某低硫尾矿回收硫的合理工艺探究
- 格式:pdf
- 大小:277.93 KB
- 文档页数:5

150某尾矿资源再回收的工艺方案王立福(舒城县矿产资源开发管理办公室,安徽 六安 231300)摘 要:为了综合回收尾矿资源,对尾矿性质及其工艺矿物学研究分析表明。
本文针对某重选尾矿特点,通过系统的试验研究,确定了分选工艺流程,使矿产资源与废弃矿物得到了综合回收,选矿指标先进,为该矿山提高矿产资源综合利用率奠定了技术基础。
关键词:尾矿资源;回收;工艺方法;尾矿性质中图分类号:TD95 文献标识码:A 文章编号:11-5004(2020)02-0150-2收稿日期:2020-01作者简介:王立福,男,生于1965年,安徽舒城人,大专,选矿工程师,研究方向:有色金属选矿。
1 尾矿性质考查某矿山选厂,为铜硫优选浮选工艺流程,分别回收铜和硫,随着矿山的不断开发,近两年来入选原矿中有价金属矿物成分也发生了较大变化,经过选矿技术人员的不断跟踪分析,发现尾矿钨矿含量稳定在工业品位之上,于是就决定对现有浮选工艺下的尾矿进行再回收。
本着科学审慎的原则,在利用之前应对该尾矿查明其化学成分、矿物成分、有用组分类型和含量及其赋存状态、嵌布粒度和分布以及工艺性能等,查清物料特性是拟定高效回收工艺的前提和基础。
1.1 矿物组成表1 尾矿矿物组成分析结果名称黄铁矿磁黄铁矿黄铜矿褐(赤)铁矿白钨矿黑钨矿绢云母方解石石英石榴子石萤石含量% 4.315.870.3211.631.560.2143.423.8721.271.431.021.2 多元素分析经分析尾矿试料WO 30.13%,Cu0.10%,S5.65%,TFe9.85%,CaCO 33.89%,SiO 245.70%,Al 2O 312.61%,经制片鉴定,其金属矿物成分为白钨矿、黄铁矿、磁黄铁矿、褐铁矿和赤铁矿等,少量的闪锌矿、黄铜矿、磁铁矿,主要脉石矿物有长石、云母类(含43%)、石英(含量30%)、其次为方解石、透辉石、绿泥石、绿帘石、萤石、石榴子石、磷灰石等。
中低密度矿物占70%,硫化物占10%以上,磁性矿物占10%以上,它们在密度、可浮性、磁性方面分别与白钨矿物存在一定差别,是进行白钨分选的有利条件,但脉石矿物硬度都较大,钨矿物硬度较小,性脆易泥化,这是不利因素,硫化物、铁矿物、石榴子石等中等重矿物含量较多,也将给白钨的富集带来困扰。

浅谈煤化工项目的硫回收及其工艺技术摘要:煤化工行业的快速发展,也带来了污染危害等问题,因此需要要将煤炭资源开发和环境保护、有害物消除和新能源开发等方面做到有效整合。
基于此,本文阐述了煤化工项目的硫回收要求,对煤化工项目中的主要硫回收特征以及常用的硫回收工艺技术进行了探讨分析。
关键词:煤化工项目;硫回收;要求;特征;工艺技术近年来,煤化工企业得到快速发展,同时也使得环境污染日益严重。
当前很多中小型煤化工企业处理硫尾气通常采用直接燃烧和固体吸收等方法,既会对锅炉造成腐蚀,操作费用高,又不能满足环保要求。
因此需要合理运用硫回收工艺技术,从而有效避免资源浪费和控制环境污染。
一、煤化工项目的硫回收要求1、环保要求。
煤化工项目的硫回收工艺优化目的是为有效控制和降低大气中硫物质的排放含量,以满足人们生产生活需要的同时有效保护自然生态环境和人们的身体健康。
因此煤化工企业在选择硫回收工艺时,必须要满足新时期国家对新建硫黄生产装置和企业的排放要求《大气污染物综合排放标准》,使其不断适应未来绿色可持续发展的目标,最终促进煤化工企业的持续发展。
2、工艺技术可靠要求。
一般煤化工企业的酸气主要为硫化氢,其浓度在20%~30%,单一使用空气无法保证其平稳燃烧,因此,需要针对煤化工企业实际发展情况合理选择具有较高稳定性、可操作性和安全性的硫回收工艺,使其能够适应低酸性气浓度以及具有高弹性范围,能够处理复杂气体的硫回收工艺,并且工艺故障保护连锁应该贴合实际,以确保装置的合理使用,降低操作风险性,如富氧燃烧系统、甲醇预处理系统等。
3、成本低要求。
满足国家环保要求以及确保其工艺技术可靠后,需要考虑硫回收工艺的经济投入成本,尽量降低装置的投资和操作使用维修费用,以最大限度提高煤化工企业的经济效益。
同时如果主装置没有醇胺吸收单元则要尽量避免引入新的溶剂吸收系统,以提高硫回收效率。
二、煤化工项目中的主要硫回收特征1、回收后产生的是酸性气体,浓度比较低与不稳定特征。

低品位硫铁矿生产硫磺的工业实验研究
一、研究背景
1、我国低品位硫铁矿资源丰富,但由于存在较多问题,尚未开发利用。
2、低品位硫铁矿中含有大量硫,如果能有效去除,就可以转换成硫磺,从而满足
工业生产需求,推动低品位硫铁矿利用,发挥良好社会经济效益。
二、实验目的
1、分析低品位硫铁矿中硫分布情况及其遍布规律。
2、研究优化低品位硫铁矿生产硫磺的工艺条件,确定最佳工艺技术参数,以提高
硫磺产品的高品质、高效节约。
三、实验方法
1、采用粒度分析、X射线衍射分析、透射电子显微镜等分析仪器,对低品位
硫铁矿样品中各种物质的存在质量进行测定。
2、对生产硫磺装置的功率、温度、进出料比等参数进行调整,设计几条工艺路线,分别采用恒压反应器、蒸发反应器等方式,从中选择最佳工艺路线。
3、就工艺操作实践,研制出最佳工艺条件,完成低品位硫铁矿生产硫磺的实验。
四、实验结果
1、分析低品位硫铁矿中硫分布的情况及其规律,硫含量为5%~45%,多以低
硫占优势,以粒度5-30mm样品以0.74~7.83%的硫含量为主。
2、实验采用恒压反应器工艺,当反应温度为460℃、反应时间3h、反应器内部压
力0.02MPa、反应料比6:1时,产出硫磺粉料水分3.3%,硫磺灰分3.1%,其中硫
含量为91.1%。
五、总结
本实验采用低品位硫铁矿生产硫磺的工艺,主要包括低品位硫铁矿样品的分析、工艺设计以及实践等步骤,最后确定了最优的工艺技术参数,满足了高新技术的要求。
实验结果可为低品位硫铁矿的开发利用提供重要参考。

从某铜矿尾矿中回收硫的试验研究及生产实践
朱德庆;李青春
【期刊名称】《矿产综合利用》
【年(卷),期】1996(000)003
【摘要】小型试验、半工业试验及工业生产实践表明:采用重浮联合流程可成功地从江西某铜矿尾矿中回收硫。
该工艺流程简单;无需添加硫酸或其他活化剂即可实现黄铁矿的浮选;投资省、见效快;按日处理选铜尾矿1000t、入选硫品位2%、硫精矿品位40%、硫回收率58%计,年经济效益为62万元左右,在中小有色矿山具有普遍推广意义。
【总页数】4页(P8-11)
【作者】朱德庆;李青春
【作者单位】不详;不详
【正文语种】中文
【中图分类】TD926.4
【相关文献】
1.青海某铜矿尾矿回收硫、铁试验及生产实践 [J], 胡秀梅;郑利强
2.从尾矿中回收铋的试验研究与生产实践 [J], 雷耀新;李红
3.从磁选尾矿中回收钼和锌的选矿试验研究与生产实践 [J], 余祖芳;刘建远;师建忠;魏明安
4.从某铜矿尾矿车尾砂中回收硫的试验研究 [J], 雷贵春
5.从铁山河铁矿磁选尾矿中回收硫,钴的工艺研究及生产实践 [J], 管则皋;刘建功
因版权原因,仅展示原文概要,查看原文内容请购买。
煤化工项目硫回收工艺技术分析摘要:近年来,我国的工业化进程发展迅速,在煤化工项目中,硫回收工艺有了很大进展。
随着煤化工项目的开展,其在满足人们基本需要和社会建设需要的同时也带来了环境污染问题,尤其是含硫尾气的大量排放严重污染大气环境和影响人身体健康,不利于绿色可持续发展目标的实现。
因此如何高效回收硫资源已成为当前煤化工项目发展过程中面临的主要问题。
通过简析煤化工项目硫回收特点,分析硫回收工艺技术,并对其进行比较,提出煤化工项目应用硫回收工艺的注意要点,以不断提升煤化工装置的应用效率,有效降低环境污染问题。
关键词:煤化工项目;硫回收工艺;技术分析引言硫回收是指将含硫化氢等有毒含硫气体中的硫化物转变为单质硫的化工过程。
硫在加工过程中存在极大的危害,如不及时脱除,将严重腐蚀设备并影响装置的长周期运行。
原油或煤在加工过程中硫化物会转化为H2S,而H2S是剧毒物质,对人体和环境有极大的毒害作用,硫回收工艺就是处理H2S最合适的工艺。
1工艺流程低温甲醇洗工段来的酸性气,经酸性气预热器预热后进入酸性气燃烧炉与O2进行不完全燃烧,产生部分单质S,经硫冷凝器冷却后液硫送至液硫池;气相经再热器加热后送至一级克劳斯反应器反应,反应气再经硫冷凝器冷却分离液硫后,经再热器加热送至二级克劳斯反应器;反应气再经硫冷凝器冷却分离液硫后,经再热器加热送至三级克劳斯反应器,如式(1);硫冷凝器冷却分离液硫后,工艺气经超级克劳斯氧化反应后去尾气焚烧炉,也可直接送至尾气焚烧炉,如图1。
3H2S+3/2O2=cat/570~600K= 3/xSx+3H2O+615KJ/mol (1)图一2硫回收工艺技术分析2.1复合胺法脱硫工艺克劳斯硫回收焚烧炉出口经废热锅炉回收热量后的约135~140℃的烟气进入复合胺法脱硫系统洗涤塔,烟气经洗涤、降温、除尘后,由下部增压风机加压送入吸收塔;洗涤循环水经洗涤塔泵加压进入板式换热器降温后送至洗涤段上部,自上而下与烟气逆流接触,对烟气进行洗涤、降温、除尘。
采用高效射流浮选机从某尾矿中回收硫的工业试验报告工业试验报告一、试验背景尾矿是矿山开采后剩余的无用矿石,其中常含有多种有害元素,如硫、铜等。
为有效处理尾矿中的硫元素,既能保护环境又能回收有价值的资源,本试验采用高效射流浮选机进行回收硫的工业试验。
二、试验过程1. 实验设备本试验采用高效射流浮选机作为回收硫的关键设备。
整个系统由进浆设备、高效射流浮选机、浮选浓缩和过滤设备等组成。
2. 实验原料本试验采用某矿山生产的尾矿作为原料,其中硫含量为3%左右。
3. 实验方法本试验采用高效射流浮选机作为主要处理设备,其通过引入微细气泡和高速旋转的导向叶轮,能够有效地把硫的杂质进行剔除。
实验流程为:先将尾矿经过破碎和筛分处理后送入浮选机,加入一定量的药剂,经浮选浓缩处理后进行过滤。
4. 实验效果经过试验,我们得到了以下的试验效果:(1)产品品质良好经过高效射流浮选机的处理,尾矿中的硫被有效回收,产品品质较好,硫含量下降到了0.5%以下。
(2)回收率高采用高效射流浮选机可以大幅提高回收硫的效率,回收率可达到90%以上。
(3)资源综合利用本试验采用高效射流浮选机回收硫的同时,也可以回收其他有价值元素,如铜等,实现了矿石资源的综合利用。
三、结论通过本试验,我们证明了采用高效射流浮选机进行回收硫的方案是可行的。
该方案可以有效回收硫元素,并具有高效、安全、经济的特点,同时实现了矿产资源的综合利用,具有很高的工程实用价值。
经过实验,我们得到了以下数据:1. 原矿硫含量为3%2. 经过高效射流浮选机处理后,产品硫含量下降到了0.5%以下,回收率可达90%以上。
3. 除硫效果好的同时,高效射流浮选机还能回收其他有价值元素,如铜,实现了矿产资源的综合利用。
对于这些数据的分析如下:1. 尾矿的硫含量很高,说明了尾矿对环境的污染较高,需要采用高效、安全的方法进行处理。
2. 采用高效射流浮选机可以有效地从尾矿中回收硫,且回收率很高,说明了该设备在处理尾矿中的硫方面有着很好的效果,且可以提高资源利用率。
在尾矿中综合回收硫精矿的研究和生产实践
于兴良;张志;王建忠;苟敏刚
【期刊名称】《湖南有色金属》
【年(卷),期】2014(030)003
【摘要】陕西铅硐山矿业有限公司选矿厂矿石处理量1 120 t/d,铅锌分选后,尾砂量约为1 050 t/d,含硫品位约为1.86%.采用浮选法选硫,经一次粗选、一次扫选、三次精选,获得硫精矿品位44.36%、回收率79.93%,铅+锌含量为1.38%,达到国家一级品质量标准,实现收入约336万元/a,经济效益136.41万元/a,实现了有价元素的综合回收.
【总页数】4页(P12-14,60)
【作者】于兴良;张志;王建忠;苟敏刚
【作者单位】陕西铅硐山矿业有限公司,陕西宝鸡721707;陕西铅硐山矿业有限公司,陕西宝鸡721707;陕西铅硐山矿业有限公司,陕西宝鸡721707;陕西铅硐山矿业有限公司,陕西宝鸡721707
【正文语种】中文
【中图分类】TD926.4
【相关文献】
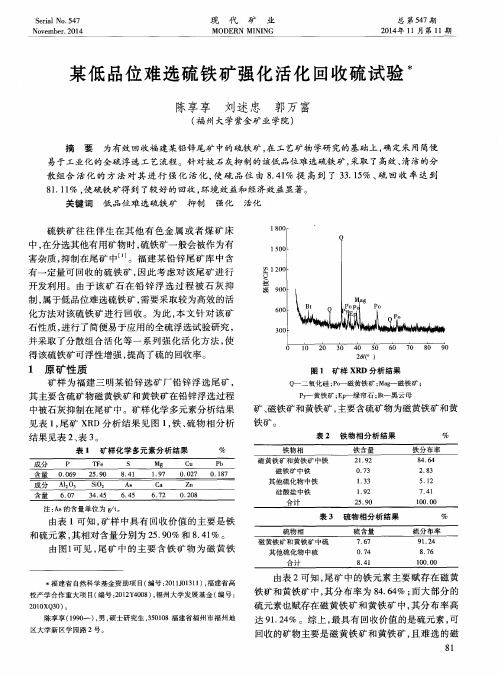
1.从云浮硫铁矿尾矿中回收硫精矿的研究 [J], 严荥;张海平;黄根;刘畅
2.从硫精矿中回收铜的浮选工艺试验研究与生产实践 [J], 王慧;周忠堂
3.从铁尾矿中综合回收铜硫精矿的试验研究 [J], 刘俊;王代军;龚文琪
4.从凡口铅锌矿尾矿中回收硫精矿的研究 [J], 曾懋华;颜美凤;奚长生;蒋荣华;方振鹏
5.某难选硫精矿综合回收铜的试验研究及生产实践 [J], 徐朝刚; 仇云华
因版权原因,仅展示原文概要,查看原文内容请购买。