粗加工孔或需要额 外加工操作的孔
G76 切削进给 主轴定向,让刀 快速定位进给 精镗循环 主要用于孔精加工
G87 切削进给
主轴正转
快速定位进给 (不能用G99)
反镗削循环
特殊的加工和安装 要求
G88 切削进给 暂停-主轴停
手动
镗削循环
仅限于特殊刀具且 在孔底需要手动干 涉的镗削,如浮动镗
G89
切削进给
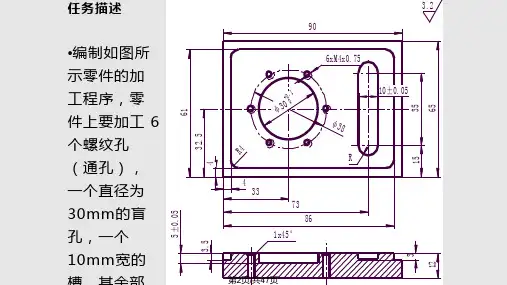
• X40.Y0. K3
第30页/共47页
12
65
32 50
7.73/7.8 8.31/8.4
6 20
课题1 钻 孔
2Xφ8 Y
X 2Xφ6 O
A
A
32 50
第3页/共47页
Z
A-A
X
O
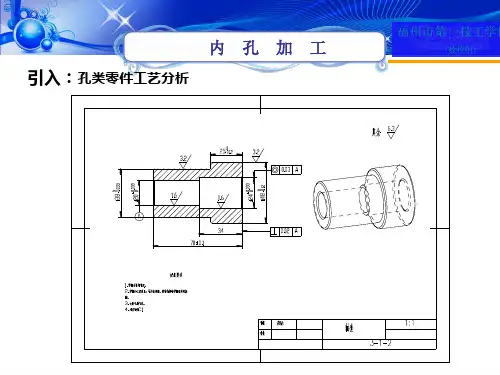
任务九 孔加工
课题一 钻 孔 知识学习的难点
1.钻镗固定循环指令格式及编程 2.刀具的长度补偿指令
第4页/共47页
孔加工编程示例(基本指令编程)
O0008
的加工;粗镗孔
G83
分次,
G73 切削进给
-
快速定位进给 快速定位进给
深孔钻削循环 高速深孔钻削
通常用于长系列钻头
G84 切削进给 暂停-主轴反转 切削进给 右螺纹攻丝
G74 切削进给 暂停-主轴正转 切削进给 左螺纹攻丝
G85 切削进给
-
切削进给
镗削
镗孔、铰孔
G86 切削进给
主轴停
快速定位进给
镗削循环 (不能钻孔)
快速 定位
1
安全高度
G99
快速
初始高度
定位
2
快速移至 R面
6 快速
退回