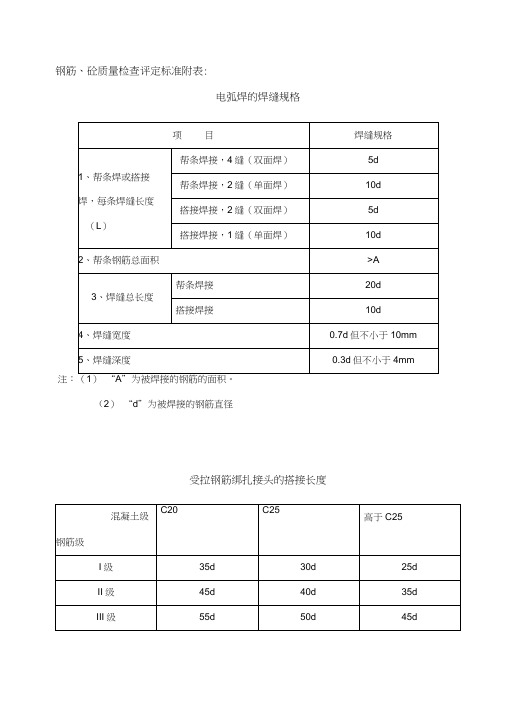
4-1 电弧焊
- 格式:ppt
- 大小:3.62 MB
- 文档页数:53



四合一加热炉炉管焊接方案1工程概况及编制依据1.1工程概况略。
1.2编制依据:✧施工图纸✧SH3085-1997 《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》✧ASME标准第Ⅱ卷A篇2材料本炉炉管系统炉管及管件材料有:20#、15CrMo、P22、1Cr9Mo、T9、T91和F9共七种,所涉及到的焊接组合包括:20#与20#相焊、15CrMo与15CrMo相焊、15CrMo与P22相焊、T91与T91相焊、T91与F9相焊、1Cr9Mo与T9相焊等共六种。
炉管及管件均应具有出厂合格证和质量证明文件,且应符合国家有关标准及技术条件要求,本炉炉管及管件中的P22、T9、T91、F9应符合ASME SA335、SA213、SA182的要求。
3焊接材料1)焊接材料选择应根据母材的化学成份、力学性能综合考虑,本炉炉管焊接材料详见“炉管焊接一览表”。
2)焊接材料的管理应按公司《焊材管理规定》执行。
4焊接方法及设备4.1焊接方法炉管系统的焊接施工应视焊接结构的不同分别采用全手工电弧焊或手工氩弧—电弧联焊,对接焊缝应全部采用氩弧焊打底、手工电弧焊填充和盖面的方法施焊。
4.2焊接设备及极性焊接设备全部选用节约能源的ZX5型硅整流焊机或ZX7型逆变式焊机。
手工电弧焊采用直流反接,钨极氩弧焊采用直流正接。
5焊工参加炉管施焊的焊工,必须经必要的操作技能、工艺纪律的培训,并按《锅炉压力容器焊工考试规则》考试合格,取得焊接资格证。
焊工只能从事与其资格证相符的焊接项目,不得无证上岗、超项施焊等。
6焊接环境焊接环境出现下列情况之一时,必须采取有效防护措施,否则禁止施焊。
✧环境温度低于0℃;✧手工电弧焊时风速大于8m/s、氩弧焊风速大于2m/s;✧相对湿度大于90%;✧雨雪环境。
7焊前准备7.1焊前检查炉管及管件在使用前必须进行外观检查,其内外表面应平整,不得有裂纹、折叠、轧折、离层、结疤等缺陷,并不得有严重锈蚀现象。
7.2炉管下料、坡口加工炉管的下料、坡口加工应采用机械方法加工,坡口的型式及尺寸应符合设计文件的要求。

4种常用的焊接技术焊接是一种将金属材料通过加热和加压使其熔化,然后冷却固化以连接的方法。
它被广泛应用于工业制造、建筑、造船等领域。
在这篇文章中,我们将介绍四种常用的焊接技术:电弧焊、气体保护焊、激光焊和摩擦焊。
1. 电弧焊:电弧焊是最常见的焊接技术之一。
它使用电弧产生高温,将金属材料加热至熔点,然后利用熔化的金属填充焊接接缝。
电弧焊可以分为手工电弧焊和自动化电弧焊。
手工电弧焊通常用于焊接较小的工件,而自动化电弧焊适用于焊接大型结构。
电弧焊技术简单易学,适用于各种金属材料的焊接,但其缺点是产生较多的烟尘和热影响区。
2. 气体保护焊:气体保护焊技术是一种在焊接过程中使用惰性气体或活性气体保护焊接区域的方法。
最常用的气体保护焊是氩弧焊,使用纯氩或氩和氩氦混合物作为保护气体。
气体保护焊可以有效地防止焊接区域与空气中的氧气、水蒸气等发生反应,避免氧化和杂质的产生,提高焊接接头的质量和强度。
3. 激光焊:激光焊是一种利用高能量激光束将金属材料熔化并连接的非接触性焊接技术。
激光焊具有高焊接速度、熔化区域小和热影响区小的优点。
激光焊适用于焊接薄板、精密零件和高要求的焊接接头。
它在汽车制造、电子设备制造等领域得到广泛应用。
4. 摩擦焊:摩擦焊是一种利用机械摩擦产生的热量将两个金属材料连接在一起的焊接技术。
摩擦焊不需要额外的焊接材料,因此具有节约成本的优势。
它适用于焊接非常长的零件、异种金属和热敏材料。
摩擦焊适用于高温、高压环境下的焊接,例如航空航天领域。
综上所述,电弧焊、气体保护焊、激光焊和摩擦焊是四种常用的焊接技术。
每种焊接技术都有其适用的场景和优缺点。
在选择焊接技术时,应根据材料、焊接要求和预算等因素作出合适的选择。
同时,进行焊接时应遵循相应的操作规程和安全标准,保证焊接质量和人身安全。
g4si1焊丝直径标准G4Si1焊丝直径标准是指钢结构焊接工艺中常用的一种焊丝规格。
该规格的直径是由国际标准化组织(ISO)制定的,具体直径标准为0.8mm、1.0mm、1.2mm、1.6mm。
焊丝直径是指焊丝的直径,是衡量焊丝粗细程度的一个重要指标。
理论上,焊丝粗细程度的不同,会直接影响焊接质量。
因此,在各种焊接工艺中,焊丝直径都被赋予了相应的标准,以确保焊接质量。
对于G4Si1焊丝来说,其直径标准的规定,是以约定的方式来进行的。
这种约定是通过所属的标准机构所制定的,而国际标准化组织是全球最权威的标准机构之一,其制定的标准是全球广泛适用的。
因此,G4Si1焊丝直径标准的制定,也来源于ISO的相关标准,包括GB/T 8110-2008、EN ISO 14341、AWS A5.18等标准。
根据ISO 14341标准,G4Si1焊丝是一种含有1.5%-2.5%硅、0.65%-1.00%锰和0.40%-0.65%铬的焊丝。
在该标准中,G4Si1焊丝直径标准被规定为0.8mm、1.0mm、1.2mm和1.6mm,其中0.8mm和1.0mm直径焊丝通常用于薄板和小型构件,1.2mm和1.6mm直径焊丝主要用于厚板和大型构件。
在GB/T 8110-2008中,G4Si1焊丝直径标准同样被界定为0.8mm、1.0mm、1.2mm和1.6mm,并且也说明了各种直径规格应该用于何种类型的焊接工艺。
例如,0.8mm直径焊丝适用于手工电弧焊、埋弧焊和氩弧焊,而1.6mm直径焊丝则适用于自动埋弧焊和气保焊等自动化焊接工艺。
除此之外,AWS A5.18标准也囊括了G4Si1焊丝规格。
该标准比较注重焊丝的化学成分和力学性能,而在规定焊丝直径方面,则与ISO和GB/T标准一致。
综上所述,G4Si1焊丝直径标准已经被ISO、GB/T和AWS等多个标准机构规定,其直径规格为0.8mm、1.0mm、1.2mm和1.6mm,并且这些规格适用于不同类型的焊接工艺。
电焊工考试试题及答案一、单项选择题(每题2分,共20分)1. 电焊作业中,焊工必须穿戴的防护用品是()。
A. 工作服B. 绝缘手套C. 防护眼镜D. 以上都是答案:D2. 电焊机的接地电阻值不得超过()欧姆。
A. 4B. 10C. 20D. 30答案:A3. 焊接过程中,焊条的夹持方式应为()。
A. 垂直夹持B. 水平夹持C. 倾斜夹持D. 任意夹持答案:C4. 焊接作业中,焊工应保持与焊接点的距离至少为()米。
A. 1B. 2C. 3D. 45. 焊条电弧焊中,焊条的直径通常选择为()毫米。
A. 2.0-3.2B. 3.2-4.0C. 4.0-5.0D. 5.0-6.0答案:A6. 焊接作业中,焊工应避免长时间()。
A. 站立B. 弯腰C. 低头D. 以上都是答案:D7. 电焊机的电源线应使用()。
A. 普通电线B. 橡胶绝缘电缆C. 塑料绝缘电缆D. 铜线答案:B8. 焊接作业中,焊工应定期检查()。
A. 焊机性能B. 焊接材料C. 焊接环境D. 以上都是答案:D9. 电焊作业中,焊工应使用()来清除焊缝表面的氧化皮。
B. 砂轮C. 砂纸D. 以上都是答案:D10. 焊接作业完成后,焊工应立即()。
A. 关闭电源B. 清洁工作区域C. 检查焊接质量D. 以上都是答案:D二、多项选择题(每题3分,共15分)1. 电焊作业中,焊工应避免的不良操作习惯包括()。
A. 长时间在强光下作业B. 焊接时不戴防护眼镜C. 焊接时不戴绝缘手套D. 焊接时不使用防护面罩答案:ABCD2. 电焊作业中,焊工应遵守的安全操作规程包括()。
A. 正确使用焊接设备B. 定期检查焊接设备C. 正确穿戴防护用品D. 焊接作业后及时关闭电源答案:ABCD3. 电焊作业中,焊工应定期检查的设备包括()。
A. 焊机B. 电缆C. 焊接工具D. 焊接材料答案:ABC4. 电焊作业中,焊工应采取的防护措施包括()。
A. 穿戴防护服B. 佩戴防护眼镜C. 使用防护面罩D. 佩戴耳塞答案:ABCD5. 电焊作业中,焊工应避免的不良焊接操作包括()。