二、电火花加工原理
在特定的距离内,正负电极之间的介质被放电击穿,瞬 间产生高温,使放电点的工件被熔化甚至气化,这个过程具 有雪崩似的爆炸性质,因而把融化了的物质抛离工件表面形 成了蚀除,这样不断的蚀除完成了对工件的加工。线切割用 的电源是直流脉冲电源,而且是矩形波。因为每一个电蚀过 程是在0.001毫秒内瞬间发生的。矩形波是这个过程的最好 选择。
凸模的间隙补偿量:t凸=r丝+δ电 凹模的间隙补偿量:t凹= r丝+δ电-δ配 (2)加工落料模具时: 凸模的间隙补偿量:t凸= r丝+δ电-δ配 凹模的间隙补偿量:t凹=r丝+δ电
二、数控线切割机床编程
(一)3B格式程序编制 3B格式程序中的含义如表所示。 B:分割符,表示一段程序段的开始,并用其将X、Y和J 隔离,以免X、Y、J的数值混淆。 X、Y:直线或圆弧的相对坐标值; G:计数方向,有GX和GY两种; J:记数长度,终点相对于起点坐标值; Z:加工指令,用来确定被加工图形的形状、起点或终 点所在象限和加工方向等信息,共12个。
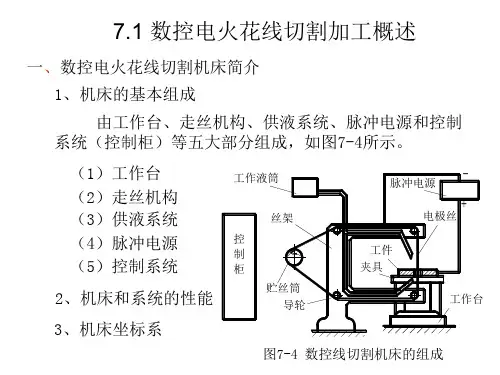
3. 微机控制装置 微机控制装置的主要功用是轨迹控制。其控制精度为 ±0.001mm,机床切割加工精度为±0.01mm。 4. 工作液循环系统 工作液循环系统由工作液泵、工作液箱和循环导管组成。 工作液起绝缘、排屑、冷却的作用。
(二)机床的分类 1. 快走丝线切割机床(WEDM-HS) 2. 慢走丝线切割机床(WEDM-LS)
三、电火花线切割加工的特点
(1)加工范围宽,只要被加工工件是导体或半导体材 料,无论其硬度如何,均可进行加工。
(2)由于线切割加工线电极损耗极小,所以加工精度 高。
(3)除了电极丝直径决定的内侧角部的最小半径(电极 丝半径+放电间隙)的限制外,任何复杂形状的零件,只要能 编制加工程序就可以进行加工。该方法特别适于合小批量和 试制品的加工。