生物流化床污水处理技术进展
- 格式:pdf
- 大小:146.45 KB
- 文档页数:4
污水处理技术的未来发展趋势是什么水是生命之源,然而随着工业化和城市化进程的加速,污水的产生量日益增加,对环境和人类健康构成了严重威胁。
为了保护水资源、改善生态环境,污水处理技术不断发展和创新。
那么,污水处理技术的未来发展趋势究竟是什么呢?首先,智能化和自动化将成为污水处理技术的重要发展方向。
随着科技的飞速发展,传感器技术、物联网技术和大数据分析等将在污水处理领域得到更广泛的应用。
通过安装在污水处理设施中的传感器,可以实时监测水质、水量、温度、压力等关键参数,并将这些数据传输到中央控制系统。
利用大数据分析和人工智能算法,能够对污水处理过程进行精确的预测和优化控制,提高处理效率,降低运行成本,同时减少人为操作失误带来的风险。
其次,膜技术有望在未来取得更大的突破和应用。
膜技术具有高效分离、节能、环保等优点,在污水处理中发挥着越来越重要的作用。
例如,反渗透膜可以去除水中的溶解性盐类和有机物,超滤膜能够有效去除悬浮物和大分子有机物。
未来,膜材料的性能将不断提升,膜的使用寿命将延长,成本也将逐渐降低。
同时,新型膜技术如正渗透膜、电驱动膜等的研发和应用,将为污水处理带来更多的选择和可能性。
另外,生物技术在污水处理中的应用将不断深化。
生物技术利用微生物的代谢作用来去除污水中的污染物,具有成本低、效果好、环境友好等优点。
未来,通过基因工程、微生物驯化等手段,可以培育出更高效的微生物菌种,提高对难降解有机物的去除能力。
同时,生物膜法、流化床生物反应器等新型生物处理技术将得到进一步发展和推广,提高污水处理的效率和稳定性。
资源回收和能源化利用将成为污水处理的重要目标。
传统的污水处理往往只关注污染物的去除,而忽略了污水中潜在的资源和能源。
未来,污水处理将更加注重资源的回收和利用,例如从污水中回收氮、磷等营养物质,用于农业生产或制作肥料;回收污水中的有机物进行厌氧发酵,产生沼气等可再生能源。
这不仅可以降低污水处理的成本,还能实现资源的循环利用,促进可持续发展。

《A2O污水处理工艺研究进展》篇一一、引言随着工业化和城市化的快速发展,水资源的污染问题日益严重,其中污水处理成为环境保护领域的重要课题。
A2O(厌氧-缺氧-好氧)污水处理工艺作为一种有效的污水处理技术,因其处理效率高、操作简便、成本低廉等优点,得到了广泛的应用和关注。
本文旨在探讨A2O污水处理工艺的研究进展,分析其技术特点、应用现状及未来发展趋势。
二、A2O污水处理工艺概述A2O污水处理工艺是一种生物脱氮除磷的污水处理技术,通过厌氧、缺氧、好氧三个阶段的交替运行,实现对污水的有效处理。
该工艺通过不同阶段的微生物活动,达到去除有机物、氮、磷等污染物的目的。
A2O工艺具有较好的处理效果和适应性,适用于各种规模的污水处理厂。
三、A2O污水处理工艺研究进展1. 技术特点分析A2O污水处理工艺具有以下技术特点:(1)处理效率高:通过厌氧、缺氧、好氧三个阶段的协同作用,实现对污水的有效处理,去除率较高。
(2)操作简便:工艺流程相对简单,操作方便,易于维护。
(3)成本低廉:相比其他污水处理技术,A2O工艺具有较低的运行成本和投资成本。
(4)适应性强:适用于各种规模的污水处理厂,可处理不同来源的污水。
2. 应用现状分析A2O污水处理工艺在全球范围内得到了广泛应用。
研究人员在提高处理效率、降低能耗、优化运行管理等方面取得了显著成果。
此外,针对不同地区、不同来源的污水,研究人员还开展了大量的实际应用研究,为A2O工艺的推广应用提供了有力支持。
3. 最新研究成果近年来,针对A2O污水处理工艺的研究不断深入,取得了一系列重要成果。
例如,研究人员通过优化运行参数、改进设备结构等手段,提高了A2O工艺的处理效率;同时,针对污泥处理、资源回收等问题,开展了一系列研究工作,为A2O工艺的可持续发展提供了新的思路和方法。
四、未来发展趋势与展望随着环保要求的不断提高和技术的不断进步,A2O污水处理工艺将迎来新的发展机遇。
未来,A2O工艺将朝着以下方向发展:1. 智能化运行管理:通过引入物联网、大数据等先进技术手段,实现A2O工艺的智能化运行管理,提高处理效率和稳定性。

科技成果——封闭循环式养殖废水资源化利用技术技术开发单位山东大学适用范围适用于处理集中式或分散式水产养殖废水、分散式生活污水、污染河水、城市污水处理厂达标排放的尾水等。
成果简介本技术通过构筑结合水产养殖、水培种植及生物流化床技术于一体的封闭式鱼菜共生系统,实现对养殖废水等微污染水的循环利用。
养殖废水通过水泵引入植物微生物流化床底部,然后经多孔液体布水板均匀地进入流化床,通过调节入水流速,使填料处于流化状态。
随着水流提升,经狭缝式承托层进入水耕床培育植物,净化后的水在重力作用下回流至养殖系统。
在实现污水“零排放”的基础上,进一步回收利用污水中的营养物质并转化为高附加值的产品。
技术效果该技术能够有效净化水产养殖废水,并且利用水产养殖废水培育植物,正常运行期间,除弥补因植物蒸腾作用损失的水分外,和外面无水分交换,实现污水零排放。
此外,能够有效回收利用污水中蕴藏的营养物质,氮的回收利用效率超过50%。
生物流化床的使用,解决了普通生物滤池易堵塞的问题,系统持续运行时间延长40%以上,且流态化的填料提升了氧利用效率,系统中氨氮浓度可维持在地表水Ⅲ类。
运营成本(1)一次性投入费用:400元/吨。
(2)吨水处理费用:0.06元/吨。
(3)后期维护费:0.02元/吨。
应用情况本技术由山东国辰实业集团有限公司进行工程示范,依托山东省济宁市某人工湿地综合治理工程建设。
示范工程占地面积8000平方米,2017年底完工,通过应用封闭循环式养殖废水资源化利用技术,有效减少污水外排,大幅降低水耗和物耗。
除正常作物产出外,因良好的环境友好特性,产生了良好的经济效益和社会效益。
市场前景我国海水网箱养殖和池塘养殖的氮排放量分别达3.7万吨和45万吨,而我国每年城镇生活污水排放氨氮总量仅90多万吨,养殖污染不容忽视。
当前国内虽有鱼菜共生综合种养技术,但在系统运行过程中,由于养殖水体含大量固体排泄物,增加了生物滤池堵塞速率,运行维护费用增加,限制了其推广应用。
污水再生利用的技术进展与研究一、前言随着环保意识的日益增强和城市化进程的加速推进,污水处理和利用已经成为了关键的技术问题。
而作为污染源,污水的处理不仅仅是消除污染物,更是一种可重复利用的资源。
本文将着重介绍污水再生利用的技术进展与研究。
二、污水再生利用的定义污水再生利用是指将城市污水等生活污水经过一系列物理、化学和生物过程,经过处理达到国家相关的水质标准,再利用于农田灌溉、城市绿化、火力发电和工业冷却等领域的一种资源循环利用方式。
三、污水再生利用的技术进展1.生物处理技术生物处理技术采用一定的生物处理工艺,将污水中的有机物、氮、磷等污染物通过生物转化为无害物质和污泥。
生物处理技术主要分为活性污泥法、生物膜法、生物接触氧化法等。
其中,活性污泥法是最常用的处理工艺。
2.膜分离技术膜分离技术是利用膜的渗透分离作用,将污水中的物质和水分离,达到去除污染物的目的。
常见的膜分离技术包括反渗透、超滤、纳滤等。
膜分离技术可以高效地去除重金属、微生物和有机污染物等。
3.化学处理技术化学处理技术利用化学药剂对污水进行处理,包括混凝、沉淀、氧化还原、中和等。
化学处理技术可以去除污水中的色度、难降解有机物和微量污染物等。
4.高级氧化技术高级氧化技术是指利用一定的氧化剂,在特定的条件下将有机物氧化为无害物质。
常见的高级氧化技术包括光催化氧化和臭氧氧化等。
高级氧化技术具有处理效率高、脱除有机物彻底等优点。
四、污水再生利用的研究领域1.污水中微量污染物的研究随着科技的进步和人民对环境问题的日益重视,人们对于污水处理技术的要求也不断提高,除了要求处理后的水质符合标准之外,还要求能够去除一些特殊的污染物质,例如微量有机污染物、抗生素等。
2.污水再利用的研究污水再利用是一种可持续发展的水资源利用方式,不仅可以解决水资源短缺问题,同时也能降低对地下水资源的开采,减少了对环境污染的影响。
因此,污水再利用的技术及其应用研究将成为未来研究的热点之一。

污水处理发展历史进程及消毒简介一、一级处理阶段城市污水处理历史可追溯到古罗马时期,那个时期环境容量大,水体的自净能力也能够满足人类的用水需求,人们仅需考虑排水问题即可。
而后,城市化进程加快,生活污水通过传播细菌引发了传染病的蔓延,出于健康的考虑,人类开始对排放的生活污水处进行处理。
早期的处理方式采用石灰、明矾等进行沉淀或用漂白粉进行消毒。
明代晚期,我国已有污水净化装置。
但由于当时需求性不强,我国生活污水仍以农业灌溉为主。
1762年,英国开始采用石灰及金属盐类等处理城市污水。
二、二级处理阶段1、生物膜法十八世纪中叶,欧洲工业革命开始,其中,城市生活污水中的有机物成为去除重点。
1881年,法国科学家发明了第一座生物反应器,也是第一座厌氧生物处理池—moris池诞生,拉开了生物法处理污水的序幕。
1893年,第一座生物滤池在英国Wales投入使用,并迅速在欧洲北美等国家推广。
技术的发展,推动了标准的产生。
1912年,英国皇家污水处理委员会提出以BOD5来评价水质的污染程度。
2、活性污泥法1914年,Arden和Lokett在英国化学工学会上发表了一篇关于活性污泥法的论文,并于同年在英国曼彻斯特市开创了世界上第一座活性污泥法污水处理试验厂。
两年后,美国正式建立了第一座活性污泥法污水处理厂。
活性污泥法的诞生,奠定了未来100年间城市污水处理技术的基础。
活性污泥法诞生之初,采用的是充-排式工艺,由于当时自动控制技术与设备条件相对落后,导致其操作繁琐,易于堵塞,与生物滤池相比并无明显优势。
之后连续进水的推流式活性污泥法(CAs法)(如图1)出现后很快就将其取代,但由于推流式反应器中污泥耗氧速度沿池长是变化的,供氧速率难以与其配合,活性污泥法又面临局部供氧不足的难题。
1936年提出的渐曝气活性污泥法(TAAs)和1942年提出的阶段曝气法(SFAS),分别从曝气方式及进水方式上改善了供氧平衡。
1950年,美国的麦金尼提出了完全混合式活性污泥法。

《国外膜生物反应器在污水处理中的研究进展》篇一一、引言随着全球工业化的快速发展和城市化进程的加速,污水处理问题日益突出。
膜生物反应器(Membrane Bioreactor,MBR)作为一种新型的污水处理技术,因其高效、紧凑的特点,在国内外得到了广泛的研究和应用。
本文将重点介绍国外膜生物反应器在污水处理中的研究进展,分析其技术特点、应用领域及未来发展趋势。
二、膜生物反应器技术概述膜生物反应器技术是一种将生物处理工艺与膜分离技术相结合的污水处理技术。
该技术通过将生物反应器中的活性污泥与污水分离,实现污水的高效处理和回用。
其核心技术包括生物反应、膜分离和自动控制等方面。
三、国外膜生物反应器研究进展1. 技术研发国外在膜生物反应器技术研发方面取得了显著成果。
研究者们不断改进反应器的结构,优化运行参数,提高膜的通量和抗污染性能。
同时,针对不同领域的污水处理需求,开发了各种类型的膜生物反应器,如浸没式膜生物反应器、气升式膜生物反应器等。
2. 应用领域扩展膜生物反应器在污水处理中的应用领域不断扩展。
除了传统的市政污水处理、工业废水处理外,还广泛应用于水产养殖废水处理、医疗废水处理、垃圾渗滤液处理等领域。
同时,研究者们还在探索其在地下水修复、海水淡化预处理等领域的应用。
3. 研究成果与案例分析(1)欧洲地区:欧洲国家在膜生物反应器研发和应用方面处于领先地位。
研究者们关注于提高膜的通量和抗污染性能,优化运行参数,以降低能耗和成本。
例如,德国某污水处理厂采用膜生物反应器技术,实现了高效率的污水回用和处理。
(2)北美地区:北美国家在膜生物反应器的研究中,更注重其在实际应用中的效果和经济效益。
研究者们通过大量的实验和案例分析,证明了膜生物反应器在污水处理中的优越性和可行性。
例如,美国某研究机构对膜生物反应器在工业废水处理中的应用进行了深入研究,取得了显著的成果。
(3)其他地区:亚洲、澳洲等地区的国家也在膜生物反应器的研究和应用方面取得了重要进展。
高浓度复合粉末载体生物流化床技术规程一、技术概述高浓度复合粉末载体生物流化床技术是一种基于微生物的处理工艺,适用于高浓度有机废水、有机废气和固体有机废弃物的处理。
该技术主要利用微生物在高浓度废水中富集和分解有机物质,通过生物转化和生物降解作用,将废水中的有机物质转化为稳定的无机物质和泥状物,并在此过程中消耗大量有机物和能量。
该技术具有处理效率高、运行成本低、运行稳定性好等优点。
二、技术要求1.废水在流入生物流化床前应首先进行预处理,去除可能对微生物生长有害的物质。
2.生物流化床应严格控制进水质量,控制有机负荷、氮、磷等营养物质的浓度。
3.生物流化床应维持适宜的PH值、温度和溶氧量,为微生物的生长和代谢提供适宜的环境。
4.生物流化床应定期进行清洗和消毒,保持床层间的通路畅通。
5.运行过程中应及时监测废水的水质指标,调整床体的进水和出水流量,保证处理效果。
6.废水处理后的出水要求达到国家和地方环保标准。
三、技术应用该技术已广泛应用于电子、化工、纺织、印染、制药、食品等行业的废水处理中。
该技术可作为单一废水处理技术,也可以结合其他物理化学处理技术进行联合处理。
四、技术优点1. 处理效率高,有机负荷去除率可达90%以上。
2. 运行成本低,节省大量化学药剂和能源。
3. 运行稳定性好,较大程度上避免了措施成为不稳定废物。
4. 应用范围广,适用于不同种类和浓度的废水和固体有机废弃物处理。
五、技术缺点1. 对微生物种类和代谢能力的要求较高,需要严格控制进水质量。
2. 能耗较高,需要维持适宜的PH值、温度和溶氧量。
3. 运行过程中需经常监测废水的水质指标,及时调整床体的进水和出水流量。
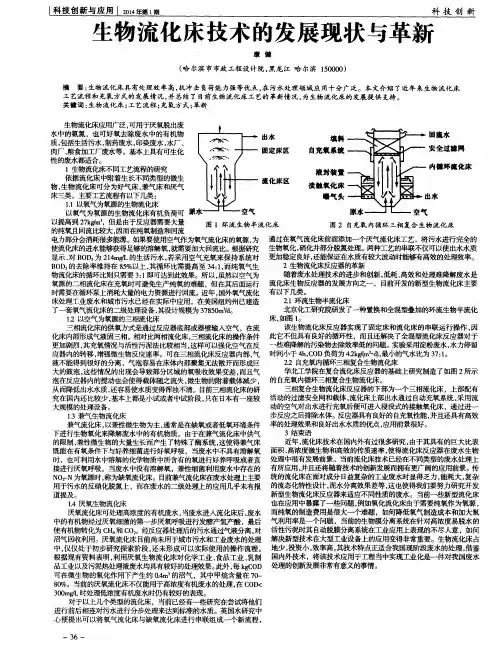
收稿日期:2007-12-061 作者简介:阚红明(1979~),男,内蒙古突泉县人,在读硕士研究生. 3教育部科学技术研究重点项目(205189)1生物流化床污水处理技术进展3阚红明 韩相奎 郭智倩 张丽萍 余 丹 李佩轩(吉林建筑工程学院市政与环境工程学院,长春 130021)摘要:介绍了生物流化床污水处理技术的发展沿革,以及近年来出现的新型流化床,并简要分析了生物流化床的发展前景和正待解决的问题.关键词:生物流化床;发展;污水处理中图分类号:X 703 文献标识码:A 文章编号:100921288(2008)0320004203Development of Biological Fluid Beds in W aste w ater T reatmentKAN Hong 2ming ,HAN Xiang 2kui ,GUO Zhi 2qian ,ZHAN G Li 2ping ,YU Dan ,L I Pei 2xuan(School of Environmental Engineering ,Jilin A rchitectural and Civil Engineering Institute ,Changchun 130021)Abstract :The devolopment of biological fluid beds (BFBs )for wastewater treatment was reviewed.Several new BFBs were introduced.The paper analyzed BFBs ’future and problems.K eyw ords :biological fluid bed ;development ;wastewater treatment 生物流化床(biological fluidized beds ,BFBs )是在20世纪70年代初,由美国首先开始进行研究和应用的.所谓生物流化床,就是以砂、活性炭、焦炭一类较小的惰性颗粒为载体充填在床体内,因载体表面覆盖着生物膜而使其质地变轻,污水以一定流速从下向上流动,使载体处于流化状态.该工艺是利用流态化的概念进行操作,是一种强化生物处理、提高微生物降解有机物能力的高效生物处理工艺,克服了固定床生物膜法中固定床操作存在的易堵塞问题[1].1 生物流化床工艺发展沿革 20世纪30年代,有人提出在悬浮床、膨胀床或流化床中采用将活细胞固定在载体颗粒上的办法来处理废水的设想[2],但直到60年代,这一设想都未能在废水生物处理的工业化过程中付诸实施.1971年,Robert 等人在对废水生物处理水作深度净化时,发现被活性炭吸附的有机物大都能被微生物所分解,这为发展具有生物膜法和活性污泥法两者优点的生物流化床技术提供了试验基础.1973年,美国Jeris Johns 等人成功开发了厌氧生物流化床技术,用于去除BOD 5和N H 3-N 的硝化处理.试验结果表明:在16min 的停留时间内BOD 去除率达93%,同年申请了专利.1975年,美国Ecolotrol 公司开发了HY -FIO 生物流化床工艺,用于废水的二三级处理,首次取得生物流化床处理废水的专利.美国Dorr -Oliver 公司在流化床的实用性方面做了许多研究,尤其在充氧器和进水分布系统上取得了很大的进展.Dorr -Oliver 设计的Oxitron 反应器[3],在床底部的锥体部分采用喷嘴,造成一种强有力的喷射床作为流化床的分布器.英国水研究中心和美国水研究中心又分别对充氧方式进行改进并成功地用于厌氧-好氧两段流化床对废水进行全面的二级处理,包括有机碳的去除、氨氮的硝化和脱氮[4].日本在70年代中期开始了流化床方面的研究,其着眼于中小型工厂的废 第25卷 第3期2008年9月吉 林 建 筑 工 程 学 院 学 报Journal of Jilin Architectural and Civil Engineering Institute Vol.25 No.3Sep 12008 水处理,采用空气曝气,有床外曝气的两相流化床,也有床内曝气的三相流化床,装置构形和脱膜方式与欧美不同,有其独到之处.具有代表性的是三菱公司和粟田公司.我国在这方面的研究起步较晚,兰化研究院环保所1978年开始进行纯氧生物流化床处理石油化工废水的研究工作,先后进行了石油化工综合废水、丁烯氧化废水、甲醇废水和油漆厂废水处理的研究.除兰化研究院外,国内主要研究的是空气曝气流化床.其中,内循环三相流化床研究进展迅速.1979年,由国家建委城建局下达给成都市政设计院、北京市环保所、哈尔滨建工学院、武汉给水排水设计院等单位生物流化床专题研究任务.1980年,上述各单位以城市生活污水为对象,各自进行了比较广泛地探索和研究,在此基础上,推出了以兼气床为主的工艺流程.其特点是采用兼气床为主体,以低供氧方式运转,每公斤BOD 5消耗氧气量仅为0.3kg ~0.4kg ,为好氧床的1/3~1/4[5].2 生物流化床的分类 按照使载体流化的动力来源不同,生物流化床分为以液流为动力的两相流化床(液流动力流化床)、以气流为动力的三相流化床(气流动力流化床)和机械搅拌流化床3种类型.此外,生物流化床还按其好氧或厌氧状态分为好氧流化床和厌氧流化床[1],按分类特征列于表1.表1 生物循环流化床分类[6]类型去除对象流态化方法充氧手段流化床类型好氧有机污染物(BOD ,COD )氮 用气体流态化 纯氧 机械表面曝气 床外充氧两相生物流化床 用液体流态化 机械表面曝气 鼓风曝气 气固液三相生物流化床 传统三相生物流化床 机械搅拌流态化 加压溶解 内循环生物流化床 外循环生物流化床厌氧硝酸氮亚硝酸氮 液体流态化 机械搅拌流态化 近年来,随着国内流化床研究的进展,流化床的发展显示出一种新型态势,产生了一批兼具几种反应器特点的新型流化床.如:新型脱氮-除磷生物循环流化床、序批式流化床、磁场流化床等.3 新型生物流化床311 新型脱氮-除磷生物循环流化床 崔玉波[7]等研制的新型循环流化床的结构(如图1所示),系统主要由厌氧床和好氧床组成.厌氧床上部为液固分离器,好氧床上部为沉淀区,二者之间的水压平衡,可以保持厌氧床和好氧床之间水流的动态平衡.两个斜管将厌氧床和好氧床连通为一个整体.原水、厌氧床回流水和好氧床回流水在水流分布器中通过调节阀进行重新分配.当厌氧床的表升流速超过某一临界值后,液体协同载体同向升流到液固分离器,上清液部分回流,其余部分同载体在平衡水压作用下,经上斜管流入好氧床.好氧床中的载体在沉淀区回流水和曝气的共同作用下处于流化状态,同时,有部分载体下行补给厌氧床,形成了载体的循环流动.新型循环流化床可实现生物膜载体的回流循环,具有脱氮除磷功能.系统启动一个月后就形成了硝化和反硝化微生物菌落;启动一个半月后可以实现完全硝化和反硝化功能.系统出水COD ,N H4-N ,NO3-N ,TN ,NO2-N 维持较低水平.312 序批式流化床 徐功娣、陆永生[8]等研究的序批式生物流化床(图2),采用序批式操作,能完成从液固二相流化床到气液固三相流化床的转化.液固二相流化床用于废水的厌氧处理,气液固三相流化床用于废水的好氧处理.液固二相流化床:在装有选定的载体流化床缓冲段一次性注入液体,然后开启循环泵,使液固在主床-缓冲段-副床-连通管内形成逆时针循环.气液固三相流化床:空气由主床近底部经曝气装置与液体混合后进入主床,主床内固液混合相因含有气体而导致密度减小,由上端缓冲段进入副床,一部分气体由缓冲段逸出,另一部分空气与主床流入的固液相在副床内混合,由下端连通管进入主床,在主床-缓冲段-副床-连通管内形5 第3期阚红明,韩相奎,郭智倩,张丽萍,余 丹,李佩轩:生物流化床污水处理技术进展图1 新型脱氮-除磷生物循环流化床 图2 序批式流化床成逆时针循环.结果表明,无论在二相流化床还是在三相流化床载体的添加都会使液体的混合时间不同程度的缩短;使用活性炭做载体比使用沸石做载体混合时间稍短;可以用全混流反应器(CSTR )模型来描述外循环流化床反应器.313 磁场生物流化床 1969年,Tuthill 提出了磁稳定流化床的概念,Rosensweig 在基础研究方面做了奠基性的工作,随后磁性生物流化床的操作形式、流变特性、膨胀特性、热量质量传递、流一固接触效率,不同流行等机理问题方面成为研究的热点.磁性流化床与普通流化床相似,区别在于磁场流化床的床层介质采用磁敏性介质,且流化床中除流场和重力场外还有外加磁场.磁场一般选用恒定或交变电磁场,其产生方式一般通过Helmholtz 线圈产生,磁场强度可以利用电流强度调节.磁场流化床的外加磁场方向分为磁场方向和流动相流动方向平行的轴向磁场和磁场方向与流动相流动方向垂直的径向磁场.施加磁场带来两个方面优点:①固相粒子只有在更大的流速下才能从磁场生物流化床冲出;②单位反应器体积所降解的污染物量明显提高[9].4 生物流化床工艺的发展前景 由于生物流化床具有较高的污水处理效率,较少的占地面积等优点,在处理城市污水和工业废水中展现了良好的发展前景.近三十年来,生物流化床的应用范围和规模都在日益扩展,根据国外的比较,生物流化床的投资及占地面积仅相当于传统活性污泥曝气池的70%和50%[1].2006年,中国环境公报公布,全国废水排放总量为537.0亿吨,其中工业废水总排放量为239.5亿吨,生活污水总排放量为297.5亿吨,比上年增长1.0%.目前,在水资源日益紧张的情况下,中水回用技术已经在我国的发达地区得到了应用.事实证明.在居民小区内构建污水处理站,将生活污水直接处理成中水供小区使用,是当前城市生活污水处理的另一种选择.生物流化床由于占地面积少,处理效率高,是小区生活污水处理站能选择的最佳工艺.在工业废水处理领域中,高效地处理工业废水一直是生物流化床的研究和发展方向.工业污水的特点是成分复杂,含有多种不同的污染物质,且工业废水中的污染物质和浓度有较大的差别,较难处理.生物流化床由于其耐冲击负荷,而且能根据不同的污水水质培养出高效的用于污水处理的微生物菌群,从而有效地处理工业废水.由此可见,随着技术的进步,生物流化床在城市污水处理和工业废水的处理中将占据重要的地位.生物流化床工艺的应用前景将更加广阔.同时,也应注意到生物流化床工艺还有许多亟待解决的问题:(1)生物流化床耗能较高,积极研究降低生物流化床的能耗是生物流化床工艺能否被广泛应用的重要前提.(2)生物流化床操作技术比较复杂,要求操作人员水平较高,应该加强自动化技术的引进,改变传统的操作技术.(3)开发高效的微生物菌种,包括广谱的微生物菌种和专一的微生物菌种,为流化床处理城市污水和成分特殊的工业废水提供微生物学基础.(4)在理论上应深入研究生物流化床内的水力学特性,加强反应器放大设计方面的研究.(下转第16页)缝;当桥台高度H≥14m时,前墙与长侧墙交汇处大部分区域会出现裂缝,所以应谨慎修建高度超过14m 的重力式U型斜交桥台.(5)钢筋混凝土圈梁法在重力式U型斜交桥台的加固上能达到满意的效果.参 考 文 献 [1] 周水兴,胡 娟,张 敏1重力式桥台开裂的机理研究[J]1重庆交通大学报,2005(8):9-121 [2] 马桂军,夏岩昆1高填方圬工U型桥台开裂原因分析及维修处理方法[J]1黑龙江交通科技,2000(3):51-521 [3] 何承义,周 旭,盛可鉴1U型桥台施工期间开裂的成因和防治[J]1黑龙江交通科技,2002(6):38-391 [4] 江明生1高速公路上中小桥台开裂成因及防治[J]1公路与汽运,2005(6):124-1251 [5] 刘景胜,汪为奇1U型桥台病害分析及对策[J]1华东公路,2000(4):47-481 [6] 刘河森,宋子房1U型桥台加固[J]1公路,1998(8):13-141(上接第6页)参 考 文 献 [1] 李圭白,张 杰1水质工程学〔M〕1北京:中国建筑工业出版社,20051 [2] 俞正青1气液固流态工程〔M〕1北京:中国石化出版社,19891 [3] G Hoyland.Aerobic treatment in‘oxitron’biological fluidized bed plant at coleshill〔J〕.Water Pollution Control,1983,82(4):479-493. [4] P F plete treatment of sewage in a two-stage fluidized-bed system part1〔J〕.Water Pollution Control,1982,81(4):447-464. [5] 何卫中,刘有智1好氧生物流化床反应器处理有机废水技术进展〔J〕1化工环保,1999,5(19):278-2831 [6] 张自杰1排水工程(下册)〔M〕1北京:中国建筑工业出版社,20001 [7] 崔玉波,G eorgeNakhla,JesseZhu1新型循环流化床的脱氮除磷机理〔J〕1中国给水排水,2005,21(1):94-951 [8] 徐功娣,陆永生,张仲燕,刘宇陆1新型序批式双外循环生物流化床流体力学特性研究〔J〕1齐齐哈尔大学学报,2005,21(1):1-41 [9] 胡宗定,吴建勇1磁性生物流化床特性的研究〔J〕1化工学报,1988,39(1):120-1261。