塑料成形工艺-吹塑成型
- 格式:pptx
- 大小:2.39 MB
- 文档页数:49
薄膜吹塑成型工艺流程如下:
原料配制。
将配制好的塑料颗粒放入预热器中。
预热。
通过热风加热,使其处于熔融状态,以便于后续的挤出工艺。
挤出。
将预热好的塑料颗粒送入挤出机的螺杆筒中,通过旋转螺杆的运动,将颗粒压缩、加热、熔融,并将熔融的塑料挤出螺杆筒。
吹胀牵引。
将熔融的塑料自前端口模的环形间隙中挤出呈圆筒状,由机头之芯棒中心孔处通入压缩空气,把圆筒吹胀呈泡管状。
冷却。
用外侧风环冷却,使熔融的塑料快速降温、固化。
牵引。
冷却后的薄膜通过牵引装置进行拉伸,使其变得更加均匀、平整。
切割。
在牵引之后,薄膜会被定尺割切装置进行切割,得到所需的尺寸。
卷取。
切割好的薄膜通过卷取装置进行卷取,以方便运输和储存。
吹塑车间工艺流程一、工艺概述吹塑是一种常用于塑料制品生产的工艺方法,通过将塑料颗粒加热融化后注入模具中,再通过气压将塑料吹膨,最终形成所需的产品。
吹塑车间工艺流程包括原料准备、塑料熔融、吹塑成型、冷却、修整等环节。
二、原料准备1. 塑料颗粒选择:根据产品要求,选择适合的塑料颗粒,如聚乙烯(PE)、聚丙烯(PP)等。
2. 塑料颗粒配比:根据产品的特性和要求,将不同种类的塑料颗粒按一定比例混合,以获得所需的物理性能。
三、塑料熔融1. 塑料熔融设备:将混合的塑料颗粒放入吹塑机的料斗中,通过加热系统使其熔化。
2. 温度控制:根据不同的塑料种类和产品要求,设定合适的熔融温度,保证塑料彻底熔化且无非热。
四、吹塑成型1. 模具准备:根据产品设计要求,选择合适的模具,并进行清洁和润滑处理。
2. 模具安装:将模具安装在吹塑机上,并根据产品尺寸调整模具的位置和间隙。
3. 吹塑成型:将熔融的塑料注入模具中,同时通过吹气系统施加气压,使塑料膨胀并贴附在模具内壁上,形成产品的外形。
4. 冷却:在吹塑成型过程中,通过冷却系统对模具进行冷却,使塑料迅速固化。
五、修整1. 模具开合:当塑料彻底固化后,打开模具,取出成型的产品。
2. 修整工序:根据产品要求,对成型产品进行修整,包括去除多余的塑料、修剪边缘、打磨表面等。
3. 检验:对修整后的产品进行外观质量检验,确保产品符合设计要求。
六、包装与入库1. 包装:将符合质量要求的产品进行包装,常用的包装方式包括塑料袋、纸箱等。
2. 入库:将包装好的产品送入仓库,进行分类存放,并进行库存管理。
七、设备维护与清洁1. 定期维护:对吹塑机设备进行定期维护,包括清洁、润滑、检修等,确保设备正常运行。
2. 工作环境清洁:保持吹塑车间的清洁整洁,定期清理生产过程中产生的废料和杂物。
八、质量控制1. 原料质量检验:对进入车间的原料进行质量检验,确保原料符合要求。
2. 在线质量控制:在吹塑成型过程中,通过对温度、压力等参数的实时监控,及时调整工艺参数,确保产品质量稳定。
塑料成型工艺与模具设计塑料是一种广泛应用于各种工业领域的材料,如塑料制品、汽车零部件、家用电器等。
要生产高质量的塑料制品需要掌握塑料成型工艺与模具设计。
1. 塑料成型工艺塑料成型工艺是将熔化的塑料通过模具加工成制品的过程。
常用的塑料成型工艺有注塑成型、挤出成型、吹塑成型、压缩成型等。
1.1 注塑成型注塑成型是指将熔化的塑料加入注塑机的料斗,并经过高压注入到模具中形成成品。
注塑机主要由三个部分组成:进料口、注射器和模具。
注塑成型工艺适用于制造大批量,外形复杂的制品,例如手机外壳、键盘等。
1.2 挤出成型挤出成型是将熔化的塑料通过特殊的挤出机械,经过模头挤出,形成长条状塑料制品。
该成型工艺适用于制造管道、线缆、塑料块等制品。
1.3 吹塑成型吹塑成型是指将熔化的塑料通过吹塑机械,吹入气压模具中进行成型。
该成型工艺适用于制造各种形状的塑料瓶、塑料桶等中空制品。
1.4 压缩成型压缩成型是将熔化的塑料放入模具中,然后加热模具,使塑料成型。
该成型工艺适用于制造薄壁制品、电缆附件、电器配件等制品。
2. 模具设计模具设计是指根据塑料制品的形状、尺寸和用途,设计适合的模具。
模具由注塑模具、挤出模具、吹塑模具、压缩模具等不同类型组成。
2.1 注塑模具设计注塑模具是一种用于注塑成型的专用模具。
注塑模具设计时需要根据制品的尺寸、形状、壁厚和材质选择合适的模具材料和型号。
设计时需要考虑到模具的结构合理性、模具的冷却方式以及模具动力系统和操作系统的设计等方面。
2.2 挤出模具设计挤出模具是挤出成型必须的一种模具。
挤出模具设计时需要考虑到制品的形状、尺寸和挤出机的性能等因素。
挤出模具还需要考虑到挤出头和模头的结构以及设计选材等。
2.3 吹塑模具设计吹塑模具是吹塑成型必须的一种模具。
吹塑模具设计时需要考虑到制品的形状、尺寸、厚度、重量等因素。
同时还需要考虑到吹出模具的形状、结构和材质等。
2.4 压缩模具设计压缩模具是压缩成型必须的一种模具。


现代吹塑技术源于上世纪三十年代,经过多年的发展,已发展成为继注塑和挤出之外的第三大塑料加工方法,吹塑技术与注塑相比较,设备造价低,可成型复杂的中空制品,广泛应用于包装,软料业及玩具、汽业制造等行业。
本文主要从以下四个方面为大家讲解吹塑技术的要点及特性。
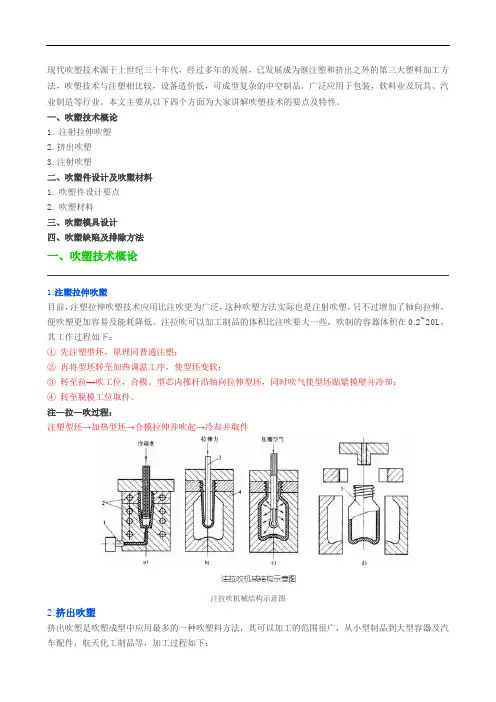
一、吹塑技术概论1. 注射拉伸吹塑2. 挤出吹塑3. 注射吹塑二、吹塑件设计及吹塑材料1. 吹塑件设计要点2. 吹塑材料三、吹塑模具设计四、吹塑缺陷及排除方法一、吹塑技术概论1.注塑拉伸吹塑目前,注塑拉伸吹塑技术应用比注吹更为广泛,这种吹塑方法实际也是注射吹塑,只不过增加了轴向拉伸,便吹塑更加容易及能耗降低。
注拉吹可以加工制品的体积比注吹要大一些,吹制的容器体积在0.2~20L,其工作过程如下:①先注塑型坯,原理同普通注塑;②再将型坯转至加热调温工序,使型坯变软;③转至拉—吹工位,合模。
型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却;④转至脱模工位取件。
注—拉—吹过程:注塑型坯→加热型坯→合模拉伸并吹起→冷却并取件注拉吹机械结构示意图2.挤出吹塑挤出吹塑是吹塑成型中应用最多的一种吹塑料方法,其可以加工的范围很广,从小型制品到大型容器及汽车配件,航天化工制品等,加工过程如下:①先将胶料熔融,混炼,熔体进入机头成为管况型坯;②型坯达到预定长度后,吹塑模具闭合,将型坯夹在两半模具之间;③吹气,将空气吹入型坯内,将型坯吹胀,便之贴紧模具型腔成型;④冷却制品;⑤开模,取走已冷硬的制品。
挤出吹塑加工过程:熔料→挤出型坯→合模吹塑→开模取件挤出吹塑原理示意图(1—挤出机头; 2—吹塑模; 3—型坯; 4—压缩空气吹管; 5—塑件)3.注射吹塑注塑吹塑是综合了注射成型与吹塑特性的成型方法,目前主要应用于吹制精度要求较高的饮料瓶及药瓶及一些小型的结构零件等。
①在注塑工位,先注塑出型胚,加工方法同普通注塑。
②注塑模开模后,芯棒连同型坯移动到吹塑工位。
③芯棒把型坯置于吹塑模之间,合模。
注塑吹塑工艺流程
《注塑吹塑工艺流程》
注塑吹塑是一种常见的塑料加工工艺,广泛应用于塑料制品的生产。
该工艺流程主要包括原料处理、模具注塑或吹塑成型、加工修整、质检和包装等环节。
首先,原料处理是整个工艺流程的第一步。
在注塑工艺中,塑料颗粒被加热融化,并通过注射机注入成型模具中。
而在吹塑工艺中,塑料颗粒被加热融化后,注入膨胀模具中,通过气压膨胀成型。
原料处理的质量直接关系到后续产品的质量。
其次,模具注塑或吹塑成型是工艺流程的关键环节。
这一步骤需要精确的控制温度、压力和注射速度,以确保成型的产品符合设计要求。
注塑成型可以生产包括塑料杯子、盒子、托盘等在内的各种成型产品;而吹塑成型主要用于生产塑料瓶、玩具等中空产品。
接着,加工修整是工艺流程中的重要环节。
成型后的产品还需要进行去毛刺、修整、打磨等加工工序,以确保产品表面光滑,符合标准要求。
最后,质检和包装是工艺流程的收尾环节。
质检工作要求严格,以保证产品的质量和安全性。
在通过质检后,产品将被包装成最终成品,并进行库存储存和物流运输。
总的来说,注塑吹塑工艺流程包括原料处理、模具注塑或吹塑
成型、加工修整、质检和包装等多个环节。
每个环节都需要严格的控制和管理,以确保最终产品的质量和安全。
塑料成型工艺及模具设计塑料成型是一种通过模具设计和加工塑料制品的工艺。
塑料成型工艺主要包括注塑成型、吹塑成型和挤塑成型。
注塑成型是最常见的塑料成型工艺之一。
该工艺首先将选定的塑料颗粒加热熔化,然后将熔融的塑料注入一个模具中。
模具通常由两个部分组成,分别是一个固定模具和一个活动模具。
熔融的塑料在模具中冷却和固化后,活动模具打开,成品塑料制品从中取出。
注塑成型工艺具有制品尺寸稳定、生产效率高和适合大批量生产等优势。
吹塑成型是另一种常用的塑料成型工艺。
它主要用于制作一些中空或异型制品,如瓶子或塑料容器等。
吹塑成型的过程通常分为两个步骤:首先是挤出成型,将熔融的塑料通过挤出机挤出成一个长管状;然后是吹塑成型,将挤出成的塑料管放入一个气压模具中,通过内部气压逐渐将塑料推向模具壁上,使其与模具壁接触并冷却固化。
吹塑成型工艺具有成本低、生产效率高和对模具要求较低的优点。
挤塑成型是将熔融的塑料通过挤出机挤出成所需形状的工艺。
挤塑成型通常适用于制造长条状、薄壁制品,如塑料管、塑料板材等。
挤塑成型的过程分为三个步骤:首先是塑料熔化和挤出,将塑料颗粒加热熔化后,通过挤出机将其挤出成所需形状;然后是冷却固化,将挤出的塑料通过水冷却,使其迅速固化;最后是切割和整形,将挤出的塑料制品切割成所需长度,并进行整形和修整。
挤塑成型工艺具有生产效率高、成本低和适合大批量生产的特点。
在塑料成型过程中,模具设计起着非常重要的作用。
模具的设计需要考虑到塑料制品的形状和尺寸要求,以及生产效率和成本等因素。
模具通常由若干个零部件组成,包括固定模具、活动模具和模具芯等。
模具的设计需要考虑到注塑或吹塑成型过程中的塑料流动、冷却和固化等因素,以保证制品的质量和尺寸稳定。
总而言之,塑料成型是一种常见的制造工艺,通过模具设计和制造塑料制品。
不同的塑料成型工艺具有不同的特点和优势,可以根据制品需求选择合适的成型工艺。
模具设计是塑料成型过程中的关键要素,需要综合考虑多种因素,以满足制品质量、生产效率和成本的要求。
塑料的成型工艺一、注塑成型工艺注塑成型工艺是目前塑料制品生产中应用最广泛的一种成型工艺。
它通过将熔化的塑料注入模具中,经过冷却固化后得到所需的塑料制品。
注塑成型工艺具有生产效率高、精度高、产品质量稳定等优点。
在注塑成型过程中,首先需要将塑料颗粒加热熔化,然后将熔融状态的塑料注入模具中,待塑料冷却固化后,即可取出成品。
这种成型工艺适用于生产各种尺寸和形状的塑料制品,如电子产品外壳、汽车零部件等。
二、挤出成型工艺挤出成型工艺是将熔化的塑料通过挤出机的螺杆挤出口,经过模具的形状变化后得到所需的塑料制品。
挤出成型工艺具有生产效率高、产品尺寸稳定等优点。
在挤出成型过程中,首先将塑料颗粒加热熔化,然后通过挤出机的螺杆推动塑料熔体挤出,经过模具的形状变化后形成所需的塑料制品。
这种成型工艺适用于生产各种管材、板材、薄膜等塑料制品。
三、吹塑成型工艺吹塑成型工艺是通过将熔化的塑料注入吹塑机的模具中,经过空气压力吹制而成。
吹塑成型工艺具有生产效率高、成型范围广等优点。
在吹塑成型过程中,首先需要将塑料颗粒加热熔化,然后将熔融状态的塑料注入吹塑机的模具中,并通过空气的压力将塑料薄膜或容器吹制成所需的形状。
这种成型工艺适用于生产各种塑料瓶、塑料桶等容器。
四、压缩成型工艺压缩成型工艺是将预加热软化的塑料片材放入模具中,通过模具的压力和温度作用形成所需的塑料制品。
压缩成型工艺具有成型精度高、产品质量稳定等优点。
在压缩成型过程中,首先需要将塑料片材预加热软化,然后将塑料片材放入模具中,模具通过压力和温度的作用使塑料片材形成所需的形状,待塑料冷却固化后,即可取出成品。
这种成型工艺适用于生产各种塑料盖子、餐具等制品。
五、旋转成型工艺旋转成型工艺是将预加热软化的塑料放入旋转模具中,通过旋转模具的旋转,使塑料均匀附着在模具内壁上,经过冷却固化后得到所需的塑料制品。
旋转成型工艺具有生产效率高、成型精度高等优点。
在旋转成型过程中,首先需要将塑料预加热软化,然后将塑料放入旋转模具中,模具通过旋转使塑料均匀附着在模具内壁上,待塑料冷却固化后,即可取出成品。
中空吹塑成型原理中空吹塑成型是一种塑料制品的生产工艺,它主要用于生产空心容器,如瓶子、罐子等。
这种制造方式使用的是聚合物树脂,通过加热和压塑使它变得可塑,然后在模具中进行挤压吹塑成型。
本文将详细介绍中空吹塑成型的原理和过程。
一、中空吹塑成型的原理中空吹塑成型是一种塑料成型技术,它利用了塑料的热塑性质。
热塑性材料是指在加热的条件下能够变得柔软和可塑的聚合物物质。
这种材料在加热过程中可以流动,当它在冷却后再次固化时,就可以保留其形状。
在中空吹塑成型中,塑料粒子会在注射机中被加热和熔化。
然后将熔化的塑料注入到铝模具中,其内部具有带有所需容器外形的中空空腔。
模具的一端固定有一个模具口,用以接收一个呈融化状态的塑料管子。
经过一系列的程序和过程,这个塑料管子最终被拉伸并填充到空腔中,形成了一个空心物体。
中空吹塑成型过程如下:1.注塑阶段在注塑机中,要将塑料颗粒放入一个加热并熔化的加热桶中。
这个桶中有一个螺旋式的螺杆,当塑料熔化后,这个螺杆就开始旋转并将其推动到注射喷嘴处。
2.吹气阶段一旦液态塑料进入到模具腔中,就会有空气被注入使其塑性变得更强。
这个过程是通过模具上的压力和真空口来完成的。
在保持一定的压力的模具上的吸力会抽取过量的塑料材料,使其更加平滑和定形。
3.制品冷却阶段在吹扩完成后,制品需要接受冷却。
这个过程可以通过环绕模具的水流完成,也可以使用冷却气体。
在冷却之后,制品就可以从模具中取出。
二、中空吹塑成型的优点中空吹塑成型具有一些独特的优点,如下:1. 制造空心产品的最佳方式中空吹塑成型是生产空心产品的最佳方式之一,因为它可以生产各种形状和大小的空心产品。
2. 生产效率高在中空吹塑成型过程中,模具是以一个圆周运动轮廓运作的,这使得中空吹塑成型可以在较短时间内生产出大量的产品。
3. 低成本制造中空吹塑成型制品的初始成本相对较低,因为它不需要大量的设备或机器。
4. 产品精度高由于模具制造成本的降低和可用性的提高,中空吹塑成型技术让精確模型我也容易制造。
吹塑成型吹塑,这里主要指中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
吹塑成型起源于19 世纪30 年代。
直到1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产 6 万个瓶子也能制造大型吹塑件( 件重达180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
1 吹塑成型方法成型方法??? ???不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
详细的吹塑成型过程可参考文献。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的75 %用挤出吹塑成型,24 %用注射吹塑成型, 1 %用其它吹塑成型;在所有的吹塑产品中,75 %属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。
PC吹塑成型工艺介绍摘要论文针对PC吹塑工艺的现状和发展趋势及工艺的内容进行阐述。
吹塑成型保证了成型制品的大批量及经济生产,满足了人们的日益需求。
吹塑成型包括:向软化的热塑性的型坯中充气,使其紧贴到封闭模具的冷却表面,被吹胀的型坯凝固,形成中空塑料制品。
吹塑制品的表面光滑并且带有光泽,或在加工处理过程中,制品表面形成刻花或雕刻花纹。
吹塑成型适用于大多数的塑料,所以其在各种塑料成型工艺中占有很大优势。
作为一种新材料和新的成型工艺,吹塑成型工艺将会不断发展,成为塑料工业未来的发展趋势。
注射吹塑成型是一门工程技术,它所涉及的内容是将塑料转变为有用并能保持原有性能的制品。
注射吹塑成型的重要工艺条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。
主要针对目前成型品产生不良有原因加以分析判断,在成型机,模具及原料方面提供参考因素从而有效的控制不良的产生,降低生产成本。
关键词:聚碳酸酯特性工艺条件注塑成型干燥AbstractPaper for PC molding process and the status quo and development trend of the content on process.Blow molding to ensure a large number of molding products and economic production,to meet the growing needs of the people.Blow molding include the following:to soften the thermoplastic of the inflating parison to mold close to the closed cooling surface,the inflation of the parison solidification,the formation of hollow plastic products.Blow molding products,and with a shiny surface,or in the processing process,the products formed on the surface of engraving or carving patterns.Applicable to the majority of blow molding of plastic,so its in a variety of plastic molding processes account for a large advantage.As a new materials and new forming processes,blow molding process will be continuous development of the plastics industry to become the development trend of the future.Injection blow molding is an engineering technology,it is involved in the plastic and into a useful product to maintain the original performance.Injection blow molding is an important process conditions affect the plastics flow and cooling the temperature,pressure and the corresponding time in all.The main view of the current adverse moldings are to be analyzed to determine the reasons,in the molding machine,mold and provide reference to the factors of raw materials so as to effectively control the selection of non-performing,lower production costs.Key word:Polycarbonate Characteristic Technological conditions Injection molding Dry目录摘要 (Ⅰ)Abstract (Ⅱ)绪论 (1)第一章吹塑成型的介绍 (2)1.1工业规模 (2)1.2塑料原料(聚碳酸酯PC) (2)1.3基本吹塑成型过程 (3)1.4吹塑成型类型 (5)1.5过程控制 (7)1.6吹塑成型的成型基础 (8)1.7吹塑成型的变量 (9)1.8吹塑成型的工艺 (10)1.9制品和模具设计 (10)1.10加工原则 (11)第二章注射吹塑成型及工艺参数 (13)2.1注射过程 (13)2.2注塑工艺参数的设定 (16)2.3成型基础 (22)2.4吹塑成型设备 (23)第三章聚碳酸酯(PC)桶的挤出吹塑成型 (28)3.1聚碳酸酯(PC) (28)3.2生产工艺 (29)3.3生产参数 (30)3.4模具 (31)3.5成型设备 (32)3.6辅机及调整 (36)第四章常见产品质量缺陷的产生及解决方案 (38)附表一 (42)结论 (43)致谢 (44)参考文献 (45)绪论吹塑成型是塑料工业中广泛使用的加工各种塑料制品的第三大加工工艺,占所有塑料制品成型工艺的10%,其他成型工艺:挤出成型占36%,注射成型占32%,压延占8%,涂布占5%,压缩占3%,其余占3%。
吹塑工艺流程吹塑工艺是一种常用的塑料加工方法,它通过加热塑料颗粒后吹入模具中,利用空气压力使其融化并贴合于模具内壁,待冷却后取出模具即可得到所需产品。
下面将详细介绍吹塑工艺的流程。
首先是原料的准备。
吹塑工艺使用的原料主要是各类塑料颗粒。
在工艺开始之前,需要根据所需产品的要求选择合适的塑料颗粒,并进行干燥处理,以保证颗粒中的水分含量低于规定标准。
然后将颗粒放入塑料料缸中,以备后续使用。
接下来是熔化处理。
在熔化处理过程中,颗粒会被加热至高温。
这里有两个关键步骤。
首先是塑料上料,将一定量的颗粒投入螺杆机中,由螺杆推动颗粒逐渐往前移动。
然后是塑料熔化,颗粒会通过螺杆转动时产生的高摩擦热将塑料加热熔化,并向前推动至螺杆头。
在这个过程中需要控制好温度和熔化速度,以避免过热或过冷导致产品质量下降。
然后是模具的制备。
在制备模具之前,需要根据所需产品的尺寸和形状设计好模具的结构,并制定合理的模具尺寸。
模具一般由两部分组成,上模和下模,在装配模具之前需要对模具进行检查,确保没有损坏和异物。
然后将加热板加热并将模具放置在上面,以保证模具在工艺中达到合适的温度。
接下来涂抹模具表面的脱模剂,以便后续取模。
最后是吹塑成型。
在吹塑成型过程中,熔融的塑料会被吹气机通过吹嘴吹入模具中。
吹气机产生的压力会使塑料膨胀并与模具内壁贴合。
在吹塑成型的过程中,需要根据产品的要求控制好吹气机的温度和压力,以确保成型的产品质量。
成型时间一般较短,随后需要将压力释放,以便取出成品。
取出后,对产品进行检查和修整,并进行后续的包装和运输。
吹塑工艺流程清晰明了,操作简单。
它可以适用于各种不同形状和尺寸的产品制造,特别适合用于生产一些塑料容器、瓶子等。
吹塑工艺制造的产品具有良好的透明度、韧性和抗冲击性,广泛应用于食品、医疗、化工等领域。
总之,吹塑工艺是一种常用的塑料加工方法。
通过原料的准备、熔化处理、模具的制备和吹塑成型等步骤可以顺利地完成产品的制造。
注塑吹塑工艺流程:
注塑吹塑工艺流程包括以下步骤:
1.设计和原型制作:在吹塑加工开始前,需要进行产品设计和原型制作。
这涉及确定
产品的形状、尺寸和设计要求,并制作出一个用于模具制造的原型。
2.原料准备:吹塑加工使用的主要原料是熔融状态的塑料颗粒,也可以使用一些添加
剂来改善产品的性能。
原料必须按照要求进行准备和配比。
3.材料加热和塑化:原料被放入吹塑机的料斗中,通过加热器将其加热到熔融状态。
加热的温度和时间将根据所使用的塑料类型而变化。
一旦塑料完全熔化,它就变得可塑化,可以进入下一步骤。
4.模具制备:模具是吹塑加工过程中重要的一部分,它决定了最终产品的形状和尺寸。
模具可以制造成单腔或多腔的形式,以批量生产多个产品。
模具由金属制成,通常是铝或钢,并根据产品的要求进行加工。
5.吹塑成型:一旦塑料可塑化,它被送入一个注塑头,通过气压吹入模具腔室中。
吹
塑过程可以分为两种类型:挤出吹塑和射出吹塑。
•挤出吹塑:在挤出吹塑中,将加热和熔化的塑料通过一根挤出杆从吹塑机中挤出,并进入一个环状模具中。
然后,通过气压将塑料吹气成型,同时模具腔室的壁厚被控制在所需的尺寸范围内。
•射出吹塑:在射出吹塑中,熔融的塑料通过一根杆从吹塑机中注入一个中空的模具中。
然后,通过气压将塑料吹气成型,并通过模具的开口将已形成的产品取出。
1.冷却和固化:成型的塑料产品需要经过冷却和固化过程,以保持其形状和稳定性。
冷却可以通过水喷淋或冷却风扇来加速,以降低产品的温度。
一旦塑料冷却固化,就可以从模具中取出。