数控车简单零件的加工
- 格式:ppt
- 大小:1.12 MB
- 文档页数:9

前言轴是组成机器的重要零件之一根据轴的承载性质不同可将轴分为转轴、心轴、传动轴三类。
工作时既承受弯矩又承受转矩的轴称为转轴。
转轴是机器中最常见的轴,通常称为轴。
用来支承转动零件,只承受弯矩而不传递转矩的轴称为心轴。
心轴有固定心轴和旋转心轴两种。
根据轴线的形状不同,轴又可以分为直轴、曲轴和挠性钢丝轴。
后两种属于专用零件。
直轴按其外形的不同又可以分为光轴和阶梯轴两种。
光轴形状简单、加工容易,应力集中源少,主要用作传动轴。
阶梯轴个轴段截面的直径不同,这种设计使个轴段的强度接近,而且便于轴上零件的装拆和固定,因此阶梯轴在机器的应用中最为广泛。
直轴一般都制成实心轴,但为了减轻重量或为了满足有些机器结构上的需要,也可以采用空心轴。
轴通常由轴头,轴颈、轴肩、轴环、轴端和不安装任何零件的轴段等部分组成,这次设计我主要是设计减速器当中的传动轴,希望通过这次设计,我能学到更多的东西。
目录摘要ﻩ第一章绪论 ...................................................................................................................1.1数控机床的简介ﻩ1.2数控的发展趋势 ..............................................................................................1.3传动轴的概述ﻩ第二章工艺分析 .............................................................................................................2..1零件图工艺分析 ............................................................................................2.3切削顺序的选择 ............................................................................................2.4切削用量的选择和加工余量的确定ﻩ第三章设备的选择 .......................................................................................................3.1机床选择ﻩ3.2刀具的选择ﻩ3.3刀具卡.............................................................................................................................3.4夹具的选择 ........................................................................................................3.5切削液的选择ﻩ3.6量具的选择 ...................................................................................................... 第四章零件的编程ﻩ4.1手工编程ﻩ4.2工艺卡ﻩ4.3工序卡 ................................................................................................................ 结论…………………………………………………………………参考文献……………………………………………………………附录…………………………………………………………………后记…………………………………………………………………摘要轴是组成机器的重要零件之一,轴的主要功用是支承旋转零件、传递转矩和运动。

数控车床轴零件的加工数控车床是一种使用数字控制系统来控制刀具及工件移动,以进行加工的机床。
数控车床轴零件的加工在现代制造业中占有极为重要的地位,因为轴零件作为机械部件的核心部分,它的精度和质量直接关系到整个机械设备的性能和可靠性。
数控车床轴零件的加工涉及到具体的制造工艺及材料选择,下面将详细介绍数控车床轴零件加工的步骤和注意事项。
1.材料选择轴零件可以由各种金属材料制成,如钢、铁、铜、铝等。
在选择材料时需考虑受力情况、加工性、寿命以及使用条件等因素。
同时,材料的纯度和组织状态对加工后的轴零件的性能及寿命的影响也十分重要。
2.数控编程在进行数控车床轴零件加工时,必须采用数控编程。
数控编程的过程中,需要依据零件的制图和要求,设置数控程序中的加工工艺参数,如加工的速度、深度、曲率半径等。
编写好数控程序后,将其输入数控车床系统中,并通过系统对数控车床进行程序控制。
3.定位和夹紧在进行轴零件加工过程中,定位和夹紧是非常重要的步骤。
定位和夹紧设备能够将工件固定在适当的位置,并保证其在加工过程中的稳定性。
定位和夹紧设备能够减少加工过程中的振动和误差,从而提高轴零件加工的精度和效率。
4.加工过程加工过程中,刀具和工件之间的相对运动是一项关键的环节。
数控车床可以进行所有标准的车、铣、钻、镗、切、磨等加工方式。
加工时应根据工艺参数,选择合理的切削速度、进给量和切削深度等参数,保证加工质量和效率。
5.主轴调整数控车床轴零件的加工过程中,主轴的旋转和精度对加工效果有直接影响。
因此,主轴必须进行调整。
主轴的调整包括轮廓和尺寸的检测,加工精度的调整以及主轴的更新。
主轴的调整能够保证轴零件的加工精度和质量。
6.质量检测数控车床轴零件加工完成后,需要进行质量检测。
质量检测可以使用各种检测设备,如千分尺、测高机、光学仪器等。
质量检测可以保证轴零件加工的精度和质量,并减少错误和失误的发生。
综上所述,数控车床轴零件的加工是一项重要的技术活动。

数控车床零件加工的一般步骤
1. 设计工程图纸:包括零件的三维模型、尺寸、形状、加工要求等。
2. 编写数控程序:根据工程图纸,根据数控系统的语言编写程序,指导数控设备完成加工过程。
3. 选择合适的工具:根据加工要求和设备性能,选择适用的工具,包括刀片、钻头、铣刀等。
4. 装夹工件:将工件固定在加工平台上。
5. 调整加工参数:根据工件材料、尺寸等因素,调整加工速度、转速、进给量等参数,以实现最佳加工效果。
6. 加工零件:数控设备根据编写的程序进行自动加工,按照规定的路径和速度进行切削、钻孔、铣削等操作。
7. 完成质量检验:加工完成后,对零件进行测量、检查,确保尺寸、形状、表面质量等满足要求。
8. 处理表面:可对工件表面进行抛光、研磨等处理,以提高外观和表面质量。
9. 组装:对加工完成的零件进行组装,如需要,进行其它后续加工。
10. 包装:将加工完成的零件进行包装,以便运输或存储。

《数控车削编程与加工技术》任务十:简单轴类零件的编程及加工授课教师:授课地点:授课班级:授课时间:芜湖市职教中心数控与机电教研室【课题】简单轴类零件的编程及加工【教材分析】由电子工业出版社出版,谢晓红主编的《数控车削编程与加工技术(第二版)》是教育部职业教育与成人教育司推荐教材,是根据中等职业学校数控技术应用专业领域技能型紧缺人才培养培训指导方案编写的。
本书由葛金印、王猛老师主审,本教材是根据数控车床编程与操作员职业岗位要求设置的课程,重点介绍了数控车床相关的基础知识,FANUC O-TD数控系统的编程技术、加工技术训练,以及中级数控车床操作工技能训练。
对于“简单轴类零件的编程及加工”,教材中对其加工工艺要求和难点作了必要的说明,并例举了几个典型零件的加工工艺分析和编程,我们选择了教材中“案例 5.1”作为教学任务,其中所涉及到的基本要素,具有很好的代表意义。
【学情分析】通过前面的学习,同学们对数控车床组成与工作原理、数控车削加工工艺及编程已经有了一个基本的了解。
从本章开始,将学习常用指令的编程与加工。
简单轴类零件的轮廓形状,大部分由直线和圆弧构成。
因此,作为初学者,首先应熟练运用直线、圆弧插补指令进行程序编制和加工。
【教学目标】(一)知识目标了解简单轴类零件的数控车削加工工艺(二)能力目标掌握G00、G01指令的编程格式及特点(三)情感态度与价值观简单轴类零件的编程与加工运用的是数控车削加工中最基础的指令。
对于初学者,一定要有踏实认真的学习态度,充分理解各指令的指令格式、用法和走刀路径,切忌不可马虎大意。
另外,课堂上所授的是FANUC系统的指令,同学们在工厂里,要灵活运用课堂所学,要懂得举一反三,对于不同系统的机床要学会自己进行工艺分析。
【教学重点】简单轴类零件的加工程序的编写【教学难点】简单轴类零件加工工艺分析【教学手段】采用多媒体教学。
【教学时间】四课时任务引领:5分钟知识准备:50分钟示范任务:55分钟分组练习:45分钟任务评价:15分钟任务总结:5分钟布置作业:5分钟【教学策略】(一)教法设计采用任务驱动教学法,以简单轴的加工为任务引领,工艺分析与指令学习贯穿始终。
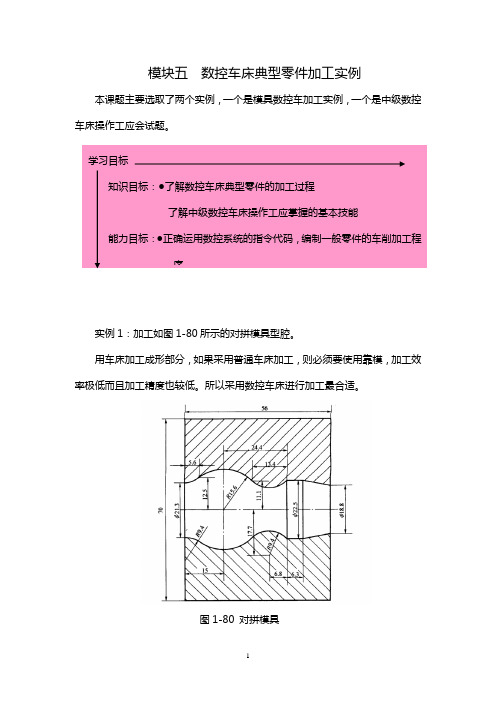
模块五数控车床典型零件加工实例本课题主要选取了两个实例,一个是模具数控车加工实例,一个是中级数控车床操作工应会试题。
学习目标知识目标:●了解数控车床典型零件的加工过程了解中级数控车床操作工应掌握的基本技能能力目标:●正确运用数控系统的指令代码,编制一般零件的车削加工程序。
实例1:加工如图1-80所示的对拼模具型腔。
用车床加工成形部分,如果采用普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低。
所以采用数控车床进行加工最合适。
图1-80 对拼模具1.加工准备1)将两拼块分别加工成形。
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合。
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致。
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图1-81所示。
图1-81 安装示意图2.所需刀具本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采用在尾架上装夹φ16mm的钻头手动进给,而粗车和精车则采用自动运行的办法。
粗车时用55°的内孔车刀,刀具号为T01,刀补号为01;精车时用35°的内孔车刀,刀具号为T02,刀补为02。
3.编写加工程序N10 M03 S500N20 T0101N30 G00 X0 Z3.0N40 G01 Z-30.0 F0.5N60 G01 Z-57.0N70 G00 X0N80 G00 Z-31.6N90 G01 X24.4 F0.2N100 G01 Z-50.4N110 G00 X0N120 Z3.0N130 G01 X18.3 Z3.0 F0.3N140 Z0N150 X22.0 Z-10.1N160 W-6.3N170 G02 X21.7 W-13.4 I6.45 J-6.8 N180 G03 X24.5 Z-50.4 I-11.1 J-11.0 N190 GO2 X20.8 Z-56.0 I7.55 J-5.6 N200 G01 X0N210 G00 Z200.0N220 G00 X200.0 T0100N230 T0202N240 G00 Z3.0N250 G01 X18.8 Z3.0 F0.3N260 Z0N280 W-6.3N290 G02 X22.2 W-13.4 I6.45 J-6.8N300 G03 X25.0 Z-50.4 I-11.1 J-11N310 G02 X21.3 Z-56.0 I7.55 J-5.6N320 G01 Z-58.0N330 G00 X0N340 G00 Z100.0N350 G00 X200.0 T0200N360 M05N370 M304.加工过程1)在尾架上装φ16mm的钻头,手动进给钻穿工件。

课题七数控车---简单轴类零件的编程与加工教学目的:1.使学生熟悉掌握FANUC-0i Mate-TB数控系统的G50、G96、G97、G98、G99、G00、G01等指令;2.使学生掌握简单轴类零件的编程与加工.重点:G50、G96、G97、G98、G99、G00、G01等指令的应用;自动回机床参考点(G28)及工件坐标系设定(G50)难点:G50、G96、G97、G98、G99、G00、G01等指令的应用;自动回机床参考点(G28)及工件坐标系设定(G50)一、旧课复习1、怎样从写字板中调用程序?2、如何对刀?3、怎样自动加工工件?4、如何测量工件?二、新课的教学内容(一)常用的G代码1.快速定位指令G00(1)功能:用于非切削快速定位,使刀具以点位控制方式,从刀具所在点快速移动到目标点。
移动速度由系统内部参数决定。
不能由程序改变,但可用倍率开关改变。
不同的系统有不同的速度,一般都在10~30m/min之间。
在加工程序中,有绝对值和增量值有两种表达方法。
(2)格式:G00 X(U)Z(W)(3)说明:X、Z:绝对坐标方式时的目标点坐标;U、W:增量坐标方式时的目标点坐标。
G00的运动轨迹不一定是直线,若不注意则容易干涉。
图7-1 采用绝对坐标G00X37Z30 图7-2 采用相对坐标G00U25W202 . 直线插补G01(1)功能:使刀具以给定的进给速度,从所在点出发,直线移动到目标点。
(2)格式:G01 X(U)Z(W) F(3)说明:X、Z: 绝对坐标方式时的目标点坐标;U、W: 增量坐标方式时的目标点坐标。
F是进给速度。
3 . 暂停指令(G04)(1)功能:该指令可使刀具做短时间的停顿, 即刀具作短时的无进给运动(2)格式:G04 X(U)G04 P(3)说明:X、U指定时间,允许带小数点;秒P指定时间,不允许带小数点,毫秒(4)应用场合:车削沟槽或钻孔时,为使槽底或孔底得到准确的尺寸精度及光滑的加工表面,在加工到槽底或孔底时,应暂停适当时间;使用G96车削工件轮廓后,改成G97车削螺纹时,可暂停适当时间,使主轴转速稳定后再执行车螺纹,以保证螺距加工精度要求。
数控车加工工艺总结第1篇答:数控加工工序的划分一般可按下列方法进行:(1)刀具集中分序法就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。
在用第二把刀、第三把完成它们可以完成的其它部位。
这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。
(2)以加工部位分序法对于加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。
一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。
(3)以粗、精加工分序法对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。
综上所述,在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。
另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。
数控车加工工艺总结第2篇对切削过程进行监控主要考虑以下几个方面:1.加工过程监控粗加工主要考虑的是工件表面的多余余量的快速切除。
在机床自动加工过程中,根据设定的切削用量,刀具按预定的切削轨迹自动切削。
此时操作者应注意通过切削负荷表观察自动加工过程中的切削负荷变化情况,根据刀具的承受力状况,调整切削用量,发挥机床的最大效率。
2.切削过程中切削声音的监控在自动切削过程中,一般开始切削时,刀具切削工件的声音是稳定的、连续的、轻快的,此时机床的运动是平稳的。
随着切削过程的进行,当工件上有硬质点或刀具磨损或刀具送夹等原因后,切削过程出现不稳定,不稳定的表现是切削声音发生变化,刀具与工件之间会出现相互撞击声,机床会出现震动。
此时应及时调整切削用量及切削条件,当调整效果不明显时,应暂停机床,检查刀具及工件状况。
3.精加工过程监控精加工,主要是保证工件的加工尺寸和加工表面质量,切削速度较高,进给量较大。
目录1.零件图工艺分析2设备选择3确定零件的定位基准和装夹方式4确定加工顺序及进给路线5刀具的选择6确定切削用量7填写数控加工工艺文件轴类零件的数控加工工艺的编制及加工图1.零件图工艺分析零件车削工艺分析如图1-1所示,零件材料处理为:45钢,下面对该零件进行数控车削工艺分析。
零件如图:图1-1 零件图1.1数控加工工艺基本特点数控机床加工工艺与普通机床加工原则上基本相同,但数控机床是自动进行加工,因而有如下特点:①数控加工的工序内容比普通机床的加工内容复杂,加工的精度高,加工的表面质量高,加工的内容较丰富。
②数控机床加工程序的编制比普通机床工艺编制要复杂些。
这是因为数控机床加工存在对刀、换刀以及退刀等特点,这都无一例外的变成程序内容,正是由于这个特点,促使对加工程序正确性和合理性要求极高,不能有丝毫的差错。
否则加工不出合格的零件。
在编程前我们一定要对零件进行工艺分析,这是必不可少的一步,如图1-1我要对该零件进行精度分析,选择加工方法、拟定加工方案、选择合理的刀具、确定切削用量。
该零件由螺纹、圆柱、圆锥、圆弧等表面组成。
可控制球面形状精度、30°的锥度等要求。
经上面的分析,我可以采用以下工艺措施:(1)为便于装夹,为了保证工件的定位准确、稳定,夹紧方面可靠,支撑面积较大,零件的左端是最大直径圆柱ф85mm,中段的圆柱ф80mm。
右端是螺纹,应先装夹毛坯加工出左端圆弧及圆柱ф85mm、ф80mm调头装夹ф80mm的圆柱加工右端螺纹、圆柱及锥面,毛坯选ф85×350mm。
1.2设备选择根据该零件的外形是轴类零件,只有在数控车床上加工才能保证其加工的尺寸精度和表面质量。
我选择在本校的数控机床HNC-CK6140加工该零件。
1.3确定零件的定位基准和装夹方式1.3.1粗基准选择原则(1)为了保证不加工表面与加工表面之间的位置要求,应选不加工表面作粗基准。
(2)合理分配各加工表面的余量,应选择毛坯外圆作粗基准。