钨极氩弧焊原理
- 格式:docx
- 大小:24.30 KB
- 文档页数:2
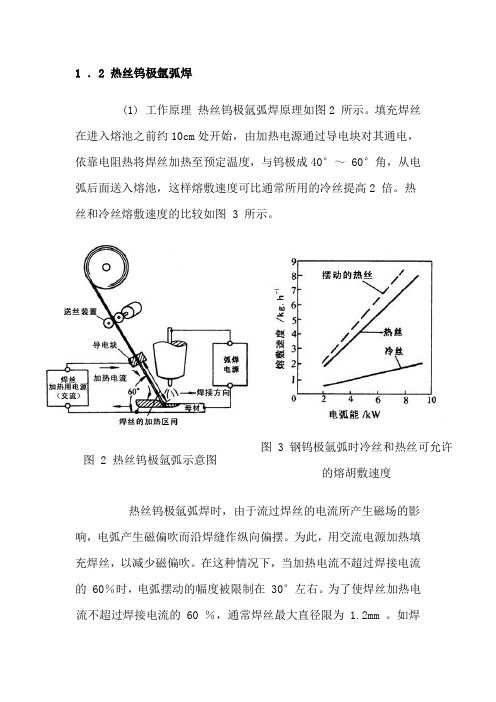
1 .2 热丝钨极氩弧焊(1) 工作原理热丝钨极氩弧焊原理如图2 所示。
填充焊丝在进入熔池之前约10cm处开始,由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,与钨极成40°~60°角,从电弧后面送入熔池,这样熔敷速度可比通常所用的冷丝提高2 倍。
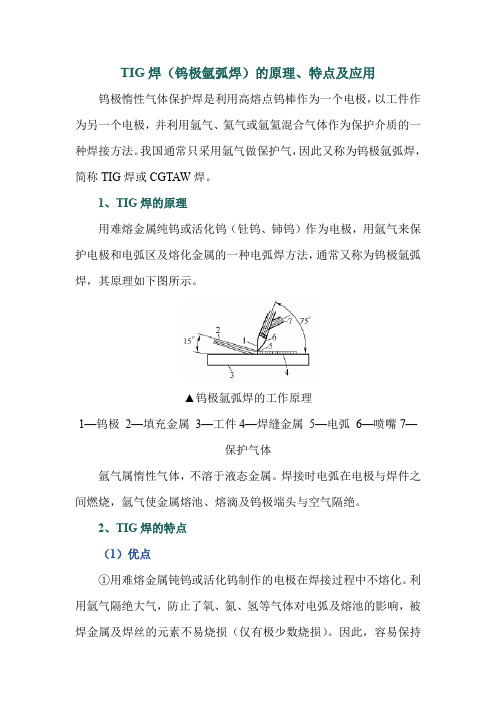
热丝和冷丝熔敷速度的比较如图 3 所示。
图 3 钢钨极氩弧时冷丝和热丝可允许图 2 热丝钨极氩弧示意图的熔胡敷速度热丝钨极氩弧焊时,由于流过焊丝的电流所产生磁场的影响,电弧产生磁偏吹而沿焊缝作纵向偏摆。
为此,用交流电源加热填充焊丝,以减少磁偏吹。
在这种情况下,当加热电流不超过焊接电流的60%时,电弧摆动的幅度被限制在30°左右。
为了使焊丝加热电流不超过焊接电流的 60 %,通常焊丝最大直径限为 1.2mm 。
如焊丝过粗,由于电阻小,需增加加热电流,这对防止磁偏吹是不利的。
热丝焊接已成功用于碳钢、低合金钢、不锈钢、镍和钛等。
对于铝和铜,由于电阻率小,要求很大的加热电流,从而造成过大的电弧磁偏吹和熔化不均匀,所以不推荐热丝焊接。
(2) 热丝氩弧焊机由以下几部分组成:直流氩弧焊电源,预热焊丝的附加电源通常用交流居多,送进焊丝的送丝机构以及控制、协调这三部分之间的控制电路。
为了获得稳定的焊接过程,主电源还可采用低频脉冲电源。
在基值电流期间,填充焊丝通入预热电流,脉冲电流期间焊丝熔化,见图 4 。
这种方法可以减少磁偏吹。
脉冲电流频率可以提高到 100Hz 左右。
一种更为理想的方法是用一台焊接电源来替代焊接电源和附加预热电源。
采用一台高速切换的开关电源,以很高的开关频率来熔化和预热焊丝,获得二者统一。
图 4 热丝 TIG 脉冲氩弧焊电流波形。

实习时间:2023年X月X日至2023年X月X日实习地点:XX焊接培训中心实习内容:钨极氩弧焊(TIG焊)实习二、实习目的1. 了解钨极氩弧焊的基本原理和操作方法。
2. 掌握钨极氩弧焊的设备、材料及工艺参数。
3. 培养实际操作技能,提高焊接质量。
4. 增强团队协作意识,培养良好的职业素养。
三、实习内容1. 钨极氩弧焊的基本原理钨极氩弧焊(TIG焊)是一种利用非熔化钨电极作为电极,通过电弧产生高温熔化金属,形成焊缝的焊接方法。
在焊接过程中,钨电极不熔化,只起到电极的作用,而保护气体(氩气)则起到隔绝空气,防止氧化、氮化等反应的作用。
2. 钨极氩弧焊的设备、材料及工艺参数(1)设备:TIG焊机、焊枪、焊机保护装置、焊丝、气体瓶、氧气瓶、焊条、工具等。
(2)材料:不锈钢、铝、铜等金属材料。
(3)工艺参数:电流、电压、焊接速度、保护气体流量、钨电极直径、焊丝直径等。
3. 实际操作技能培训(1)设备操作:学习TIG焊机的操作方法,掌握设备的基本功能。
(2)焊接操作:学习钨极氩弧焊的操作技巧,包括引弧、运条、焊接速度、焊接位置等。
(3)焊接质量检验:了解焊接质量检验标准,掌握焊接缺陷的识别和处理方法。
1. 钨极氩弧焊是一种高质量的焊接方法,适用于各种金属材料的焊接。
2. 在实际操作过程中,要严格按照工艺参数进行焊接,确保焊接质量。
3. 焊接过程中,注意保护气体流量、钨电极与工件的距离等关键因素,以防止氧化、氮化等反应。
4. 焊接操作要规范,保持焊接姿势正确,避免因操作不当造成焊接缺陷。
5. 团队协作是完成焊接任务的关键,要学会与同事沟通交流,共同提高焊接质量。
五、总结通过本次钨极氩弧焊实习,我对钨极氩弧焊的基本原理、设备、材料及工艺参数有了更深入的了解。
在实习过程中,我掌握了钨极氩弧焊的操作技巧,提高了焊接质量。
同时,我也认识到团队协作的重要性。
在今后的工作中,我将继续努力学习,提高自己的焊接技能,为我国焊接事业贡献自己的力量。
TIG焊(钨极氩弧焊)的原理、特点及应用钨极惰性气体保护焊是利用高熔点钨棒作为一个电极,以工件作为另一个电极,并利用氩气、氦气或氩氦混合气体作为保护介质的一种焊接方法。
我国通常只采用氩气做保护气,因此又称为钨极氩弧焊,简称TIG焊或CGTAW焊。
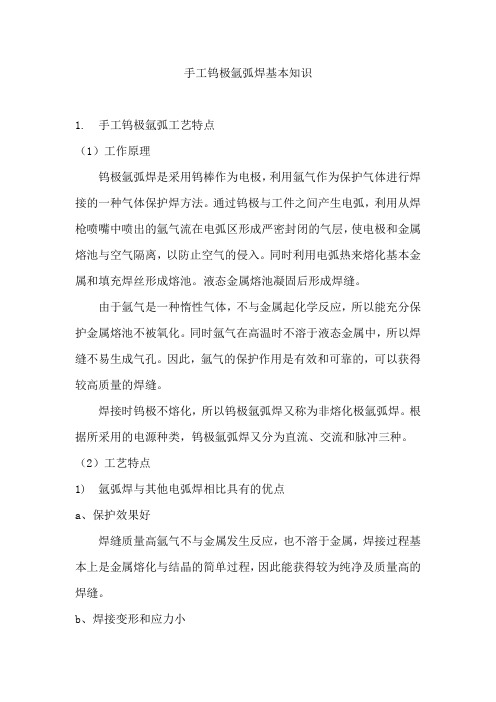
1、TIG焊的原理用难熔金属纯钨或活化钨(钍钨、铈钨)作为电极,用氩气来保护电极和电弧区及熔化金属的一种电弧焊方法,通常又称为钨极氩弧焊,其原理如下图所示。
▲钨极氩弧焊的工作原理1—钨极2—填充金属3—工件4—焊缝金属5—电弧6—喷嘴7—保护气体氩气属惰性气体,不溶于液态金属。
焊接时电弧在电极与焊件之间燃烧,氩气使金属熔池、熔滴及钨极端头与空气隔绝。
2、TIG焊的特点(1)优点①用难熔金属钝钨或活化钨制作的电极在焊接过程中不熔化。
利用氩气隔绝大气,防止了氧、氮、氢等气体对电弧及熔池的影响,被焊金属及焊丝的元素不易烧损(仅有极少数烧损)。
因此,容易保持恒定的电弧长度,焊接过程稳定,焊接质量好。
②焊接时可不用焊剂,焊缝表面无熔渣,便于观察熔池及焊缝成形,及时发现缺陷,在焊接过程中可采取适当措施来消除缺陷。
③钨极氩弧稳定性好,当焊接电流小于10A时电弧仍能稳定燃烧。
因此特别适合薄板焊接。
由于热源和填充焊丝分别控制,热量调节方便,使焊接热输入更容易控制。
因此,适于各种位置的焊接,也容易实现单面焊双面成形。
④氩气流对电弧有压缩作用,故热量较集中,熔池较小;由于氩气对近缝区的冷却,可使热影响区变窄,焊件变形量减小。
焊接接头组织紧密,综合力学性能较好;在焊接不锈钢时,焊缝的耐蚀性特别是抗晶间腐蚀性能较好。
⑤由于填充焊丝不通过焊接电流,所以不会产生因熔滴过渡造成的电弧电压和电流变化引起的飞溅现象,为获得光滑的焊缝表面提供了良好的条件。
钨极氩弧焊的电弧是明弧,焊接过程参数稳定,便于检测及控制,便于实现机械化和自动化焊接。
(2)缺点①钨极氩弧焊利用气体进行保护,抗侧向风的能力较差。
手工钨极氩弧焊基本知识1. 手工钨极氩弧工艺特点(1)工作原理钨极氩弧焊是采用钨棒作为电极,利用氩气作为保护气体进行焊接的一种气体保护焊方法。
通过钨极与工件之间产生电弧,利用从焊枪喷嘴中喷出的氩气流在电弧区形成严密封闭的气层,使电极和金属熔池与空气隔离,以防止空气的侵入。
同时利用电弧热来熔化基本金属和填充焊丝形成熔池。
液态金属熔池凝固后形成焊缝。
由于氩气是一种惰性气体,不与金属起化学反应,所以能充分保护金属熔池不被氧化。
同时氩气在高温时不溶于液态金属中,所以焊缝不易生成气孔。
因此,氩气的保护作用是有效和可靠的,可以获得较高质量的焊缝。
焊接时钨极不熔化,所以钨极氩弧焊又称为非熔化极氩弧焊。
根据所采用的电源种类,钨极氩弧焊又分为直流、交流和脉冲三种。
(2)工艺特点1) 氩弧焊与其他电弧焊相比具有的优点a、保护效果好焊缝质量高氩气不与金属发生反应,也不溶于金属,焊接过程基本上是金属熔化与结晶的简单过程,因此能获得较为纯净及质量高的焊缝。
b、焊接变形和应力小由弧受氩气流的压缩和冷却作用,电弧热量集中,热影响区很窄,焊接变形与应力均小,尤其适于薄板焊接。
c、易观察、易操作由于是明弧焊,所以观察方便,操作容易,尤其适用于全位置焊接。
d、稳定电弧稳定,飞溅少,焊后不用清渣。
e、易控制熔池尺寸由于焊丝和电极是分开的,焊工能够很好的控制熔池尺寸和大小。
f、可焊的材料范围广几乎所有的金属材料都可以进行氩弧焊。
特别适宜焊接化学性能活泼的金属和合金,如铝、镁、钛等。
2)缺点a、设备成本较高;b、氩气电离势高,引弧困难,需要采用高频引弧及稳弧装置;c、氩弧焊产生的紫外线是手弧焊的5-30倍,生成的臭氧对焊工有危害,所以要加强防护;d、焊接时需有防风措施。
3)应用范围钨极氩弧焊是一种高质量的焊接方法,因此在工业行业中均广泛的被采用。
特别是一些化学性能活泼的金属,用其他电弧焊焊接非常困难,而用氩弧焊则可容易地得到高质量的焊缝。

钨极氩弧焊原理
钨极氩弧焊是一种常用的焊接方法,其原理是利用气体保护下的电弧将工件进行连接。
下面将介绍钨极氩弧焊的工作原理。
钨极氩弧焊使用钨电极和氩气作为保护气体。
首先,通过电源提供电流,使电极和工件形成电弧。
钨电极由于其高熔点和良好的电导性能,能够在高温下稳定工作。
而氩气则起到了保护作用,防止电弧与外界气体发生反应。
在焊接过程中,电弧使焊件表面加热至熔点,并且通过电极传导热量使焊缝处的材料熔化。
熔化的金属在电弧的作用下形成良好的焊缝。
同时,氩气在焊接区域形成保护性的气氛,防止氧气和其他气体的进入,避免了氧化和污染,从而提高了焊接质量。
钨极氩弧焊具有焊接速度快、焊缝质量高等优点。
同时,由于在焊接过程中没有焊芯,避免了焊接材料的污染。
这种方法广泛应用于对焊缝质量要求高的领域,如航空、航天、核工程等行业。
总结起来,钨极氩弧焊利用钨电极和氩气的配合,形成稳定的电弧和保护气氛,将焊接材料熔化并连接在一起。
其工作原理简单而有效,是一种常用的焊接方法。
氩弧焊基础知识氩弧焊是一种常用的焊接方法,它的工作原理是利用氩气作为保护气体,在焊接过程中通过高频电流熔化金属,实现金属材料的连接。
氩弧焊具有焊接质量高、焊缝美观、生产效率高等优点,被广泛应用于各种金属材料的焊接中。
氩弧焊的原理是利用高频电流通过钨极与工件之间的电弧,将金属材料熔化,形成焊接接头。
氩气通过焊枪进入电弧区,在高温下形成保护层,防止空气中的氧气和氮气对焊接区域的影响。
同时,高频电流通过钨极与工件之间的电弧,使得金属材料熔化并形成熔池。
在焊接过程中,钨极作为电极,不断向熔池中添加金属材料,形成连续的焊接。
焊接质量高:氩弧焊采用氩气作为保护气体,可以有效地防止空气中的氧气和氮气对焊接区域的影响,避免了气孔、氧化等问题的产生,提高了焊接接头的质量。
焊缝美观:氩弧焊的电弧热量集中,熔池小,焊缝成形美观,适用于各种金属材料的焊接。
生产效率高:氩弧焊采用自动化控制,可以快速、准确地控制焊接过程,提高了生产效率。
适用范围广:氩弧焊适用于各种金属材料的焊接,如碳钢、不锈钢、铝、铜等。
操作难度大:氩弧焊的操作需要一定的技能和经验,对于初学者来说有一定的学习难度。
焊接电流:焊接电流是氩弧焊的关键参数之一,它直接影响到焊接质量和生产效率。
根据工件材质和厚度等因素,选择合适的焊接电流。
电弧电压:电弧电压是控制电弧长度和焊接稳定性的重要参数。
在焊接过程中,应根据实际情况调整电弧电压,以保证焊接质量和生产效率。
焊接速度:焊接速度是控制生产效率的重要参数。
在保证焊接质量的前提下,应尽可能提高焊接速度。
氩气流量:氩气流量是控制保护效果的重要参数。
在焊接过程中,应根据实际情况调整氩气流量,以保证保护效果和生产效率。
钨极直径:钨极直径是控制电弧稳定性和焊接质量的重要参数。
在选择钨极时,应根据实际情况选择合适的直径。
喷嘴直径:喷嘴直径是控制保护效果和气流稳定性的重要参数。
在选择喷嘴时,应根据实际情况选择合适的直径。
操作前应穿戴好防护用具,如防护眼镜、手套等。
钨极氩弧焊原理
钨极氩弧焊是一种常用的气体保护电弧焊方法,它利用惰性气体——氩气作为
保护气体,采用钨极作为电极,进行焊接。
这种焊接方法在航空航天、汽车制造、压力容器制造等领域得到了广泛应用。
下面我们来了解一下钨极氩弧焊的原理。
首先,钨极氩弧焊的原理是利用钨极和工件之间产生的电弧来进行熔化焊接。
在焊接过程中,钨极作为电极,通过电弧加热工件和焊丝,使其熔化并形成焊缝。
而氩气作为保护气体,能够有效地防止氧气和水蒸气等有害气体对熔化池的污染,从而保证焊接质量。
其次,钨极氩弧焊的原理还包括焊接电路和焊接参数的控制。
在焊接电路中,
焊接电源通过电弧启动装置产生电弧,通过恒流或脉冲控制方式来控制焊接电流,从而实现对焊接过程的精确控制。
焊接参数的选择对焊接质量也有着重要影响,包括焊接电流、电压、氩气流量、电极直径等参数的合理选择,能够保证焊接过程的稳定性和焊接质量。
此外,钨极氩弧焊的原理还涉及到焊接过程中的保护气体流动和热传导。
氩气
作为保护气体,需要通过气体流量控制装置提供给焊接区域,形成一定的气氛保护,防止氧化和氢裂解等现象的发生。
同时,热传导是焊接过程中热量传递的重要方式,通过控制焊接参数和焊接速度,能够实现热输入和热输出的平衡,从而保证焊接质量和焊接接头的性能。
总的来说,钨极氩弧焊的原理是利用钨极和氩气形成的电弧来进行焊接,通过
控制焊接电路和焊接参数,实现对焊接过程的精确控制,同时保证焊接区域的气氛保护和热传导,从而实现高质量的焊接。
这种焊接方法在工业生产中有着重要的应用价值,能够满足对焊接质量和效率的要求,是一种值得推广和应用的焊接技术。
通过以上对钨极氩弧焊原理的介绍,相信大家对这种焊接方法有了更深入的了解。
钨极氩弧焊作为一种高质量、高效率的焊接方法,将继续在工业生产中发挥重要作用,为各行业的发展和进步提供坚实的技术支持。