LED灯具制程巡检规范(含表格)
- 格式:doc
- 大小:26.50 KB
- 文档页数:6


LED灯具(通用照明)成品检验标准编制:日期:审核:日期:批准:日期:修订历史一目的规成品检测项目、作业方法,使成品检验作业员明确成品检验项目及作业方法,确保生产的成品符合客户要求。
二围本公司台式灯具成品均适用。
三定义3.1 OQC:Outgoing Quality Control,出货质量控制。
3.2 ASQ:American Society for Quality,美国质量协会。
3.3极限电压:产品运行电压围的最大值和最小值。
3.4 电功率:电流在单位时间做的功,它的单位是瓦特(Watt),简称瓦,符号是W。
3.5 功率因素:电力系统的一个重要的技术数据,衡量电气设备效率高低的一个系数。
3.6 灯具的安全等级:0类灯具:无地线灯具,依靠基本绝缘作为防触电保护的灯具。
Ⅰ类灯具:有地线灯具,灯具防触电保护不仅依靠基本绝缘,还包括附加接地安全措施。
Ⅱ类灯具:无地线灯具,防触电保护不仅依靠基本绝缘,还具有附加安全措施。
Ⅲ类灯具:防触电保护依靠电源电压为安全特低电压(交流电压有效值小于50V),并且不会产生高于SELV电压的灯具。
3.7 抗电强度:是指电容器两个引出端之间连接起来的引出端与金属外壳之间所能承受的最大电压,有以下几项指标;①击穿电压:电容器正常漏电的稳定状态被破坏的电压。
②试验电压:在短时间(一般为5~60s)电容器能承受的最大直流试验电压。
试验电压通常为额定直流工作电压的1.5~3倍。
③额定直流工作电压:电容器长期安全工作的最高直流电压。
④交流工作电压:电容器长期工作时所允许的交流电压有效值。
3.8 漏电电流:LED是单向导电的发光体,如果有反向电流,则称为漏电;漏电电流大,会导致光源寿命缩短。
3.9 绝缘电阻:加直流电压于电介质,经过一定时间极化过程结束后,流过电介质的泄漏电流对应的电阻称绝缘电阻。
3.10 光强:发光强度的简称,国际单位是candela(坎德拉)简写cd,描述点光源发光强弱的一个基本度量,光强是单位面积的功率流(通)量。

产品检验规范产品名称:LED户外照明灯具(投光灯、路灯、洗墙灯、隧道灯)型号规格:通用生效日期:2016-09-01检验标准�GB7000.1-2007 GB7000.7-2005 GB/T7002-2008 GB19510.1-2009GB24819-2009 GB/T24823-2009GB/T24824-2009抽样依据:GB2828一般ⅡAQL: CRI 0MAJ 0.4MIN 2.5编制部门:检验室编制审核会签批准罗皓文件名称LED户外照明灯具检验规范制订日期2016.09.01文件编号W W-J Y B Z-002制订单位检验室版次A/0修订记录次数修订内容摘要修订日期修订人版次批准序号检测(标准)要求检测方法缺陷分类备注CRI MAJ MIN1.0 产品外观1.1标记:强制标志的正确位置、符号/文字的大小正确无误,产品上应有清晰而牢固的标志目视√1.2制造厂的名称和注册商标、额定电压额定功率、标准频率、产品名称、型号规格及生产日期目视√1.3包装安全可靠、包装箱内应附有产品合格证,或盖有注明制造厂名称或注册商标、检验日期、检验员签章的合格印章目视√1.4 成品外壳壳无破损、刮花、斑点、污渍等影响外观的缺陷,表面无刮伤、生锈、麻点现象,喷粉后表面应无鼓包、针孔、粗糙、裂纹、桔皮、刮伤漏喷区、喷粉应均匀平整,无粉末堆积现象目视√1.4.1 包装内无错放、漏放,少放说明书,合格证,售后服务卡,零件包等目视√1.4.2 各部件是否完整无漏装、错装(如螺钉)安装牢固可靠、无松动、变形、用手触摸应无毛刺、毛边工具√1.4.3上下盖、防爆玻璃装配紧固可靠,不能有灰尘进入;无明显弯曲与扭曲变形,目视√1.4.4 LED灯板、无凸凹、划痕、油污等不良,灯板组装牢固可靠,不得松动,不得有大的变形目视√1.4.5 接线正确牢固可靠,布线清晰整齐,输入L、N极性采用不同颜色导线区分并明显标识,导线连接处无铜裸漏部分;其他螺丝、垫圈、菊花螺母表面镀铬色泽一致,无锈迹,无变形等缺陷目视√1.5包装彩盒和包装箱上应有:产品型号规格、额定电压、产品标准及其它标志如(数量、批次、产品号)目视√1.6 包装袋无刮破、无颜色异常,尺寸符合要求目视卷尺√1.7 成品无色差目视√2.0 结构功能2.1 1:产品结构尺寸符合样品或设计要求,物料使用与BOM一致;2:灯体各零部件装配良好、定位及联结可靠;3:各零部件使用正确,能通过户外灯具的防尘防水要求;4:螺钉连接用50N.CM力矩拧紧拧松5次不滑牙,螺钉头不损伤。
成品检验规范文件编号:版本号:编制:日期:审核:日期:批准:日期:生效日期:受控状态:文件变更记录1、目的规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、适用范围适用于所有LED 灯具产品入库及出货检验。
3、定义3.2 检验面的定义A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。
C 面:正常使用时看不到的面。
须拆卸的面。
4、检验条件4.1 检验光源:普通日光灯灯源500lux.4.2 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。
4.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离100cm±10cm.4.4 外观检验时间:10s/每个面。
4.5 测试设备:见测试项目内仪器。
5、引用标准5.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
5.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0(抽样方案主要以0.65 抽取数量)。
5.3 样本数小于或者等于20PCS 时全检处理。
5.4 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
6、作业内容6.1 成品送检6.1.1 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。
6.1.2 送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。
6.1.3 产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。
6.2 OQC 检验6.2.1 OQC 抽样按5.1-5.4 执行。
6.2.2 OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要求进行检验。
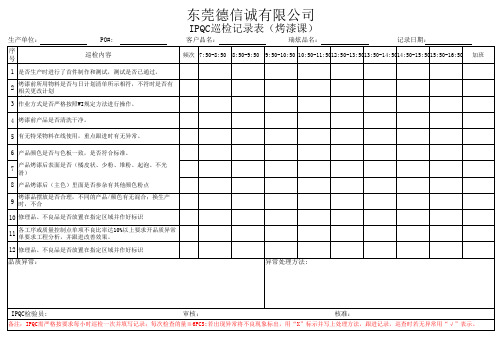
LED灯具制程巡检规范(含表格)|保诚培训网络发光二极管灯工艺检验规范(iso 9001:2015)1,目的:规范半成品和成品工艺检验的检验项目、方法、频率和标准,确保生产过程符合工艺要求和操作规范,从而确保产品质量满足客户要求;同时,通过过程检验收集生产过程的数据,从而有效地监控过程的变化,促进过程的持续改进。
2.经营范围:所有发光二极管应用产品半成品和成品加工3.定义:IPQC(输入过程质量控制):过程控制是指从产品投入生产到最终包装的质量控制。
4.权责:4.1QE:负责制定过程检验的操作规范4.2检验员:根据过程检验作业指导书负责检验5.内容:5.1检验项目: 过程检验项目频率(小时/次)2抽样数(件)5使用仪器记录表焊膏检验目视检验记录表学习社区更多免费资料下载请:德信培训网络部分自动手动补片测试焊点测试回流焊温度回流焊速度高温焊料表温度补片测试操作环境2 2 2 2 2 2 2 2 2 2 2 2 2 2 5 1 1 5 1 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 55 5 5 5 5 5 5 5 5 5 5 5 5 5 目视检查记录表检查记录表计算机监控检查记录表计算机监控检查记录表计算机监控检查记录表变压器目视温度计目视目视目视目视目视目视目视目视目视检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格学习社区组装节烙铁温度电源绝缘保护基板连接输出线焊膏检测粘贴遮光胶带基板固定输入线保护组装节铆钉固定螺纹端加工灯罩固化透镜安装插头安装螺钉固定漏光检测包装灯座更多免费信息下载请进来:德普信培训网络部分功能测试标签测试附件测试标记测试222 225 55 51 1目视目视目视目视检查记录表检查记录表检查记录表检查记录表机械老化部分燃烧器测试振动测试5.2测试方法:5.2.1焊膏测试:基板焊盘上的焊膏必须无锡连接、短路、钉扎、少锡、漏印和多锡5.2.2自动/手动补片测试:每2小时检查5PCS部件是否有任何缺陷,如物料清单材料、标准补片、歪斜、偏移、假焊、漏焊、部件极性颠倒等。
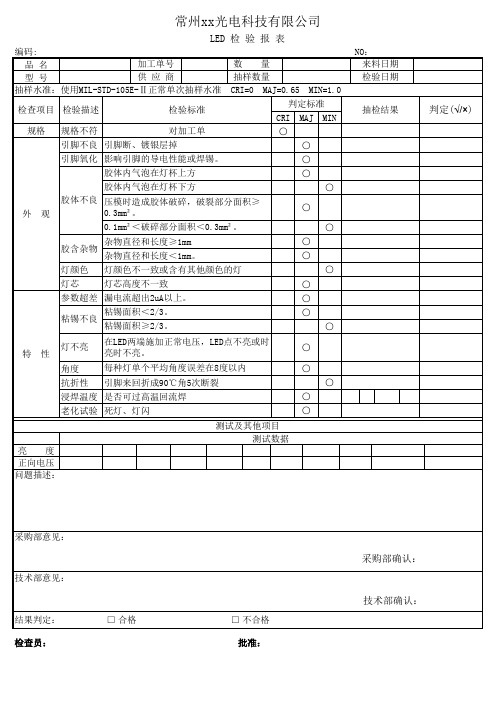
文件名称LED灯(插件、贴片)检验规范页码/总页数文件编号GH-IQC-WI020文件版次 A1/3制定/修订时间版次制定/修订者修订履历2014/03/12 A 张波新版发行分发范围文件制定者确定□管理者代表■品管部□生产部□研发部□行政人事部■采购部□物控部■仓库□工程部□市场部□关务部文件受控印章及生效日期制定/签批者签名/日期制定者张波审核核准文件名称 LED 灯(插件、贴片)检验规范页码/总页数文件编号 GH-IQC-WI020文件版次A2/31. 目的 为从事产品质量检验人员提供作业指导,确保本公司产品质量满足客户需求。
2. 适用范围 适用于我司LED 灯(插件、贴片)检验。
3. 检验工具 样品、放大镜、LRC 仪、万用表、电烙铁、锡线。
4. 检验条件 检验台光线明亮处, 视力0.7以上,距离30~45cm/10-15s ,视线与被检物以垂直为准,表面角度上下360度范围内旋转。
5. 参考文件MIL-STD-105E 《抽样计划》《规格书》及图纸要求 6.抽样计划 MIL-STD-105E 一次正常抽样Ⅱ级水准。
7.7.4按外形分:可分为直插式和贴片式8.检验内容7.术语及特性7.1 LED 是英文light emitting diode (发光二极管)的缩写,它的基本结构是一块电致发光的半导体材料,置于一个有引线的架子上,然后四周用环氧树脂密封,加上合适的电压就能正常发光。
7.2 LED 光源的特点:7.3电压:LED 使用低压电源,供电电压在1.8-3.6V 之间,根据产品不同而异,所以它是一个比使用高压电源更安全的电源,特别适用于公共场所。
7.4效能:消耗能量较同光效的白炽灯减少80% 7.5 稳定性:理论上可以点亮10万小时。
7.6光衰:随着科技的进步,光衰越来越小。
现在普通LED 灯在一千小时以内的光衰已经可以真正控制在5%以内,即使超过一千小时以后,光衰也很小。
7.7 LED 的分类:7.7.1按LED 芯片的外形分类:芯片一般分为圆片和方片7.7.2按 LED 的颜色分类: 红光芯片,绿光芯片, 蓝光芯片, 黄光芯片等。
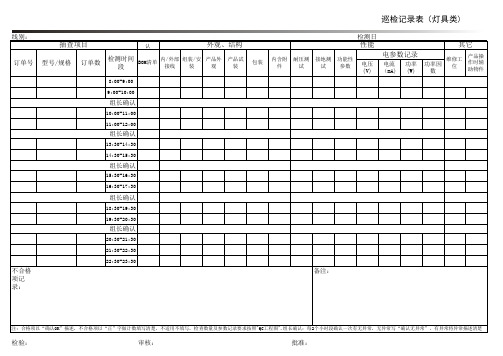
一.目的
为规范LED灯具的检验作业,明确检验内容和要求,有效管控产品品质, 确保满足顾客和生产需要。
二.范围
适用于公司所有LED灯具产品。
三.抽样方案
采用GB单次抽样,检查水平(IL )和接收质量(AQL遵循如下规定:
四.定义
4.1 A面:灯具的正前面、上表面(在使用过程能直接看到的表面)
B面:灯具的侧面(需将视线偏转45° ~90°才能看到的四周边);
4.3 C面:灯具的背面及底面(正常使用时看不到的背面及底面)。
五.检验标准
六、参数标准
1、调光标准:
计算方法:如L101-30W-DC24V输入电压为24V,实测输入电流为,则实测功率为(按表格中要求,功率范围27W-33W。
25%调光实测输入电流为, 则实测调光为()*100%=%
2、跌落标准:
3、各型号灯具光通量指标:。
LED灯具制程巡检规范(含表格)
|
保诚培训网络
发光二极管灯工艺检验规范
(iso 9001:2015)
1,目的:
规范半成品和成品工艺检验的检验项目、方法、频率和标准,确保生产过程符合工艺要求和操作规范,从而确保产品质量满足客户要求;同时,通过过程检验收集生产过程的数据,从而有效地监控过程的变化,促进过程的持续改进。
2.经营范围:
所有发光二极管应用产品半成品和成品加工3.定义:
IPQC(输入过程质量控制):过程控制是指从产品投入生产到最终包装的质量控制。
4.权责:
4.1QE:负责制定过程检验的操作规范
4.2检验员:根据过程检验作业指导书负责检验
5.内容:5.1检验项目: 过程检验项目频率(小时/次)2
抽样数(件)5使用仪器记录表焊膏检验目视检验记录表学习社区
更多免费资料下载请:
德信培训网络部分自动手动补片测试焊点测试回流焊温度回流焊速度高温焊料表温度补片测试操作环境2 2 2 2 2 2 2 2 2 2 2 2 2 2 5 1 1 5 1 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5
5 5 5 5 5 5 5 5 5 5 5 5 5 5 目视检查记录表检查记录表计算机监控检查记录表计算机监控检查记录表计算机监控检查记录表变压器目视温度计目视目视目视目视目视目视目视目视目视检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格学习社区
组装节烙铁温度电源绝缘保护基板连接输出线焊膏检测粘贴遮光胶带基板固定输入线保护组装节铆钉固定螺纹端加工灯罩固化透镜安装插头安装螺钉固定漏光检测包装灯座更多免费信息下载请进来:
德普信培训网络部分功能测试标签测试附件测试标记测试222 225 55 51 1目视目视目视目视检查记录表检查记录表检查记录表检查记录表机械老化部分燃烧器测试振动测试5.2测试方法:
5.2.1焊膏测试:基板焊盘上的焊膏必须无锡连接、短路、钉扎、少锡、漏印和多锡
5.2.2自动/手动补片测试:每2小时检查5PCS部件是否有任何缺陷,如物料清单材料、标准补片、歪斜、偏移、假焊、漏焊、部件极性颠倒等。
5.2.3焊点检查:每2小时对5PCS进行一次随机检查。
不允许
出现假焊、锡连接、锡珠等现象。
5.2.4回流焊温度:每次启动时,观察电脑屏幕上的显示值是否在规定范围内(使用低温焊膏时,回流焊温度控制在140-175℃范围内,使用高温焊膏时,控制在170-225℃范围内)
5.2.5回流焊速度:检查回流焊计算机显示器上显示的速度是否在规定范围内(速度控制在400毫米/分50毫米以内)
5.2.6高温焊接台温度:检查高温焊接台温度是否在170-220℃范围内5.2.7贴片测试:自动贴片低压测试时,检查变压器是否调整到150-200伏;使用恒流稳压电源测试粘贴的基板时,请检查恒流稳压电源
的输入电压更多免费资料下载:
学习社区
de prudential training net
是否对应于光源板上的光源数量和光源之间的串并联模式(一般来说,单个光源的输入电压约为3V,两个串联光源的输入电压约为6V,两个并联光源的输入电压约为3V,10个串联光源的输入电压约为30V,10个并联光源的输入电压约为3V)
5.3.1操作环境:检查操作环境是否符合工艺要求(如防静电措施-佩戴腕带、外观保护措施、清洁原辅材料和附件)
5.3.2烙铁温度:烙铁温度应在每班(上午、下午和晚上工作)用温度计
测试。
标准是320度30度
5.3.3电源绝缘保护:检查电源是否用黄色蜡管或热缩管保护,被保护的电源是否有外露的螺纹端或触点
5.3.4基板连接:组装面板灯时,根据工艺要求检查基板之间的连接是否为串并联,连接线是否为硅胶线,长度是否符合工艺要求,焊接是否牢固可靠,其他部件是否损坏,相邻基板之间的安全距离是否符合工艺要求5.3.5输出线焊接:检查电源输出线是否焊接反,焊接是否牢固。
5.3.6分配试验:每2小时抽查5PCS,确认散热硅脂在保质期内。
目视检查散热座或壳体内表面涂胶量和位置是否均匀合适。
铝板的外表面没有残留油脂。
另一种胶水不能堵住螺丝孔。
5.3.7粘贴遮蔽胶带:在组装面板灯时,在粘贴遮蔽胶带之前,检查是否有间隙过大的边框重新固定。
5.3.8基板固定:在散热器上固定或手术后,检查基板是否倾斜或歪斜。
5.3.9输入线的保护:面板灯组装时,检查输入线与盖板的接口处是否有保护环。
下载更多
的免费资料。
请进来:
从社区
德信诚培训网
输入线有无用的自熄保护
5.3.10铆钉固定:当灯座为E27灯座时,检查铆钉是否不在位或因用力过大等原因而变形。
5年3月11日螺纹端处理:当灯头为E27灯头时,检查灯头与底座接口处多余的螺纹端是否已去除
5.3.12灯罩的固化:组装灯泡时,检查灯罩是否垂直放置。
5.3.13螺丝固定:螺丝固定时,检查铝框是否放置稳定。
5.3.14透镜安装:组装吸顶灯时,检查透镜是否平整,是否有晃动灯等不良现象。
5.3.15插头安装:组装荧光灯时,检查插头是否倾斜,与外壳的间隙是否过大。
5.3.16螺钉固定:组装吊灯时,检查螺钉固定处是否粘有适量的螺纹胶。
5.3.17漏光检测:检查组装好的面板灯是否漏光,是否采取了补救措施
5.4.1压力灯头:每2小时抽查5PCS,质量要求:无压力偏差、变形、生锈、压力失效等不良现象。
5.4.2功能测试:取生产线操作人员测试合格的半成品,进行外观、功能(主要是电源)等检查。
参数标准是指当天生产的产品的过程控制单。
5.4.3标签检查:检查产品和包装盒上的标签或信息是否与过程控制单一致,标签位置是否正确,是否有划痕、皱纹、重影、歪斜等不良现象。
更多免费资料下载请:学习社区。