全钢载重子午线轮胎胎圈露线的产生原因及解决措施
- 格式:pdf
- 大小:87.16 KB
- 文档页数:3
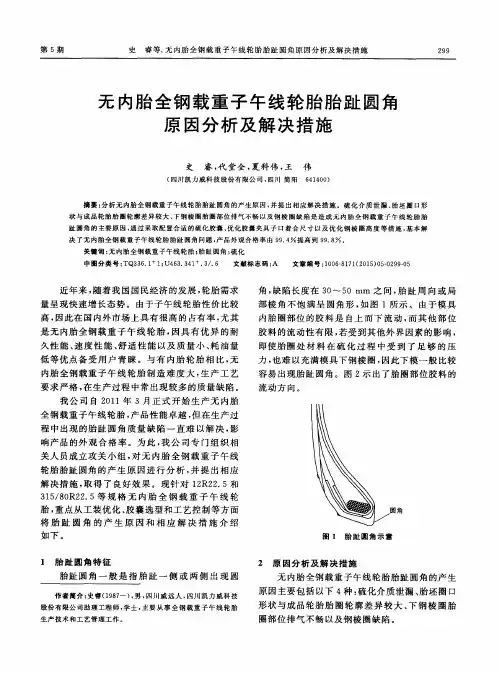
全钢载重子午线轮胎胎圈露线的产生原因及解决措施李葆忠,王泽君,张余林全钢载重子午线轮胎;胎圈露线;部件尺寸;钢丝圈;定型+16 文献标识码:B 胎会与轮辋发生摩擦,轻则磨损轮辋,重则帘线磨断,产生安全隐患;胎圈露线的无内胎轮胎因与轮辋着合不严会产生内腔空气泄漏,导致压力下降,影响使用安全。胎圈露线的具体位置和形式多种多样,相应的解决措施亦有所不同。笔者根据多年来积累的全钢载重子午线轮胎生产实践经验,对子午线轮胎胎圈露线的产生原因及解决措施进行探讨。以有内胎轮胎为例进行说明。1 半成品部件不合格在这里,半成品部件主要是指胎侧/耐磨胶条部件、三角胶和内衬层。111 半成品部件尺寸超出公差挤出、压型过程中如果螺杆转速、机头压力或皮带牵引速度等参数控制不好,均会造成半成品部件尺寸超出公差。(1)耐磨胶条厚度上偏差超出公差上限,胎趾与胎踵间会产生露线,露线情况如图1所示。产生原因是在硫化装胎过程中胎坯啃钢菱圈,产生过程如图2所示。这种情况下的胎圈露线一般比较作者简介:李葆忠(19702),男,黑龙江海林人,桦林轮胎股份有限公司工程师,学士,
主要从事子午线轮胎硫化工艺管理工作。图1 胎趾与胎踵间露线示意严重,所露帘线无橡胶保护,胎趾处有较厚的流失胶边,露线长度在1/5~1/4周左右。(2)如果胎侧/耐磨胶条部件、三角胶或内衬层的厚度下偏差低于公差下限,胎坯硫化过程中胶料产生流动,去填补胎侧、胎踵与胎趾间或胎趾部位,导致胎踵与胎圈装配线间露线,或同时伴有胎踵与胎趾间露线,如图3所示。解决措施:严格掌握工艺参数施工标准,控制挤出、压型半成品部件尺寸,成型时尺寸不合格的部件坚决不用。112 耐磨胶门尼粘度小耐磨胶料粘度过小,硫化过程中,在内压的作用下胶料流动过大,致使帘线露出,产生胎踵与胎247轮 胎 工 业 2003年第23卷(桦林轮胎股份有限公司,黑龙江牡丹江 157032) 摘要:对全钢载重子午线轮胎胎圈露线的产生原因进行了分析,并提出了相应的解决措施。半成品部件尺寸不合格、钢丝圈直径偏差较大、硫化模型钢菱圈尺寸不合适及变形、胎坯对中不好以及硫化工艺参数控制不当均可造成胎圈露线的外观缺陷。通过严格控制混炼及硫化工艺、按时检查钢丝圈缠绕法兰盘直径和压延厚度、钢丝圈直径、钢菱圈高度与胎坯匹配情况以及机械手对中情况等措施,可有效减少胎圈露线的发生。 关键词:中图分类号:U4631341文章编号:100628171(2003)1220742203 全钢载重子午线轮胎胎圈一侧或两侧露线是比较常见的一种外观缺陷。胎圈露线的有内胎轮图2 胎坯啃钢菱圈产生胎圈露线过程示意图3 胎踵与胎圈装配线间露线示意圈装配线间露线,或同时伴有胎踵与胎趾间露线。解决措施:严格执行混炼工艺,控制混炼时间,做到不漏料、不过炼。2 钢丝圈直径偏差钢丝圈直径过大或过小均会引起胎圈内径与模型钢菱圈不匹配,进而产生胎圈露线。(1)钢丝圈直径过小钢丝圈直径过小由两种情况造成:①因设计装配线间露线。3 硫化模型钢菱圈缺陷硫化模型钢菱圈直径不当、高度不足、变形等均会造成胎踵与胎趾间露线。311 钢菱圈直径不当钢菱圈直径偏大或偏小产生胎圈露线的情况与钢丝圈直径过小的情况相似,露线长度较大,甚至整周都会发生。解决措施:检查钢菱圈直径的同时应检查钢丝圈直径的大小,发现钢菱圈直径不当应重新设计和加工。312 钢菱圈高度不足如果钢菱圈设计、加工高度不合理,或调整胎圈设计(加大胎圈包布宽度、钢丝圈宽度等调整使胎圈增厚)时,未相应调整钢菱圈高度,则会造成胎趾处流失胶过多而产生胎踵与胎趾间或胎趾处帘线露出。此种情况下露线,胎趾处胎圈整周均会有较厚的流失胶边。解决措施:检查钢菱圈高度与胎坯匹配情况,发现不合格则补焊或重新设计和加工钢菱圈。313 钢菱圈变形因材质不同、碰撞等原因使钢菱圈在使用过程中发生变形,从而引起胎圈露线。发生过程亦如图3所示,露线尺寸小且位置相对固定,原因比较容易查找。347第12期 李葆忠等1全钢载重子午线轮胎胎圈露线的产生原因及解决措施或加工原因钢丝圈缠绕法兰盘直径小,导致钢丝圈本身直径过小;②钢丝圈缠绕布压延厚度大,致使缠绕后的钢丝圈内径过小。在此种情况下,胎圈露线的发生过程亦如图3所示,只是露线长度更大甚至整周都会发生。露线的轻重与钢丝圈直径偏小的程度有关。(2)钢丝圈直径过大钢丝圈直径过大,胎圈与钢菱圈间空隙大,材料不足,胶料被迫向胎踵与胎趾间流动,引起胎踵与胎圈装配线间耐磨胶料不足,产生胎踵与胎圈解决措施:检查钢丝圈缠绕法兰盘直径和钢丝圈缠绕布压延厚度,不合格的重新加工,必要时调整钢丝圈直径设计。,而且一般只在上胎圈发生。硫化机中心杆偏歪造成胶囊上夹环与上模钢菱圈配合不紧密、缝隙过大,导致流失胶多进而引起胎踵与胎趾间露线。解决措施:检查中心杆对中情况,必要时更换中心杆。5 硫化定型不当胎圈露线与硫化定型工艺过程有很大关系,定型压力过大、胶囊过热等均会造成胎圈露线。511 定型压力过大定型时压力过大,胎坯也随之膨胀,特别是合模暂停至再合模过程中,胶囊内的压力会增大1625所制成轮胎动平衡测量设备中图分类号:TQ33611;TQ33014+92 文献标识码:D北京航空制造工程研究所(中国航空工业第一集团公司625所)近期研制成功新一代轮胎动平衡测量机———YLH2DJ2001型全自动充气式轮胎动平衡测量机。该设备作为我国自行研制的第1台全自动轮胎动平衡测量机,在替代进口、全面提升品质、降低成本等方面取得良好效果。该设备用于对轿车轮胎、装配深槽轮辋的微型和轻型载重汽车轮胎的动平衡性能进行全自动测量。测量项目包括:轮胎静不平衡量及其角度,力偶不平衡量及其角度,上下面的动不平衡量及其角度。其特点为双面立式硬支承,是目前比较先进的永久性校准式平衡机,操作简单,效率高,自身灵敏度及准确性不受操作者及轮胎规格影响;测量精度高,达到国外同类机型精度水平;使用多级测试轮辋,并有轮胎规格识别装置,可实现轮辋宽度自动调整;测量软件具有对主轴系统及上下轮辋的偏心进行自动补偿的功能;采用SQL数据库编程技术处理轮胎规格参数及测量数据,加强了数据处理能力,可打印输出各种统计数据报表;全自动轮胎检测生产线,无需人为干涉,单胎检测时间在30s内。(摘自《中国化工报》,2003210221)447轮 胎 工 业 2003年第23卷解决措施:检查钢菱圈变形情况,发现不适时应重新加工。4 胎坯对中不好411 机械手对中不好机械手对中不好,装胎过程中下模钢菱圈啃下胎圈,硫化合模过程中上模钢菱圈啃上胎圈,造成两侧胎圈胎踵与胎趾间露线。上、下两侧露线位置相对成180°,同一侧胎圈与露线位置相对处胎趾材料不足。解决措施:检查机械手对中情况,严格控制机械手与硫化机中心杆中心偏差小于2mm。412 硫化机中心杆偏歪硫化机中心杆偏歪情况极为少见倍。在过大的压力作用下,胎圈处胶料产生不合理流动,胎踵与胎趾间或胎踵与胎圈装配线间胶料变薄,引起一个或两个位置露线。解决措施:定型操作时,必须保证工艺规定的工作压力。定型压力是通过定型阀传载的信号获得的,因此要定期检修和保养定型阀,发现定型平衡阀摩擦片损坏要及时修复。512 胶囊过热、定型时间长硫化胶囊过热、定型时间长,使胎圈耐磨胶料早期软化,产生不合理流动,会使胎踵与胎趾间或胎踵与胎圈装配线间胶料变薄引起一个或两个位置露线。硫化胶囊温度过高产生的原因是内压冷却不充分,或冷却水温度过高,超出工艺要求范围。解决措施:硫化结束充入内压冷却水时,冷却水压力和温度要符合工艺规定,温度过高要采取相应的降温措施,必要时调整内压冷却水循环时间,确保胶囊温度符合工艺要求。正确设定硫化定型时间、缩短硫化装胎后的操作时间也可减少胎圈露线的发生。6 结语通过采取严格控制半成品部件尺寸、耐磨胶门尼粘度、钢丝圈直径和成型定位、保证胎坯对中和硫化定型适当并防止胶囊过热等措施,我公司产生胎圈露线缺陷的全钢载重子午线轮胎数量大大减少,轮胎外观合格率有了很大提高。第12届全国轮胎技术研讨会论文