激光跟踪仪现场测量精度检测_甘霖
- 格式:pdf
- 大小:115.39 KB
- 文档页数:3
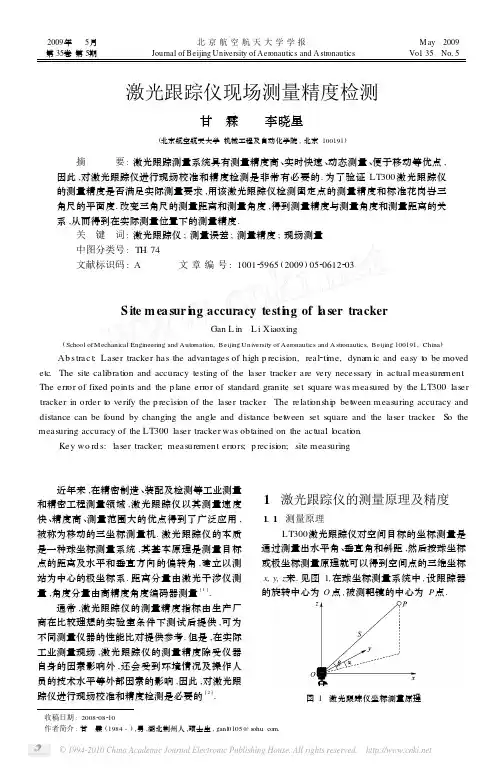
激光跟踪仪精度仿真与实验分析雷振尧;陈伟刚;陈文礼;任海峰【摘要】随着现代工业技术的迅猛发展,制造业对设备尺寸及空间位置精度要求越来越严苛,已达微米级.激光跟踪仪作为一种高精密,便携测量工具被越来越广泛地应用于工业测量项目中.本文在误差传递理论及空间几何学基础上,推算激光跟踪仪在空间测量中定向误差与测程和测角之间的关系,并通过MATLAB软件进行定性与定量仿真分析,最终设计实验对结果加以验证.所得结论为构建大尺寸空间测量体系提供了理论依据并对今后工业现场测量作业起到指导性作用.【期刊名称】《北京测绘》【年(卷),期】2018(032)001【总页数】5页(P132-136)【关键词】激光跟踪仪;误差传播理论;定向误差;仿真分析【作者】雷振尧;陈伟刚;陈文礼;任海峰【作者单位】首钢京唐钢铁联合有限责任公司,河北唐山063299;首钢京唐钢铁联合有限责任公司,河北唐山063299;首钢京唐钢铁联合有限责任公司,河北唐山063299;首钢京唐钢铁联合有限责任公司,河北唐山063299【正文语种】中文【中图分类】P2040 引言激光跟踪仪的测距采用激光干涉原理,精度达到亚微米级,且固定误差仅十几微米,甚至更小,相对于全站仪几百微米的固定误差,微米级的测距误差,大大提高了近距离测量的精度[1,2]。
而现代工业,直径数米设备,其装配精度仅0.1 mm,传动测量设备根本无法满足精度要求。
因此,如何正确使用激光跟踪仪,并通过测量方案设计降低测量结果误差,已成为现代设备空间位置精度控制研究的热题[3]。
现场实际测量作业中,通过测程粗算出的点位误差对测量体系构建的参考性较差[4]。
例如激光跟踪仪,其测距精度要远远高于测角精度,因此点位误差在各特定方向的误差分量的差距很大,而往往对于测量结果,恰是某一个方向的误差分量起到决定性作用[5,6]。
例如,对于相对较远的两点间距的测量,基站应尽量建立在两点连线上的某一位置,才可充分利用仪器的测距精度,避免测角误差对于测量结果的影响。
激光跟踪仪在轧机设备精度管理上的应用韦肖文① 陆聪 严升(广西柳州钢铁集团有限公司冷轧板带厂 广西柳州 545000)摘 要 受制于测量技术,生产现场的轧机牌坊与轧辊辊系空间位置关系长期无有效手段进行检测,柳钢冷轧厂依托先进的空间三维测量仪器激光跟踪仪建立了以轧机设备精度为中心的管理模型,解决了因轧机设备结构复杂,空间位置精度无法有效高效测量及调整的难题。
关键词 轧机 精度 激光跟踪仪 测量中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2022 Z2 0451 前言柳钢冷轧板带厂现有两条酸洗———轧机联合机组,轧机作为轧线的关键设备,其设备精度功能的保持和投用情况是影响带钢轧制稳定性的重要因素之一,并直接体现在生产效率和产品质量上。
但轧机设备在恶劣环境下长时间高负荷使用后,轧机牌坊内各窗口接触面、机架底面、轧辊轴承座等均会产生不同程度的腐蚀和磨损,使得轧机牌坊和轧辊装配间隙会变得原来越大,且间隙变化是不均匀的,使辊系在窗口中的位置确定性变差,从而影响到轧机设备精度和功能。
为提升轧机设备运行稳定性,柳钢冷轧厂依托先进的空间三维测量仪器激光跟踪仪建立了以轧机设备精度为中心的管理模型,解决了因轧机设备结构复杂,空间位置精度无法有效高效测量及调整的难题,通过对设备精度的监控,掌握轧机牌坊及辊系精度变化情况,及时排除精度缺失,保持设备精度和功能,全面提升轧机设备管理水平。
2 轧机设备精度管理模型轧机设备精度主要包括辊系空间相互位置精度、轧辊与轧机的配合精度、测张辊安装精度、压下系统设备精度、弯辊和窜辊的控制精度以及轧制力传感器的测量精度等。
在未引入激光跟踪仪测量前,现场只能利用外径千分尺对轧机牌坊窗口尺寸进行简单的测量,形成较为简单的轧机二维精度模型,然后通过窗口距离尺寸对衬板进行更换或调整,调整只能保证单个窗口装配符合技术要求,而对轧机运行稳定性更为敏感的辊系偏移则没有更好的办法。
激光监测系统测量精度的检测方法
胡林亭;史德民;李佩军;任成才
【期刊名称】《激光技术》
【年(卷),期】2008(32)6
【摘要】激光监测系统用于测量靶标上激光光斑重心位置,为了检测其测量精度,分析了该系统的测量原理,提出了采用激光标准模拟靶的检测方法.根据激光标准模拟靶漫反射率的测量方法及结果,应用数理统计方法和误差理论,建立了激光标准模拟靶的测量误差模型,估算了激光标准模拟靶的检测量精度,现激光标准模拟靶已成功用于激光监测系统的验收.试验结果表明,激光标准模拟靶检测精度高,是一种经济实用、操作性好的新方法.
【总页数】3页(P670-672)
【作者】胡林亭;史德民;李佩军;任成才
【作者单位】中国白城兵器试验中心,白城,137001;中国白城兵器试验中心,白城,137001;中国白城兵器试验中心,白城,137001;中国白城兵器试验中心,白
城,137001
【正文语种】中文
【中图分类】TN206
【相关文献】
1.地面激光扫描仪三维坐标测量精度检测方法 [J], 王建波;付子傲;贾真
2.测量雷达稳定性及测量精度检测方法研究 [J], 魏挺;张锐娟
3.弹道靶道测量精度检测方法之探讨 [J], 崔东明;臧国才
4.高精度星敏感器动态测量精度检测方法 [J], 郭敬明;杨轻云;贾建禄
5.制定产品标准填补国内外空白创新检测方法提高测量精度 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
激光跟踪仪的使用方法及精度评定激光跟踪仪是一种用于测量物体运动的高精度设备。
它利用激光束对目标进行跟踪和测量,可以广泛应用于工业、医疗、科研等领域。
本文将介绍激光跟踪仪的使用方法及精度评定。
一、激光跟踪仪的使用方法1. 设置仪器:首先,将激光跟踪仪安装在稳固的支架上,并调整好仪器的角度和高度,以确保激光束能够准确照射到目标上。
2. 校准仪器:使用仪器自带的校准装置对激光跟踪仪进行校准,以保证测量结果的准确性。
3. 瞄准目标:将激光束对准需要跟踪的目标,确保激光束能够准确照射到目标上,并调整仪器的焦距,以获得清晰的图像。
4. 开始测量:启动激光跟踪仪,并开始对目标进行跟踪和测量。
仪器会记录下目标的运动轨迹和相关数据。
5. 数据处理与分析:将测量得到的数据导入计算机,利用专业的软件对数据进行处理和分析,得出目标的运动参数和轨迹。
二、激光跟踪仪的精度评定1. 测量精度:激光跟踪仪的测量精度是评估其性能的重要指标。
一般来说,测量精度是指测量结果与真实值之间的偏差。
通过与其他高精度设备的对比测量,可以评定激光跟踪仪的测量精度。
2. 稳定性:激光跟踪仪的稳定性是指在长时间测量过程中,仪器的测量结果是否稳定不变。
通过连续测量同一目标的运动轨迹,并分析测量结果的稳定性,可以评定激光跟踪仪的稳定性。
3. 重复性:激光跟踪仪的重复性是指在多次测量同一目标时,测量结果的一致性程度。
通过多次测量同一目标,对比测量结果的差异,可以评定激光跟踪仪的重复性。
4. 环境适应性:激光跟踪仪在不同环境条件下的测量性能也需要评定。
例如,在强光干扰下或者震动环境下的测量精度是否受到影响等。
激光跟踪仪的使用方法包括设置仪器、校准仪器、瞄准目标、开始测量和数据处理与分析。
而其精度评定则包括测量精度、稳定性、重复性和环境适应性等方面的考量。
通过合理使用和评估激光跟踪仪的性能,可以提高测量的准确性和稳定性,确保其在各个领域的应用效果。
激光跟踪仪测量精度分析摘要:激光跟踪已作为近几年应用较为广泛的精密测量仪器,在实际运用的过程中将自身的优势有效的体现,但仍然需要得到广泛重视,避免受仪器精度与操作等多种因素影响而导致整个测试效果不佳。
所以,在全面探究阶段,必须要加强对提高测量精度的重视,并通过各种举措的开展,以便于更好地对仪器进行优化,从而取得良好的效果。
关键词:激光跟踪仪;精度;影响因素;仪器引言:在近些年精密制造与检测工作高速发展的背景下,为了能够有效提高整体检测效果,必须做好全面探究,充分了解多种仪器的测量要点,以便于通过可靠性规范处理,切实改进不足。
而且对于激光跟踪仪器的基本测量与原理,在实际展开测量工作阶段,为了能够全面保证测量的精准度,必须要在跟踪测量环节进行分析,通过科学可靠的规范可以提高检测的效率,从而方便进行测量工作。
而且在全面阶段,还应该充分了解精度要求,这样在优化与调控阶段可以与其他高精度测量仪器进行整合运用,科学可靠进行规范处理,减少所产生的影响,使得跟踪测量仪器的精度得到大幅度提升。
一、激光检测仪测量精度提升要点激光检测仪在实际应用的过程中,由于受多层次影响,导致其精度无法有效全面提升。
所以,为了能够全面保障测量的精度,必须要对影响测量精度的主要因素有一定了的解,尤其是气象条件对测量环境仪器校准工作的影响,以及各个参数数值等都需要科学可靠进行规范处理,这样可以充分了解测量过程中所面临影响,以便于制定针对性举措,更好的提升测量的可靠性,杜绝影响及问题产生,从而使激光跟踪仪发挥不可替代的作用及价值。
同时,在激光检测仪器测量精度探究中,还应该充分了解测量要点,这样在调控过程中可以发挥一定的价值,避免影响及问题产生同时,还可以提高测量的准确性,为后续仪器的科学应用提供保障[1]。
二、提高激光检测仪测量精度的措施(一)仪器现场检查在实际进行测量的过程中,通过类似于仪器校准的操作确定仪器的状态,这样可以保证测量质量,通过现场检查与多项工作更好的对操作环境进行规划,避免无法确定仪器的运行情况而导致现场测量效果无法得到保障。
激光跟踪仪在并联机器人精度测量中的应用蓝培钦;逄树金;李林峰【摘要】随着放射治疗技术的高速发展,精确放射治疗技术广泛地应用于临床肿瘤治疗.多自由度高精度机器人逐渐被应用于放疗过程中对病人的精确摆位,保证靶区剂量分布与治疗靶区的高度适形.机器人的刚性和定位精度的指标是对病人定位的关键指标,在空间上3个平移轴和3个旋转轴,在研发过程中需通过高精度的测量设备来对其进行重复精度和绝对精度测量.通过研究开发放疗专用的六自由度精准并联机器人定位床样机,通过激光跟踪仪进行靶点测量,使用测量与分析软件进行空间坐标转换,最终实现了样机的精度测量和性能验证.【期刊名称】《机电工程技术》【年(卷),期】2018(047)011【总页数】4页(P142-145)【关键词】激光跟踪仪;六自由度机器人;位姿测量;Spatial Analyzer(SA);测量计划(MP)【作者】蓝培钦;逄树金;李林峰【作者单位】广州科莱瑞迪医疗器材股份有限公司,广东广州 510730;广州科莱瑞迪医疗器材股份有限公司,广东广州 510730;广州科莱瑞迪医疗器材股份有限公司,广东广州 510730【正文语种】中文【中图分类】TP240 引言并联机器人在大负载、高刚性和高精度方面具有独特的优势,通过研发一款改进型的并联机器人,应用于直线加速器的定位床上。
通过激光跟踪仪和空间测量软件(SpatialAnalyzer)完成对其精度指标的测试。
激光跟踪仪是一种便携式、高精度的三维空间坐标测量系统,主要用于工装的加工和检测,大型装配件和零件的检测以及机器人的精度测量和标定。
激光跟踪仪主要以激光干涉仪为基础,结合了最先进的伺服控制技术,得到目标点相对于激光追踪仪的相对位置。
采用美国API公司最新的激光跟踪仪(Radian),同时具有干涉仪(IFM)和绝对距离测量(ADM),精度好于0.5 ppm[1-4]。
SA是一款通用的空间测量与分析软件,它可以让用户快速获取测量数据并检查其正确性,同时还可以进行复杂的几何分析。

692022年3月上 第05期 总第377期0.引言激光跟踪测量系统(Laser Tracker System)又称激光跟踪仪,是工业测量系统中一种高精度的大尺寸测量仪器。
它集合了激光干涉测距技术、光电探测技术、精密机械技术、计算机及控制技术、现代数值计算理论等各种先进技术,对空间运动目标进行跟踪并实时测量目标的空间三维坐标值。
它同时具有高精度、高效率、实时跟踪测量、安装快捷、操作简便等优点,适合于大尺寸工件配装测量。
为了便于携带,一套激光跟踪仪系统分为跟踪部、跟踪仪控制机、应用处理机和靶标4个主要部分组成[1]。
民机行业应用最为广泛的激光跟踪仪包括Leica AT 和LTD 系列,如图1所示,此设备测量精度为±(15μm+ 6μm/m),通常使用的靶标半径为6.35mm,如配合测量辅助底座,则所测点高度提升至7.9375mm,多台测量设备联网可建立更大范围测量系统。
目前激光跟踪仪主要用于对飞机装配关键尺寸要素进行测量,如蒙皮外形、长桁轴线、拉紧接头、座椅滑轨、水平测量点、起落架安装交点等。
激光跟踪仪在大部件交付验收、飞机总装对接等工作中发挥着必不可少的作用。
图1 激光跟踪仪激光跟踪仪测量工作主要内容包括建立测量基准坐标系、部/组件调整定位、在已建的坐标系下进行现场实物测量、获得实测数据、进行数据分析、最终产品结构尺寸质量分析评判并形成测量报告。
与之对应,那么测量工作的误差主要有基准误差、部件定位误差、测量过程误差和数据分析误差等。
在这里我主要研讨在进行数据分析的过程中可能存在的误差,同时该误差与之前的每一项工作中存在的误差都有着密不可分的联系,通过分析我们也能更加明确他们的相互关系。
实际工作中,我们都是通过获取点的三维坐标值来进行测量和分析的,但不同的测量项目选取点的方式也不尽相同。
按照是否存在理论坐标值可分为确定点和不确定点(测量时无法找出确定的点位,对于所测点也不能确定其理论坐标值);按照测量内容可分为点位置的测量、平面位置的测量和曲面外形的测量。
激光跟踪仪现场精度检查及补偿方法探析摘要本文涉及大尺寸测量设备激光跟踪仪现场精度验证与校准领域,具体是激光跟踪仪在测试现场进行长时间测量数据时,由于数据点漂移的影响,影响测量數据的准确度。
本文提出一种激光跟踪仪现场测量精度的检查及补偿方法,可以及时发现误差,并进行修正。
关键词激光跟踪仪;移站检查;补偿方法前言激光跟踪仪在现场完成一项大型零部件或工装测量时,往往需要很长的时间周期,且需要不断移动站位,以获得足够多的数据用于产品分析,而激光跟踪仪经过长时间和多站位移动测量,由于数据点漂移以及码盘转动角度精度的影响,激光跟踪仪的测量数据出现漂移较大,曾经出现过激光跟踪仪与工装直线测量和成大角度测量时数据差距达0.20mm以上,而且这个误差在测量过程中极难被发现,造成对整个测量结果的误判,对产品造成质量隐患。
为克服激光跟踪仪在现场大型零部件或工装测量中的误差,本文提出了现场精度检查方法,并通过双面精度校准对激光跟踪仪进行即时修正,修正码盘转动角度精度,减小多站位测量和数据漂移时的误差,确保了现场所测量数据的准确性和可靠性。
1 现场精度检查方法激光跟踪仪现场精度检查旨在发现现场测量大型零部件或工装测量过程中,长时间和多站位的数据测量,引起数据点漂移以及激光跟踪仪头部码盘转动角度精度下降所带来的测量误差,并通过双面精度校准对激光跟踪仪进行即时修正,减小多站位测量时的误差,保证大型零部件或工装测量的质量,具体的工作框图如下图2.1所示。
1.1 现场精度检查方案激光跟踪仪现场精度检查方案,主要是通过激光跟踪仪为中心,在位于激光跟踪仪鸟巢左边0°和90°,右边90°和180°约3米以外,分别测量1米标尺的长度。
测量过程,如图2.2所示,具体步骤如下:①连接测试好激光跟踪仪,打开测量软件,完成仪器初始化程序;②将激光跟踪仪置于中心位置;③前视方向(激光跟踪仪鸟巢正对方向)即鸟巢0°方向约3米外,测量标尺值,记录三组测量结果;④将标尺放置在距离激光跟踪仪3米外,处于鸟巢位置左方90°,测量标尺值,记录三组测量结果;⑤重复上述工作,在距离激光跟踪仪3米外,处于鸟巢右方90°和180°,分别测量标尺值,并记录三组测量结果;⑥将12组距离测量值进行比较,以最大值减去最小值记为激光跟踪仪现场精度检查误差,以Leica 激光跟踪仪为例,Leica激光跟踪仪综合测量不确定度为U=15μm+6μm/m,误差计算如下:其中:A——标尺A点距激光跟踪仪距离;B——标尺B点距激光跟踪仪距离。
自动化生产中的精密几何量测量:关键仪器与应用随着工业自动化的快速发展,精密几何量测量在生产过程中扮演着越来越重要的角色。
自动化生产线的高效运行依赖于对产品质量的严格监控,而影像测量仪、三坐标测量机、白光干涉仪和激光跟踪仪等精密几何量测量仪器,正是确保产品质量和生产效率的关键工具。
1、全自动影像仪Novator全自动影像仪支持支持频闪照明和飞拍功能,1-2S自动聚焦速度快,结合AI自动寻边技术,处理去毛刺、弱边界等复杂边界提取能力强,可以大幅提高测量效率,助力企业打造自动化、无人化、智能化生产线。
影像测量仪是一种集光学、机械、电子和计算机图像技术于一体的高精度测量设备。
它通过光学显微镜对被测物体进行放大成像,再利用CCD摄像系统捕捉图像,并由计算机进行分析处理。
这种仪器能够高效地检测各种复杂工件的轮廓和表面形状尺寸,尤其擅长精密零部件的微观检测与质量控制。
在自动化生产线上,影像测量仪可以实时监控产品尺寸,确保每一批次的产品都符合严格的质量标准。
2、三坐标测量机三坐标测量机(CMM)能够在一个六面体的空间范围内,对工件的几何形状、长度及圆周分度等进行精确测量。
与传统的手动测量相比,三坐标测量机提供了更高的精度和重复性,特别适合于大批量、高精度要求的自动化生产环境。
它能够自动检测并消除人为操作对测量结果的影响,实现无误差的高检测速度,从而显著提升生产效率和产品质量。
3、白光干涉仪白光干涉仪利用白光干涉原理,能够实现纳米级别的测量精度。
这种仪器非常适合于超精密加工领域,如半导体制造、光学元件检测等。
在自动化生产中,白光干涉仪可以用于检测和监控关键部件的微观几何特性,确保产品的极致精度和性能。
4、激光跟踪仪激光跟踪仪是一种大范围、高精度的三维坐标测量系统。
它通过激光扫描技术,能够快速准确地测量大型工件的位置和尺寸,如飞机装配、重型机械制造等。
在自动化生产线上,激光跟踪仪可以实时监控大型设备的安装和调整过程,确保装配精度和生产效率。