螺栓基本拧紧技术
- 格式:ppt
- 大小:2.00 MB
- 文档页数:30
化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。

高强度螺栓基础知识及紧固方法高强度螺栓,英文直译为:高强度摩擦预紧螺栓,英文简称:HSFG。
可见,我们中文施工中所说的高强度螺栓是高强度摩擦预紧螺栓的简称。
在日常沟通中,仅仅是简略了“摩擦”“预紧”两个词,却造成了许多工程技术人员对高强度螺栓基本定义的理解,产生了误区。
误区一:材料等级超过8.8级的螺栓,就是“高强度螺栓”?高强度螺栓和普通螺栓的核心区别并不在于使用材料的强度,而是受力的形式。
本质是是否施加预紧力,并利用静摩擦力抗剪。
实际上在英标规范,美标规范中提到的高强度螺栓(HSFG BOLT)只有8.8级和10.9级两种(BS EN 14399 / ASTM-A325&ASTM-490),而普通螺栓却有包含有4.6,5.6,8.8,10.9,12.9等(BS 3692 11款表2);由此可见,材料强度高低并不是区别高强度螺栓与普通螺栓的关键。
误区二:高强度螺栓的承载能力高于普通螺栓,是为“高强”?由单个螺栓的计算可知,高强度螺栓抗拉和抗剪的设计强度均低于普通螺栓。
其高强实质是:正常工作时,节点不允许发生任何相对滑移,即:弹塑性变形小,节点刚度大。
可见:在给定设计节点荷载的情况下,用高强度螺栓设计的节点并不一定能节省螺栓使用数量,但是其变形小,刚度大,安全储备高。
适合用主梁,等要求节点刚度较大的位置,符合“强节点,弱杆件”的基本抗震设计原理。
高强度螺栓之强,并非在于其本身的承载能力设计值,而是表现于其设计节点的刚度大,安全性能高,抗破坏的能力强。
高强度螺栓规格国内常用的高强度螺栓分为 ASTM 及 JIS 规格。
通常用的ASTM 高强度螺栓有 A325 及 A490 两种,具体使用情况如表一所示。
表一ASTM 高强度螺栓通用情况A325 螺栓主要成分为 TYPE1 及 TYPE3 两种,TYPE1 为一般结构用,如需要时可以热浸镀锌,耐候钢材应配合使用TYPE3螺栓,采用 TYPE3 螺栓时设计图上应特别标明,A325 螺栓的机械性如表二所示。
1. 确定拧紧扭矩
扭剪型高强螺栓的拧紧扭矩需要根据螺栓的规格和材料、连接的构件材料、使用环境等因素进行计算。
拧紧扭矩值需要满足设计要求和使用要求,过高或过低都会影响连接的性能。
2. 使用扭剪扳手拧紧
扭剪型高强螺栓必须使用扭剪扳手进行拧紧,扭剪扳手具有设置扭矩值的功能,可以保证螺栓的拧紧力度准确、可控。
拧紧时应垂直于螺栓轴线,并按照检验规定的扭矩进行拧紧,拧紧到预定扭矩时,扳手发出“卡嗒”声表示拧紧完毕。
3. 停止拧紧
当扭剪扳手发出“卡嗒”声时,需要继续用力,将扭剪扳手再次拧动1/4圈左右,让螺栓形变,产生剪断断裂。
然后再松开扳手,完成拧紧过程。
需要注意的是,不要反复拧紧,否则会影响螺栓的拧紧力度和性能。
化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。
六角螺栓紧固
螺栓是一种广泛应用于机械工程和结构连接领域的紧固件,而六角螺栓则是其中常见的一种类型。
本文将重点探讨六角螺栓紧固的相关知识和技巧。
六角螺栓的特点
六角螺栓的头部呈六角形,通常配合六角螺母使用。
这种设计可以使得螺栓在紧固时具有较好的力矩传递性能,防止螺栓在紧固时滑丝或损坏螺纹。
紧固原则
1.选择合适的螺栓规格:根据实际工程要求和承受力来选择合适规格
的六角螺栓,不要过度紧固也不要松动。
2.准备工作:确保螺栓孔和螺栓表面清洁,无生锈、油污等影响紧固
效果的污物。
3.采用交叉紧固:在紧固螺栓时,应采用交叉顺序进行,先对角两侧
轮流进行适量旋紧,再按次序进行,确保力均匀分布。
4.使用扭矩扳手:尤其是在专业的工程中,应使用扭矩扳手来控制扭
矩,确保每个螺栓都被正确紧固。
紧固注意事项
•不要过度用力:过度扭紧螺栓会导致材料变形,甚至断裂。
•注意选择紧固材料:根据实际工程需要选择合适的螺母和垫圈,以保证紧固效果。
•定期检查:螺栓松动可能会导致整体结构的不稳定,定期检查螺栓紧固状态是十分重要的。
结语
六角螺栓紧固作为结构连接中重要的环节,对于工程安全和稳定性具有重要意义。
正确选择螺栓规格,合理紧固螺栓,并定期检查维护,都是保证结构安全的关键措施。
希望本文对您有所帮助。
螺栓拧紧技术及拧紧机螺栓拧紧在机械制造业中的应用非常广泛,机械制造中零部件的连接与装配,机械整体的装配等等,可以说几乎是都离不开螺栓拧紧。
第一节螺栓拧紧的基本概念及拧紧的方法任何机体均是由多种零件连接(即组装)起来的,而零件的连接有多种,采用螺栓连接就是其中最常用的一种,而欲采用螺栓连接就必须应用拧紧,因而这“拧紧”也就成了装配工作中应用得极为广泛的概念。
零件采用螺栓连接的目的就是要使两被连接体紧密贴合,并为承受一定的动载荷,还需要两被连接体间具备足够的压紧力,以确保被连接零件的可靠连接和正常工作。
这样就要求作为连接用的螺栓,在拧紧后要具有足够的轴向预紧力(即轴向拉应力)。
然而这些力的施加,也都是依靠“拧紧”来实现的。
因而,我们很有必要了解一些有关拧紧的基本概念。
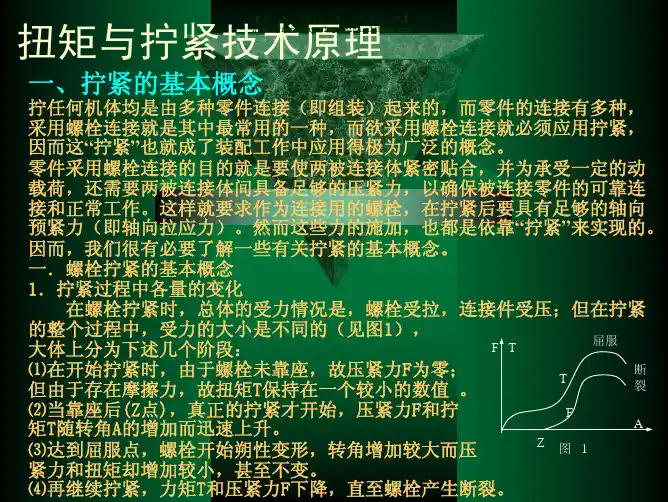
一.螺栓拧紧的基本概念1.拧紧过程中各量的变化在螺栓拧紧时,总体的受力情况是,螺栓受拉,连接件受压;但在拧紧的整个过程中,受力的大小是不同的(见图1),大体上分为下述几个阶段:⑴在开始拧紧时,由于螺栓未靠座,故压紧力F为零;但由于存在摩擦力,故扭矩T保持在一个较小的数值。
⑵当靠座后(Z点),真正的拧紧才开始,压紧力F和拧矩T随转角A 的增加而迅速上升。
图 1⑶达到屈服点,螺栓开始朔性变形,转角增加较大而压紧力和扭矩却增加较小,甚至不变。
⑷再继续拧紧,力矩T 和压紧力F 下降,直至螺栓产生断裂。
2.力矩率力矩率R 所表示的是力矩增量△T 对转角△A 的比值(见图2),即:R =△T /△A (1)硬性连接的R 值高,软性连接的R 值低。
R 值与螺栓的长度、连接中各件之间的摩擦以及连接件垫圈的弹性有关。
摩擦系数的变化,是影响力矩率的主要因素。
此外,再加上垫圈、密封垫片等引起的弹性变化,装配线上同样螺纹连接之间的力矩率变化可能超过百分之百,这样,力矩/转角的曲线就可能落在图3斜线中的任何位置。
3.摩擦与力矩对压紧力的影响 从图4中可见,同一力矩T 值, 而由于摩擦系数μ值的不同,压紧力 F 可能相差很大。