整,都会影响成品尺寸。
广钢连轧厂四切分轧制工艺,是将15机架作为预切分孔,轧件出16 机架时1分为4,经17、18 机架轧成成品。
3.1设备改造首先对生产线上不适用于四切分轧制的一系列设备进行了改造:(1)水冷线改造原有水冷线适用于(I)14~(I)40mm规格的单线轧制,及(I)12~(I)14mm规格的双线轧制,但对四切分轧制不适用。
为.此建成一条全新水冷线,可满足各种规格单、双、4线使用。
(2)四切分专用活套器原有活套仅满足单线通过,不能满足切分后4线分隔并分别进入17、18 机架的要求。
根据孔型布置情况,重新设计制作了满足16~17 机架和17~18机架之间的专用四切分活套。
(3)导卫备件的制作四切分孔型系统与旧孔型系统相比,从7‘机架之后有很大变化,需重新设计制作导卫备件。
(4)四切分导槽制作重新设计制作了精轧机至水冷线至3。
飞剪段的导槽,以满足切分后4线通过。
3.2料形四切分轧制对料形的变化很敏感,各机架料形的变化都会反映到成品尺寸上,特别是中轧进入精轧的料形若不能满足要求,则切分后4条料的尺寸即不一致,易产生废品。
而且切分的规格越小,切分的条数越多,影响越明显。
因此在生产中必须保证四切分料形,及时调整因孔型磨损而造成的料形尺寸变化,否则就难以保证生产的稳定、钢材的质量。
初期进行四切分轧制堆钢故频繁,于是在每次生产开始之前及生产过程中,都对各机架的料形尺寸及辊缝,特别是中轧机组最后一架及精轧机组孔型进行记录。

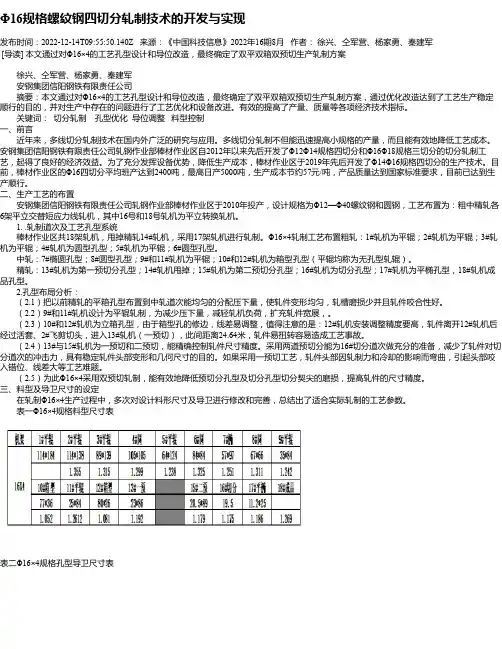
Φ16规格螺纹钢四切分轧制技术的开发与实现发布时间:2022-12-14T09:55:50.140Z 来源:《中国科技信息》2022年16期8月作者:徐兴、仝军营、杨家勇、秦建军[导读] 本文通过对Φ16×4的工艺孔型设计和导位改造,最终确定了双平双箱双预切生产轧制方案徐兴、仝军营、杨家勇、秦建军安钢集团信阳钢铁有限责任公司摘要:本文通过对Φ16×4的工艺孔型设计和导位改造,最终确定了双平双箱双预切生产轧制方案,通过优化改造达到了工艺生产稳定顺行的目的,并对生产中存在的问题进行了工艺优化和设备改进。
有效的提高了产量、质量等各项经济技术指标。
关键词:切分轧制孔型优化导位调整料型控制一、前言近年来,多线切分轧制技术在国内外广泛的研究与应用。
多线切分轧制不但能迅速提高小规格的产量,而且能有效地降低工艺成本。
安钢集团信阳钢铁有限责任公司轧钢作业部棒材作业区自2012年以来先后开发了Φ12Φ14规格四切分和Φ16Φ18规格三切分的切分轧制工艺,起得了良好的经济效益。
为了充分发挥设备优势,降低生产成本,棒材作业区于2019年先后开发了Φ14Φ16规格四切分的生产技术。
目前,棒材作业区的Φ16四切分平均班产达到2400吨,最高日产5000吨,生产成本节约57元/吨,产品质量达到国家标准要求,目前已达到生产顺行。
二、生产工艺的布置安钢集团信阳钢铁有限责任公司轧钢作业部棒材作业区于2010年投产,设计规格为Φ12—Φ40螺纹钢和圆钢,工艺布置为:粗中精轧各6架平立交替短应力线轧机,其中16号和18号轧机为平立转换轧机。
1. .轧制道次及工艺孔型系统棒材作业区共18架轧机,甩掉精轧14#轧机,采用17架轧机进行轧制。
Φ16×4轧制工艺布置粗轧:1#轧机为平辊;2#轧机为平辊;3#轧机为平辊;4#轧机为圆型孔型;5#轧机为平辊;6#圆型孔型。
中轧:7#椭圆孔型;8#圆型孔型;9#和11#轧机为平辊;10#和12#轧机为箱型孔型(平辊均称为无孔型轧辊)。
∮14mm四切分轧制工艺的开发与应用棒材厂张 月摘要本文通过对∮14mm四切分轧制工艺技术的研究与应用。
提高了小规格螺纹钢筋的产能,降低了生产成本,增强了产品的市场竞争力。
对螺纹钢的多线切分技术的推广具有较好的借鉴作用。
1 前言∮14mm四切分轧制工艺是在热轧过程中将轧件利用孔型的作用,轧成四个并联轧件,再利用切分设备(轧辊、导卫、切分轮等)把并联的轧件沿纵向切分成四根单体轧件,然后再轧成成品钢材。
一块钢坯在大部分道次中都是单根轧制,仅在最后几道次中进行四线轧制,然后切分成四根棒材。
本文对∮14mm四切分轧制技术进行自主开发和应用,积累多线切分轧制经验。
2 工艺概况涟钢棒二线共计有19架轧机,纵列式全连轧布置,其中1-4#轧机为Φ550闭口式轧机,5-8#轧机为Φ450闭口式轧机,9-12#轧机为Φ450短应力线轧机,13-19#轧机为Φ350短应力线轧机。
1-13#轧机为无孔型平立交替布置(∮14mm四切分轧制12#轧机空过)。
目前轧制品规∮12-∮22规格,坯料为150×150×12000mm连铸坯,末架最高速度13.5m/s,年生产能力100万吨。
保证中间坯头部被除鳞,同时对加热炉热负荷进行调整,提高均热段热负荷,或对均热段采用间拔操作方式,保证烧嘴在额定负荷下运行。
图6 中间坯头部/尾部异常高温3.5 半段爬坡型温度曲线图6 半段爬坡型温度曲线该类异常曲线下,异常点比正常温度低50℃以上,温度异常范围在板坯长度的一半以上,可以发生在板坯头部也可以发生在尾部。
产生的原因为某根水封槽缺水,造成吸冷风,或某侧烧嘴空/煤手阀与另一侧阀门开度严重不一致所导致。
4 结语通过对影响蓄热式加热炉纵向温度均匀性的分析和研究,提出加热质量的过程控制措施:a. 将加热炉换向阀故障个数列入加热炉关键过程控制参数,将换向阀故障个数控制在2个以下(单座加热炉)。
b. 对蓄热小球质量进行严格把控,保证其抗热振性和抗渣性。
Ф12mm螺纹钢四切分轧制技术的开发实践作者:刘方华来源:《中国新技术新产品》2014年第16期(河北钢铁集团宣钢公司,河北宣化 075100)摘要:宣钢公司一小型在精轧全水平机列的前提下,实现了Ф12mm螺纹钢四切分轧制技术的开发与应用,通过认真总结开发过程中的经验并加以改进,轧制工艺日趋成熟、稳定,产能较原三切分时增加12.5%。
在产能提高的同时,电量和煤气等指标单吨成本均降低,产生了较大的经济效益。
关键词:螺纹钢四切分轧制工艺开发实践中图分类号:TG33 文献标识码:A1 概述河北钢铁集团宣钢公司一小型车间主要生产Ф12、16mm小规格螺纹钢。
2009年进行了由半连续轧制到18架轧机全连续轧制的技术改造,随着生产线装备水平的提升,2010年一小型车间进行了Ф12mm螺纹钢三切分轧制技术的开发,并取得了成功,产量及技术经济指标得到了明显提升。
但根据市场情况,宣钢调整了生产组织模式,逐步加大Ф12mm小规格螺纹钢的产量,为实现降低成本增加效益,一小型车间充分利用自身人力和工艺设备资源,在精轧机列全水平的条件下开发Ф12mm螺纹钢四切分轧制技术。
2 主要设备参数1座推钢式端进侧出燃焦炉煤气加热炉,加热能力140t/h(冷坯)。
轧线有18架连轧机组,粗轧机列为4架580平立交替短应力轧机和2架450水平高刚度闭口轧机,中轧机列为6架430水平高刚度闭口轧机,精轧机列为6架320水平短应力轧机。
冷床为81m×8.992m齿条步进式,冷剪剪切能力为650t。
宣钢一小型车间生产线的工艺平面布置图如图1 所示。
3 四切分轧制工艺设计开发3.1 设计思路充分利用现三切分轧制工艺设备,在不增加大的设备改造投资费用前提下,对轧线工艺、工艺辅助设施制定改造方案,以实现最小的投资完成Ф12mm螺纹钢四切分技术的开发。
3.2设计孔型系统考虑轧线粗中轧Ф12、16mm规格孔型的共用和Ф12规格切分后精轧孔型不变,此次Ф12规格螺纹钢四切分孔型主要设计11-16架,甩掉12架次,11架与13架采用平辊,孔型形式14架次为立箱孔,15架次为哑铃形,16架次为切分孔,15、16架孔型的设计主要是通过确定合理的孔型宽高比以实现四线孔型的面积精确控制,四线金属流量分配均匀,保证料型稳定。
“四切分轧制”的生产技术要点
胡威;施乔灵
【期刊名称】《昆钢科技》
【年(卷),期】2012(000)004
【摘要】本文对四切分轧制中调整技术这一关键问题进行了,并针对轧制过程中
遇到的一些常见工艺问题进行原因分析,提出改进措施,保证了四切分轧制的稳产、高产。
【总页数】4页(P6-9)
【作者】胡威;施乔灵
【作者单位】武钢集团昆明钢铁股份有限公司棒线厂
【正文语种】中文
【中图分类】TG335.62
【相关文献】
1.四川晚秋蔬菜无公害生产技术要点
2.φ12 mm带肋钢筋四线切分轧制生产工艺
开发3.无公害蔬菜生产的四大技术要点4.四川高原甘蓝型春油菜高效生产技术要
点5.提高四切分轧制负公差Φ12mm螺纹钢合格率的生产实践
因版权原因,仅展示原文概要,查看原文内容请购买。