激光跟踪仪在检测连铸机安装精度中的应用
- 格式:pdf
- 大小:377.28 KB
- 文档页数:4
激光干涉仪在机床精度检测中的应用
激光干涉仪是一种高精度、高分辨率的测量设备,广泛应用于机床精度检测中。
机床是制造业中非常重要的加工设备,其精度对产品质量起到决定性的作用。
激光干涉仪通过测量机床加工过程中的振动和变形,可以快速准确地评估机床的精度,并进行相应的调整和修正。
激光干涉仪的工作原理是利用激光的干涉现象来实现测量。
其基本构造包括激光器、分束器、反射镜和探测器等部件。
在实际应用中,激光干涉仪通常需要固定在机床的工作台或主轴上,通过测量激光在加工过程中的干涉信号,来了解机床的精度情况。
1. 测量机床的静态误差:静态误差是指机床在不同位置和方向上的加工精度偏差。
激光干涉仪可以通过测量加工台或主轴在各个位置上的干涉信号来评估机床的静态误差,并得出相应的补偿值。
这样可以及时纠正机床的误差,提高加工的精度和质量。
2. 测量机床的动态响应:动态响应是指机床在加工过程中的振动情况。
激光干涉仪可以实时测量加工台或主轴的振动信号,并将其转化为干涉条纹,通过分析干涉条纹的频率和振幅等参数,评估机床的动态响应。
这样可以及时发现机床的振动问题,并采取相应的措施进行修复和调整。
3. 监测机床的变形情况:机床在加工过程中会因为受到力的作用而发生变形,从而影响加工精度。
激光干涉仪可以通过测量加工台或主轴的变形情况,提供实时准确的变形数据。
这样可以帮助操作人员及时发现机床的变形问题,并采取相应的措施来避免或减少变形对加工精度的影响。
激光干涉仪在机床精度检测中的应用【摘要】激光干涉仪在机床精度检测领域具有重要应用,本文首先简要介绍了激光干涉仪的原理。
然后分别探讨了激光干涉仪在机床定位、加工精度、重点部件和整机精度检测中的具体应用。
通过激光干涉仪可以实现对机床精度的全面检测,为机床的精度提升和故障排查提供重要手段。
最后总结指出,激光干涉仪在机床精度检测领域具有广泛的应用前景,为提高机床加工精度和降低故障率提供了有效的技术支持。
激光干涉仪的应用将进一步推动机床行业的发展,提高机床加工质量,提升整体生产效率。
【关键词】关键词:激光干涉仪、机床、精度检测、定位、加工、重点部件、整机、领域、应用前景、精度提升、故障排查。
1. 引言1.1 激光干涉仪在机床精度检测中的应用激光干涉仪是一种高精度、非接触式测量仪器,广泛应用于机床精度检测领域。
通过测量光波的干涉现象,激光干涉仪能够实现对机床定位、加工精度、重点部件和整机精度等方面的精准检测。
在现代制造业中,机床的精度直接影响到产品的质量和市场竞争力,因此利用激光干涉仪进行精度检测具有重要意义。
激光干涉仪基于激光光束的叠加干涉原理,能够精确测量不同部位的表面平整度、平行度、垂直度等参数,为机床的精度提升提供了重要依据。
激光干涉仪还可以实时监测机床加工过程中的变形和振动情况,帮助工程师及时调整工艺,保证加工精度。
激光干涉仪在机床精度检测中的应用具有广泛前景,为提高机床加工精度和故障排查提供了重要手段。
随着制造业的不断发展和进步,激光干涉技术将在机床领域发挥更加重要的作用,推动行业向着更高精度、更高效率的方向发展。
2. 正文2.1 激光干涉仪原理简介激光干涉仪是一种通过激光光束的干涉现象来测量物体形状、表面轮廓或者位置的精密仪器。
其原理基于光的干涉现象,即光波的叠加。
激光干涉仪通常由激光光源、分光镜、合并镜、待测物体、反射镜、干涉条纹图像采集器等部件组成。
激光干涉仪的工作原理是利用激光器产生的单色平行光束,经分束镜拆分成两束光,分别经过不同路径到达合并镜反射后汇聚在待测物体表面,然后再经待测物体表面反射回来,通过合并镜再次汇聚到干涉条纹图像采集器上。
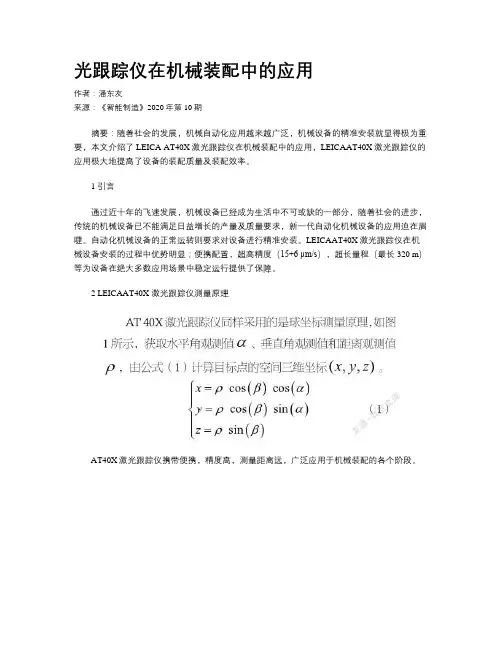
光跟踪仪在机械装配中的应用作者:潘东友来源:《智能制造》2020年第10期摘要:随着社会的发展,机械自动化应用越来越广泛,机械设备的精准安装就显得极为重要,本文介绍了LEICA AT40X激光跟踪仪在机械装配中的应用,LEICAAT40X激光跟踪仪的应用极大地提高了设备的装配质量及装配效率。
1 引言通过近十年的飞速发展,机械设备已经成为生活中不可或缺的一部分,随着社会的进步,传统的机械设备已不能满足日益增长的产量及质量要求,新一代自动化机械设备的应用迫在眉睫。
自动化机械设备的正常运转则要求对设备进行精准安装。
LEICAAT40X激光跟踪仪在机械设备安装的过程中优势明显;便携配置,超高精度(15+6 μm/s),超长量程(最长320 m)等为设备在绝大多数应用场景中稳定运行提供了保障。
2 LEICAAT40X 激光跟踪仪测量原理AT40X激光跟踪仪携带便携,精度高,测量距离远,广泛应用于机械装配的各个阶段。
3 装配调整3.1 单件装配应用单件装配应用需要保证各滚轴之间的平行度,同时保证各滚轴之间的距离,如图2、3所示。
使用LEICA AT40X激光跟踪仪测量,便携的AT40X激光跟踪仪很容易找到合适的位置,可以一次性测量所有滚轴的数据,通过软件分析各滚轴相对于基准的偏差,可以现场边测量边调整。
也可以离线测量,分时调整,提高员工的容错率,极大地提高安装效率。
将测量得到的数据反馈给安装工人,使用软件的调装检测功能,利用测量所得的微米级数据进行调整,现场工人可以方便快捷地完成安装调试工作。
离线工人可以利用百分表配合调整,同时满足多个工件的调整与检验功能,将误差控制在微米级别,调整结果报告范例如图4所示。
3.2 多件装配调整应用在多件装配调整过程中,现场工件都是相互配合的,通过工件之间的搭配完成设备的不同功能,图5所示的两个工件通过精确安装后,可以保证拉脚设备正确安装,从而导入其他产线。
使用便携的AT40X激光跟踪仪,不但能检测单个工件的合格率,同时也能指导现场工装的精准安装。
激光定尺系统在大圆坯连铸机上的研究与应用作者:牛传峰来源:《中国新技术新产品》2016年第07期摘要:连铸机定尺精度严重影响着冶炼成本,针对莱钢大圆坯连铸机定尺精度较低的问题进行技术改造,将编码器测量方式改为激光测量方式,提高了定尺精度,取得良好的使用效果。
关键词:激光;定尺;精度中图分类号:TG233 文献标识码:A随着我国连铸技术装备的迅速发展,连铸机定尺的精准度不断得到人们的重视,精确的定尺不仅可以有效计算产量、防止切废钢、提高生产效率,也可以在浇铸结束时,及时对尾坯进行处理,保障产品质量,减少经济损失。
由于提高定尺精度可以再在不进行任何投资的情况下减少不必要的浪费,快速提高经济效益,因此得到了众多钢铁企业的关注。
莱钢大圆坯连铸机在投产以来,深受定尺精准度低的困扰,虽然通过程序优化取得了一些效果,但仍然存在精度不稳定的情况,大大影响了轧钢的成材率及钢水收得率,甚至还会产生废坯,给生产带来巨大损失。
一、课题背景在原系统中,铸坯的跟踪及定尺测量采用的是编码器测量。
编码器安装在拉矫机的电机上,依靠拉矫机编码器的计数率变化情况计算出铸坯行进的距离,并形成铸坯的总长度,然后根据铸坯的总长度计算出当前铸坯的长度,当铸坯到达定尺长度时,火切机割枪启动,开始进行铸坯切割。
该系统主要存在以下两个问题:1 定尺精度较低:由于铸坯偏离辊道中心、钢坯变形等因素,按照常规的数值计算无法得到的铸坯长度往往与实际存在一定的差距,从而影响到正常的定尺及切割等工作,大大影响了定尺的精度。
2 无法实现全定尺:由于编码器安装在拉矫机上,在铸坯出拉矫机后,由于没有了编码器计量,无法得到当前铸坯的长度,跟踪、定尺等无法工作,影响到正常的定尺测量。
在此情况下,对定尺系统进行系统改造、提升系统精度迫在眉睫,采用新型的铸坯检测工具势在必行。
二、系统工作原理1 采用先进的激光处理技术,在线识别热钢坯的长度及切割大车的位置,自动控制火切机定尺切割热钢坯,同时与连铸机PLC进行数据时时交换,检测、显示铸坯运行状态。
激光多普勒测速在小方坯连铸定尺中的应用文章介绍了激光多普勒测速仪LS9000的原理及相关技术指标,并分析了其在小方坯连铸定尺中的现场应用。
标签:多普勒测速;连铸;应用1 概述激光多普勒测速技术是伴随着激光器的诞生而产生的一种新的测量技术,它以其测速精度高、测速范围广、空间分辨率高、动态响应快、非接触测量等优点在航空航天、机械、能源等领域获得了广泛的应用和快速发展。
在一个完整的激光多普勒测速系统中,主要分为三个部分:激光发射器、光学光路系统、信号处理部分。
其广泛应用于板材、管材在線切割监控,电缆或砂纸长度速度测量等;也适用于绒布、毛皮等纺织品、涂层或粘胶表面、泡沫橡胶表面物体的测速测长。
如图1所示,两束同源激光在测量区域相交后,干涉产生一个条纹立体空间;取板带经过的截面如上小图,在该区域内,形成明暗交错的条纹带。
条纹间隔为d,该值由激光波长λ及两束激光间的半角k决定。
被测量钢带经过该区域的条纹带时,板带表面的微小结构颗粒结构将产生明暗交错的漫反射光信号,该信号被仪表的光子探测器转化为频率的电信号,该频率与板带速度相关。
所以,经过测量区域的被测量物体的长度可以同时输出。
2 连铸机连铸坯定尺定重剪切控制的基本原理如图2所示,现场需要对高温板坯进行长度测量及控制。
综合情况选择BETA LaserMIKE公司的LS9000-310E,专用电缆(50米)85277,85324信号端子。
该系统具有以下特点:LS9000系统,速度测量范围从-12000米/分钟到+12000米/分钟,消除传统测速系统小速度,零速度无法测量带来的误差。
系统可测量板带运动方向,可自动对长度进行实时计算,无需PLC提供任何控制信号。
系统为集成一体化系统,与传统测速系统比较,具有系统简单,可靠性高,免维护等特点。
LS9000-310E测量景深为100毫米,可完全覆盖被测量板带的厚度变化范围;LS9000-310E接口信号丰富,可同时输出速度信号及长度信号到PLC进行控制。
激光跟踪仪精密测量控制网探讨与应用摘要:近些年来激光跟踪仪已经广泛应用于工业测量领域,但在水电装机领域的应用几乎处于摸索阶段。
本文对激光跟踪仪在大型机组安装过程中的测量控制网技术问题进行了探讨,重点研究了激光跟踪仪精密测量控制网原理和应用,通过数据分析应用效果良好。
关键词:激光跟踪仪;精密测量控制网;原理;应用1引言激光跟踪测量系统是工业测量系统中一种高精度的测量仪器,较多应用于工业测量领域,而在大尺寸水轮发电机组精密安装测量领域应用很少,激光跟踪仪的技术参数可以满足大尺寸水轮发电机组安装测量的技术要求[1],关键点是建立测量控制网,而激光跟踪仪精密测量控制网测设及其平差处理方面与传统测量控制网有较大差异,其网点布设、外业测量及数据处理等各方面都具有特殊性。
本文重点对激光跟踪仪精密测量控制网的技术问题进行了探讨。
2精密测量控制网原理2.1 控制网网形激光跟踪仪没有装备对中装置,与普通全站仪不同,激光跟踪仪只能采用自由设站的方式工作,其观测值组成以仪器中心为原点的放射状图形。
多个测站的放射状图形依靠公共点依次联结而组成整个控制网。
依据每个测站是否观测所有控制点,激光跟踪仪控制网可以形成两种基本网型:全面网和扩展网。
2.2 待测点在测站坐标系中的坐标以激光跟踪仪的仪器中心为原点,以其旋转竖轴为z轴建立左手空间测站坐标系,测站坐标系的x轴正向指向横向度盘0°方向。
设在第i个测站的测站坐标系Error: Reference source not found中,待测点Error: Referencesource not found的坐标为Error: Reference source not found,其观测值为横向度盘读数Error: Reference source not found,竖向度盘读数Error: Reference source not found和斜距Error: Reference source not found,则有下列关系式【3】:Error: Reference source not found (2.2-1)2.3 坐标正形变换为了将各控制点的测站坐标系统一到施工坐标系中,需要进行坐标正形变换。
激光干涉仪在机床精度检测中的应用激光干涉仪是一种高精度、高灵敏度的测量设备,可以用于机床精度检测中。
激光干涉仪可以测量机床运动的平行度、垂直度、角度误差等各种参数,是机床精度检测中不可或缺的工具之一。
一、激光干涉仪的原理激光干涉仪是一种利用激光光束进行干涉研究的设备。
它的基本原理是:利用激光束的干涉现象进行测量。
干涉是指两束光线相遇,在一定条件下,它们会发生干涉现象,形成干涉条纹。
这些干涉条纹的形态和数量可以反映出被测量的物体的形态、尺寸等信息。
激光干涉仪通常被用于测量机床加工的平行度、垂直度、角度误差等参数。
具体应用如下:1. 测量机床的平行度利用激光干涉仪可以测量机床导轨的平行度。
将激光干涉仪放置在一条导轨上,再让激光束照射在另一条导轨上,此时读取干涉条纹,便可判断导轨是否平行。
利用激光干涉仪可以测量机床主轴的角度误差。
将激光束照射到主轴上,读取干涉条纹,便可判断主轴是否与机床的加工平面保持垂直。
1. 高精度激光干涉仪具有高精度、高灵敏度的特点,可以测量微小的误差和变化。
2. 非接触式测量激光干涉仪是一种非接触式测量设备,不会对机床造成任何影响,保证了机床的精度和稳定性。
3. 测量快速相比传统的测量方法,激光干涉仪具有快速、方便的优点,可以快速地获得精度检测结果,提高了生产效率。
总之,激光干涉仪是一种高精度、非接触式的测量设备,广泛应用于机床精度检测中。
它可以快速、准确地检测出机床的各项参数,保证了机床的精度和稳定性,为加工生产提供了重要的保障。
论激光测距仪在连铸机接坯横移台车定位上的应用【摘要】本文主要介绍利用如何利用激光测距仪的高精度及稳定性代替传统的增量型编码器进行位置控制,从而实现横移台车精准自动定位自动接坯功能,加快板坯热装热送节奏,同时大大减少人工手动接坯送坯的劳动强度。
【关键词】PLC;PID控制;增量型编码器;接近开关;激光测距仪一、前言涟钢210转炉厂在十一五项目建设时共设计两台一机两流的连铸机,生产铸坯的厚度规格:210mm、230mm、250mm,长度规格:4500mm-11000mm,宽度规格900-2150mm。
一台由国内西安重型机械研究所负责工艺、设备设计;另一台由意大利的达涅利公司负责工艺设备设计,其中两台连铸机的自动化控制部分全由达涅利负责开发调试。
两台连铸机分别于2009年9月投产和2010年5月份投产,共用一条出坯线系统(由3台横移台车组成,两用一备)经上线辊道实现全自动接坯送坯到2250热轧机。
二、目前存在的问题整个出坯线机械部分及控制要求由西安重型机械研究所进行设计,两台连铸机共用,配置3台横移台车两用一备,每台横移台由两台带增量型编码器的45KW 电机变频驱动,外加19个接近开关配合编码器进行定位。
横移台车行走速度正常60m/min,最高可达80m/min,但在投产后的一段时间,3台横移台车都存在各种问题,外方调试专家一时也没有好的办法。
具体表现为:1.定位不准,调整好在1流接坯,2流可能又不行,需要操作人员手动点动来调整,不但耗时而且定位不够精确经常坯子会撞到横移台车辊道两边的护板上引发更大的事故。
2.经常在行走过程中两台电机无规律地报编码器故障停车,复位后只能使用手动送坯,速度慢且操作人员操作难度加大。
3.经常在接送坯过程中发生编码器位置跳变,导致实际行走的位置还没到达,但程序控制认为已经到位停车,操作人员必须手动开车且开回横移台车原点进行清零操作。
4.台车经常在接坯的1流或2流位置停不下来,总是来回往复地调整位置,原因是编码器有位置跳变情况,正负偏差不能稳定在20mm之内。
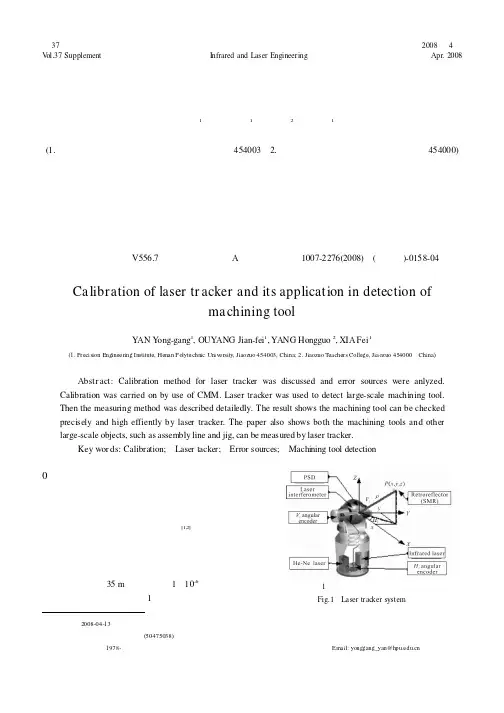
第37卷,增刊红外与激光工程2008年4月V ol.37SupplementInfrared and Laser EngineeringApr.2008收稿日期:2008-04-13基金项目:国家自然科学基金项目(50475038);精密测试技术及仪器国家重点实验室开放基金资助项目作者简介:闫勇刚(),男,河南孟州人,讲师,主要从事激光测量技术及仪器方面的研究工作。
y _y @激光跟踪仪校准技术及在机床检测中的应用闫勇刚1,欧阳健飞1,杨红果2,夏飞1(1.河南理工大学精密工程研究所河南焦作454003;2.焦作师范高等专科学校河南焦作454000)摘要:讨论了激光跟踪仪的校准技术,分析了测量误差来源及误差对跟踪仪产生的影响,并利用三坐标测量机对激光跟踪仪进行了校准。
结合生产需要,利用激光跟踪仪高效地对大型机床进行检测,制定了激光跟踪仪检测大型机床的方法。
结果显示,利用激光跟踪仪能够精确地、高效地对机床进行检测,并指导工人对机床进行维护和调整。
研究结果表明,激光跟踪仪不仅能对现场的机床进行精度检测,而且能对不易搬动的零部件、生产线以及夹具等进行测量。
关键词:校准;激光跟踪仪;误差来源;机床检测中图分类号:V556.7文献标识码:A文章编号:1007-2276(2008)增(几何量)-0158-04Calibration of laser tr acker and its application in detection ofmachining toolY AN Y ong-gang 1,OUY ANG Jian-fei 1,YANG Hongguo 2,XIA Fei 1(1.Preci s ion Engineering Institute,Henan P olytechnic Uni versity,Jiaozuo 454003,China;2.Jiaozuo Teachers College,Jiaozuo 454000,China)Abstr act:Calibration method for laser tracker was discussed and error sources were anlyzed.Calibration was carried on by use of ser tracker was used to detect large-scale machining tool.Then the measuring method was described detailedly.The result shows the machining tool can be checked precisely and high effiently by laser tracker.The paper also shows both the machining tools and other large-scale objects,such as assem bly line and jig,can be measured by laser tracker.Key wor ds:Calibration;Laser tacker;Error sources;Machining tool detection0引言激光跟踪仪具有测量范围大,精度高,现场测量等优点,已被广泛应用于机械制造、航空航天、汽车、造船、工业机器人定位等精密工业领域[1,2],因此定期检测系统精度,确保激光跟踪仪现场使用中技术性能稳定可靠,与被检测对象的质量及安全性能密切相关。
激光干涉仪在机床精度检测中的应用
激光干涉仪是一种常用的光学测量仪器,通过激光束在不同位置之间的干涉现象来测量物体的位置、形状和表面质量。
在机床精度检测中,激光干涉仪可以起到非常重要的作用。
激光干涉仪能够实时监测机床的定位精度。
在机床的加工过程中,定位精度是非常关键的参数,直接决定了加工零件的尺寸和形状精度。
激光干涉仪可以通过测量加工零件的位置误差来评估机床的定位精度,并及时反馈给操作人员或控制系统,以便进行相应的调整和校准,从而保证加工精度的稳定和一致性。
激光干涉仪还可以用于测量机床的运动精度。
机床的运动精度包括轴向定位精度和回程误差等方面。
激光干涉仪可以通过测量运动轴的行程和误差来评估机床的运动精度,并通过与设定的理论值进行比较来判断机床是否存在过大的误差,从而及时进行校准和调整。
激光干涉仪还可以用于测量机床的轴间误差。
机床的轴间误差主要包括平面度、垂直度、同轴度等方面。
通过将激光干涉仪与机床轴向进行配合,可以实时测量轴向之间的偏差,并将测量结果反馈给机床控制系统,使其能够实现精确的轴向运动,保证加工零件的尺寸和形状精度。
激光干涉仪还可以用于测量机床的机械刚度。
机床的机械刚度是指机床在工作过程中所受到的外力作用下的变形程度。
激光干涉仪可以通过测量机床在不同外力作用下的形变情况,来评估机床的机械刚度,并根据测量结果进行机床结构的优化设计或调整,提高机床的刚度和稳定性。
激光跟踪仪的使用方法及精度评定激光跟踪仪是一种用于测量物体运动的高精度设备。
它利用激光束对目标进行跟踪和测量,可以广泛应用于工业、医疗、科研等领域。
本文将介绍激光跟踪仪的使用方法及精度评定。
一、激光跟踪仪的使用方法1. 设置仪器:首先,将激光跟踪仪安装在稳固的支架上,并调整好仪器的角度和高度,以确保激光束能够准确照射到目标上。
2. 校准仪器:使用仪器自带的校准装置对激光跟踪仪进行校准,以保证测量结果的准确性。
3. 瞄准目标:将激光束对准需要跟踪的目标,确保激光束能够准确照射到目标上,并调整仪器的焦距,以获得清晰的图像。
4. 开始测量:启动激光跟踪仪,并开始对目标进行跟踪和测量。
仪器会记录下目标的运动轨迹和相关数据。
5. 数据处理与分析:将测量得到的数据导入计算机,利用专业的软件对数据进行处理和分析,得出目标的运动参数和轨迹。
二、激光跟踪仪的精度评定1. 测量精度:激光跟踪仪的测量精度是评估其性能的重要指标。
一般来说,测量精度是指测量结果与真实值之间的偏差。
通过与其他高精度设备的对比测量,可以评定激光跟踪仪的测量精度。
2. 稳定性:激光跟踪仪的稳定性是指在长时间测量过程中,仪器的测量结果是否稳定不变。
通过连续测量同一目标的运动轨迹,并分析测量结果的稳定性,可以评定激光跟踪仪的稳定性。
3. 重复性:激光跟踪仪的重复性是指在多次测量同一目标时,测量结果的一致性程度。
通过多次测量同一目标,对比测量结果的差异,可以评定激光跟踪仪的重复性。
4. 环境适应性:激光跟踪仪在不同环境条件下的测量性能也需要评定。
例如,在强光干扰下或者震动环境下的测量精度是否受到影响等。
激光跟踪仪的使用方法包括设置仪器、校准仪器、瞄准目标、开始测量和数据处理与分析。
而其精度评定则包括测量精度、稳定性、重复性和环境适应性等方面的考量。
通过合理使用和评估激光跟踪仪的性能,可以提高测量的准确性和稳定性,确保其在各个领域的应用效果。
激光干涉仪在机床精度检测中的应用
激光干涉仪是用于测量长度、角度、直线度和平面度的一种高精度测量仪器。
它主要
由激光器、分束器、反射镜、干涉仪和信号处理器等组成。
其测量精度能够达到亚微米级别,特别适用于精密机械的调试、校准和检测。
机床是现代制造业中的重要设备,其精度直接影响到加工零件的质量和效率。
因此,
在机床的制造和维护过程中必须进行精度检测。
传统的机床精度检测方法主要包括划线法、测量工具法和角度检测法等,但这些方法难以满足高精度的检测要求,而且需要大量的人
力和物力,效率低下。
相比之下,激光干涉仪具有非接触式、高精度、快速等优点,因此
在机床精度检测中得到了广泛的应用。
1. 直线度检测
直线度是机床重要的检测参数之一。
激光干涉仪可以通过在待测直线和基准直线之间
距离的变化量来判断直线度误差的大小。
在具体操作中,首先选定一条基准直线,将激光
干涉仪沿待测直线移动,在各个测点进行测量,然后利用信号处理器处理数据,计算出待
测直线的直线度误差。
4. 机床调试和校准
机床的调试和校准是机床使用前必须进行的工作。
激光干涉仪可以在机床制造过程中
对各个部件进行检测,减少机床装配过程中的误差,确保机床的精度要求。
在机床使用过
程中,激光干涉仪可以用于校准各个部件的位置和角度,及时发现机床的故障和问题,快
速解决。
总之,激光干涉仪在机床精度检测中的应用具有广泛的优势,其高精度、非接触式、
快速等特点可以提高机床的准确性和效率,为制造业的发展提供了强有力的技术支持。
激光跟踪仪在飞机装配及工装测量中的应用摘要:随着科技的进步和社会的发展,激光跟踪仪逐渐被应用在各个领域,其中在飞机装配以及工装测量方面的应用更是促进了我国航天事业的发展,基于此,本文通过对激光跟踪仪测量技术以及在飞机设备安装方面的相关阐述,探讨了激光跟踪仪在工装测量精度的控制。
关键字:激光跟踪仪飞机装配工装测量应用1、引言随着社会的发展和科技的进步,越来越多的企业加强对作业安全、设备安全等方面的重视并更加注重对新科技的使用。
而作为一种新型的、高精度的、便携式的三坐标测量设备,激光跟踪仪以其独特的优势被应用在飞机装配以及工装测量之中,从而有效的缩短了设备的安装实际并在一定程度上提升了工装设备的测量精度。
2、激光跟踪仪的测量技术2.1、激光跟踪仪的工作原理激光跟踪器系统的两个角度编码器自动测量目标相对于跟踪器的水平和垂直位置;通过激光干涉测量法测量目标与激光跟踪器之间的距离,并将信息通过传感器传输到激光跟踪器的控制电缆上,然后通过激光跟踪器测量目标与激光跟踪器之间的距离进行分类计算。
部分信息通过电机电缆反馈给激光跟踪器的伺服马,部分信息通过局域网传输到应用处理器并存储在数据库中。
由跟踪器获得的测量数据定义了一个完整的球坐标系统原点是跟踪的中心镜子。
依据对于三角函数公式,球面坐标系中的坐标值可以转换为笛卡尔坐标系中的坐标值系统坐标系的原点仍在万向节的中心,称为参考坐标系或局部坐标系系统参考坐标系也是开始一个新部门。
2.2、激光跟踪仪测量技术特点激光跟踪器的水平旋转角度为640度,垂直旋转角度为80度至-60度度。
这个激光跟踪器可在-10℃~-40℃的温度范围内工作,测量直径可达120米,测距精度和ADM分辨率为0.1μm,测量精度为15米(以内)10米)和1.5微米(10米以内),完全能满足飞机设备安装的需要。
3、在飞机设备安装中的应用3.1、仪器测量控制网的布设对激光跟踪器,单点的测量范围不能满足我们的测量要求要求。
激光跟踪仪校准技术在机床检测中的应用摘要:我国自上世纪90年代开始大量引进激光跟踪仪,并将应用于生产实践和科研。
激光跟踪仪在航空航天、造船工业、汽车制造、电子工业、逆向工程等行业中,得到了广泛应用。
本文主要讨论激光跟踪仪的校准技术分析测量误差的来源,并且应用激光跟踪仪对机床进行检测。
关键字:激光跟踪仪校准技术机床1.引言高精度加工设备经过一段时间的使用以后,由于使用中的磨损、变形和环境等因素会导致加工设备的加工精度大幅度降低,所生产出来的产品精度也会降低。
随着我国现代制造业的高速发展和加工订单的不断增多,对这些加工设备进行检测的要求也越来越高,而以往的检测手段很难满足现代工业检测的需要。
目前,笛卡尔三坐标测量机及现场测量夹具主要用于测量机床几何精度,而笛卡尔三坐标测量机由于三根导轨和安装环境的限制导致其量程受限,而且测量效率相对比较低,并且只能进行小样本检测,对于高频次的故障容易漏检;特别是不能进行现场测量,无法对生产车间的机床进行有效地精度检测。
因此,如何才能有效、精确的对机床加工设备进行检测已经成为当前必须解决的难题。
激光跟踪测量系统在解决该难题时提供了新的方法。
激光跟踪测量系统是一种新型的三维测量系统目前己被广泛应用于现代工业的检测中。
2.激光跟踪仪校准技术2.1 激光跟踪仪误差分析当对同一量值进行反复多次的测量时,会得到一系列有规律的不同测量值(通常称为测量列),每个测量值都是包含一定的误差,这些误差是随机出现的,即前一个误差与下一个误差之间不存在任何的关系,也就是说不能预测下一个误差的大小和方向。
但是对于误差的总体来说,却具有一定的统计规律性。
随机误差是由很多目前还没有掌握或不便掌握的微小因素所构成。
激光跟踪仪测量装置方面的因素包括零部件配合的不稳定性、零部件的磨损变形等。
环境方面的因素是指温度的波动、湿度和气压变化、灰尘以及地基的不稳等;人员方面的因素是指测量人员在测量和读数时的不稳定。
激光跟踪仪在板坯连铸机香蕉座数据测量中的应用郭刚发布时间:2021-08-27T08:28:31.663Z 来源:《新型城镇化》2021年11期作者:郭刚[导读] 本文主要针对炼钢板坯连铸机香蕉座基准数据检测过程中,存在检测时间长、人员劳动强度大,检测精度存在偏等问题,尝试应用激光跟踪仪进行检测。
新疆德勤互力工业技术有限公司新疆乌鲁木齐 830022摘要:本文主要针对炼钢板坯连铸机香蕉座基准数据检测过程中,存在检测时间长、人员劳动强度大,检测精度存在偏等问题,尝试应用激光跟踪仪进行检测。
文章主要对激光跟踪仪在板坯连铸机香蕉座数据测量中的应用,说明激光跟踪仪在板坯连铸设备检测中实现了高精准和高效率的测量优点,满足现场测量使用要求,值得将它推广到炼钢设备,轧钢设备要求实现设备功能精度的具体设备上。
关键词:连铸机;激光跟踪仪概述八钢公司第二炼钢分厂采用弧形连铸机将钢水连续不断地铸成一定断面形状和尺寸的钢坯。
连铸机主要有结晶器、支导段、扇形段组成,弧形连铸机主要是由扇形段、矫直段和水平段等组成,如果扇形段和矫直段的位置出现大的偏差,将造成钢坯内部裂纹等缺陷。
为了保证钢坯的质量,要定期对连铸机基准台进行检测。
炼钢工艺中连铸机基准台工作位置偏差要求在 ±0.2mm 以内,目前应用水准仪进行检测。
应用水准仪测量时,测量精度(±0.2mm)较低,且所需检测时间长、人员多,已经不能满足八钢快速发展的要求,急需寻找精确、高效的测量方案。
据了解,空间激光跟踪仪在大体积几何量测量中测量精度是最高的,为此我们尝试应用激光跟踪仪实施炼钢连铸机设备功能检测的要求,为连铸机设备的后期年修,提供了参考数据依据。
激光跟踪仪应用的可行性分析激光跟踪仪简介工作原理激光跟踪仪通过内制激光干涉器、红外激光发射器、光靶反射球来测量长度,通过光栅编码器测量水平和俯仰角度,实现三维大体积现场测量。
跟踪仪本身具有一个机身坐标系,同时,还可以很方便地用多种方法来确定设立坐标系,或根据零件和工装夹具的定位孔或基准来设立测量坐标系。