网架与网壳
- 格式:ppt
- 大小:4.51 MB
- 文档页数:78

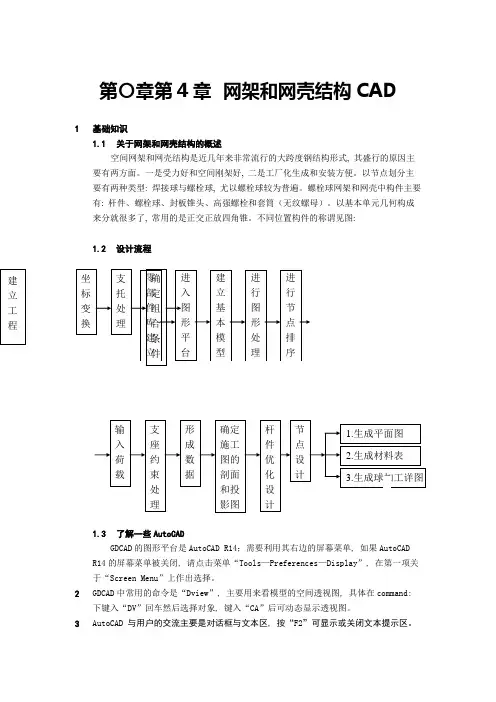
第〇章第4章网架和网壳结构CAD1基础知识1.1关于网架和网壳结构的概述空间网架和网壳结构是近几年来非常流行的大跨度钢结构形式, 其盛行的原因主要有两方面。
一是受力好和空间刚架好, 二是工厂化生成和安装方便。
以节点划分主要有两种类型: 焊接球与螺栓球, 尤以螺栓球较为普遍。
螺栓球网架和网壳中构件主要有: 杆件、螺栓球、封板锥头、高强螺栓和套筒(无纹螺母)。
以基本单元几何构成来分就很多了, 常用的是正交正放四角锥。
不同位置构件的称谓见图:1.2设计流程1.3了解一些AutoCADGDCAD的图形平台是AutoCAD R14;需要利用其右边的屏幕菜单, 如果AutoCAD R14的屏幕菜单被关闭, 请点击菜单“Tools—Preferences—Display”, 在第一项关于“Screen Menu”上作出选择。
2GDCAD中常用的命令是“Dview”, 主要用来看模型的空间透视图, 具体在command: 下键入“DV”回车然后选择对象, 键入“CA”后可动态显示透视图。
3AutoCAD 与用户的交流主要是对话框与文本区, 按“F2”可显示或关闭文本提示区。
4一个平板网架的工程实例4.1建立工程点击桌面上“网架网壳CAD”快捷方式, 进入主菜单, 点击“工程—新工程”, 在工程卡片上填写工程名比如“GDTEST”, 指定工程存放路径及AutoCAD R14的路径, 程序自动在工程存放路径下建立“GDTEST”子目录(或称文件夹), 以后所有与该工程有关的文件全部放在其下面。
4.2建立零部件库文件4.3点击“零部件规格—重组规格”, 屏幕出现规格卡片, 左边是读取路径, GDCAD安装完成后, 程序目录下带有一“DATA”子目录, 内部包含某一种网架加工厂家的零部件规格系列, 因此缺省的读取路径指向“DATA”子目录, 点击“读取”按钮, 显示钢管等零部件序列编号, 如果不准备采用某一序号, 请点击该序号去掉其前面的“(”选择符。
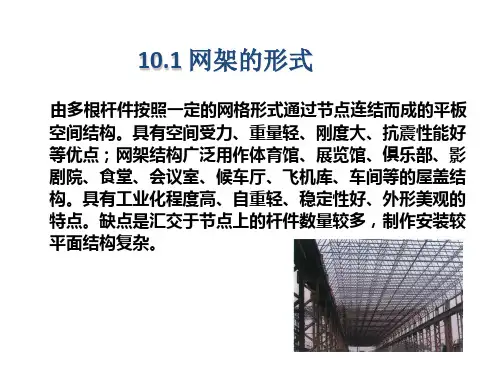
网架的分类及节点组成分析网架的概念网架和网壳总称为空间网格结构。
这种空间网格结构是由多根杆件按照某种有规律的几何图形通过节点连接起来的空间结构,它可以充分发挥三维空间的优越性,传力路径更见简捷特别适用于大跨度建筑。
由双层或多层平板形网格组成的结构称为网架结构(简称网架),由单层或双层曲面形网格结构称为网壳。
一、网架结构的组成1)第一类是由平面桁架系组成的网架结构两向正交正放网架:这是由两组平面桁架系组成的网架,桁架系在平面上的投影轴线互成90°交角,且与边界平行或垂直,所形成网格可以是矩形的,也可以是正方形的。
两向正交斜放网架:它可由梁向正交正放网架在水平面上旋转45°而得,其交角也是90°,但每片桁架不与建筑物轴线平行,而是成45°的交角,故成为两向正交斜放网架。
三向网架:比两向网架的刚度大,适合在大跨度结构中采用,其平面适用于三角形,梯形及正六边形,在圆形平面中也可采用。
2)第二类是由四角锥体组成的网架由四根上弦组成正方形锥底,锥顶位于正方形的形心下方,由正方形四角节点向锥顶连接四根腹杆即形成一个四角锥体,将各个四角锥体按一定规律连接起来,便成为四角锥体网架。
正放四角锥网架:四角锥底边分别与建筑物的轴线相平行,各个四角锥体的底边相互连接形成网架的上弦杆,连接各个四角锥体的锥顶形成下弦杆并与建筑物的轴线平行。
这种网架的上下弦杆长度相等,并相互错开半个节间。
斜放四角锥网架:这种网架是将各四角锥体的锥底角与角相连,上弦(即锥底边)与建筑物轴线成45°交角,连接锥顶而形成的下弦仍与建筑物轴线平行。
这种网架受压的上弦杆长度小于受拉的下弦杆,因而受力比较合理,每个节点交汇的杆件数量少,因此用钢量较少。
缺点:是屋面板种类较多,屋面排水坡的形成比较困难。
棋盘四角锥网架:将整个斜放四角锥网架水平转动45°角,使网架上弦与建筑物轴线平行,下弦与建筑物轴线成45°交角,即得棋盘四角锥网架。
网架与网壳安装技术研究【摘要】网架与网壳的安装是指拼装完成后的网架和网壳用各种施工方法将其搁置在设计位置上的一种安装方法。
弯矩与网壳的安装方法应根据网架或网壳受力和构造特点(如结构选型、网架刚度、外形特点、支撑形式、支座构造等),在满足质量、安全、进度和经济效益的要求下结合当地的施工技术条件和设备资源配备等因素,因地制宜、综合确定。
本文现就网架与网壳的安装技术做浅要研究。
【关键词】网架;网壳;安装一、安装前的准备工作1、检查各节点、杆件、连接件和焊接材料的原材料质量保证书和试验报告,复验小拼单元质量合格保证书。
2、对施工单位预埋件、预埋螺栓位置和标高,网架或网壳的定位轴线和标高进行复核检查。
3、进行网架和网壳施工图与实际网架或网壳的复核工作,检查有否差错。
二、安装方法目前,工地上常用的安装方法有7种,即高空散装法、分条或分块安装法、高空滑移法、移动支架安装法、整体吊装法、整体提升法和整体顶升法。
这里本文暂且重点讲解高空散装法和分条、分块安装法。
1、高空散装法高空散装法是指小拼单元或散件(单根杆件及单个节点)直接在设计位置进行总拼的方法。
一般首先将柱子定位,网架下面柱子地下主体用起重机吊车定位吊装好,采用钢管搭设脚手架,把屋顶网架底部满堂脚手架全部搭设好。
用彩钢瓦围护,防止焊渣及其他杂物掉落下来。
网架安装好后,用起重吊车把柱子上半部分安装好,用拉杆连接起来,焊制檩条,网架四周用铝方管骨架,再焊制不锈钢天沟,制作四周铝塑板、排水管,铺盖层面板,最后补漆,自检、互检、专检等合格后,拆除脚手架,注意拆除脚手架要按照自上而下的次序拆除,轻递轻放。
(1)一般规定。
①当采用小拼单元或杆件直接在高空拼接是,其顺序应能保证拼装的精度,减小累积误差。
当采用悬挑法施工时,应先拼成可承受自重的结构体系,然后逐步扩展。
网架在拼装过程中应随时检查基准轴线位置、标高及垂直偏差,并应及时纠正;②搭设拼装支架时,支架上支撑点的位置应设在下弦节点处。
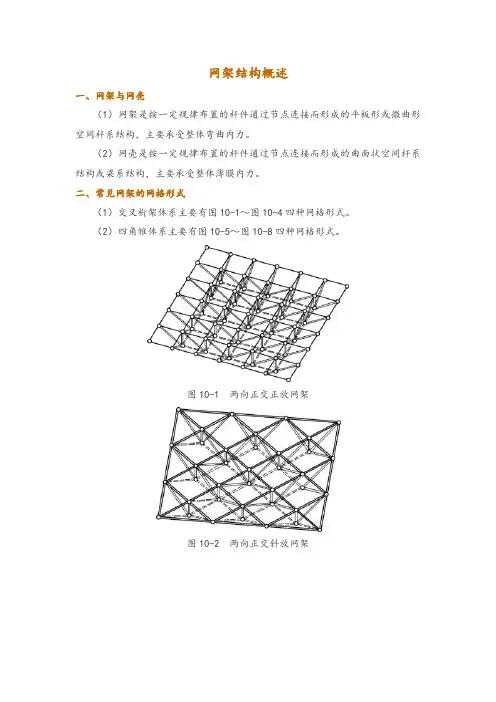
网架结构概述一、网架与网壳(1)网架是按一定规律布置的杆件通过节点连接而形成的平板形或微曲形空间杆系结构,主要承受整体弯曲内力。
(2)网壳是按一定规律布置的杆件通过节点连接而形成的曲面状空间杆系结构或梁系结构,主要承受整体薄膜内力。
二、常见网架的网格形式(1)交叉桁架体系主要有图10-1~图10-4四种网格形式。
(2)四角锥体系主要有图10-5~图10-8四种网格形式。
图10-1 两向正交正放网架图10-2 两向正交斜放网架图10-3 两向斜交斜放网架图10-4 三向网架图10-5 正放四角锥网架图10-6 正放抽空四角锥网架图10-7 斜放四角锥网架图10-8 棋盘形四角锥网架三、常见网壳的网格形式(1)单层圆柱面网壳网格主要有图10-9~图10-12四种网格形式。
(2)单层球面网壳主要有图10-13~图10-16四种网格形式。
图10-9 单向斜杆正交正放网格图10-10 交叉斜杆正交正放网格图10-11 联方网格图10-12 三向网格图10-13 肋环形网格图10-14 肋环斜杆形网格图10-15 三向网格图10-16 扇形三向网格四、杆件与节点1.杆件网架的杆件可采用普通型钢或薄壁型钢。
管材宜采用高频焊管或无缝钢管。
2.节点网架的节点可分为螺栓球节点、焊接空心球节点和支座节点等。
目前,大多数的网架采用螺栓球节点和焊接空心球节点。
(1)螺栓球节点。
螺栓球节点是通过螺栓将管形截面杆件与钢球连接起来的节点,一般由高强度螺栓、钢球等零件组成,如图10-17所示。
图10-17 螺栓球节点1—钢球;2—高强度螺栓;3—套筒;4—紧固螺栓;5—锥头;6—封板(2)焊接空心球节点。
焊接空心球是由两个压制的半球焊接而成的。
其可分为加肋空心球和不加肋空心球两种。
这种节点形式构造简单、受力明确,但是节点的用钢量较大,是螺栓球节点的两倍,现场焊接工作量大,而且仰焊、立焊占很大比重。
(3)支座节点。
网架结构通过支座支撑于柱顶或梁上。

网架与网壳的制作和预拼装全套网架的制作网架的制作均在工厂进行,一般将网架的杆件和节点编制各种加工零部件。
作分为三部分。
一、准备工作1.根据网架设计图编制件零部件加工图和数量;2.制定零部件制作的工艺规程;3.对进厂材料进行复查,如钢材的材行、规格进行检查,检查是否符合规定;二、零部件加工根据网架的节点连接不同,零部件加工方法也不同,现分叙如下: 1.螺栓球节点螺栓球节点网的零部件要有:杆件(包括锥头或封板、或,高强螺栓),钢球套筒等。
(1)杆件由钢管、锥头(或封板),高强螺栓组成,杆件的制作工艺过程如下:采购钢管f检验材质、规格f下料、倒坡口f与锥头(或封板)组装,组装时将高强螺栓放在钢管内f点焊f焊接f检验(2)钢球出45号钢成,加工工艺流程如下:圆钢加热f锻造毛坯一正火处理一加工定位螺孔(M20)及其平面f 加工各螺纹孔及平面f打加工工号f打球号螺纹孔及其平面如工流程如下:铳平面f钻螺纹底孔f倒角f丝锥攻螺纹。
螺纹孔及其平加工宜采用加工中心机床,其转角误差不得大于10'o(3)锥头和封板加工工艺流程如下:锥头:钢材下料一胎模锻造毛坯一正火处理一机械加工.封板:钢板下料一正火处理一机械加工.(4)套简加工工艺流程如下成品钢材下料一胎模锻造毛坯一正火处理-->机械加工一防腐处理高强螺栓由螺栓制造厂供应,入厂时应进行抽样检查。
2.焊接空心球节点焊接空心球节点的零部件有:杆件和空心球(1)杆件的加工工艺流程如下:钢管f下料f坡口加工杆件的下料应预留焊接收收缩量,以减少网架拼装时的误差。
影响焊接收缩量的因素很多,如焊逢厚度,焊接时电流强度、气温、焊方法等。
应根据经验和现场加工情况通过试验确定。
一般每条焊缝放1.5-3.Smm o若不设衬管时.为2~3mm0(2)空心球加工工艺流程如下:下料f加热f冲压f切边f对装f焊接f整形肋板下料一挖孔下料坯料直径D:下式计算D1=1.414D+C式中:D一空心球直径,(见图I)C一加工坡口余量,取C=3mm三、零部件质量检验网架妁零部件都必须进行加工质量和几何尺寸检香,经检查后打上号钢印。
大跨空间结构小论文《网架和网壳结构的异同点分析》姓名:学号:专业:土木工程网架与网壳结构异同点分析摘要:空间结构以轻巧的外形及合理的受力受到了广泛运用,本文对两种主要的空间结构——网架结构与网壳结构作了一些简单的比较,罗列了一些异同点,加深对网架与网壳结构的认识,希望对网架与网壳的研究、分析与设计有所帮助。
关键字:网架网壳异同点为了满足社会生活和居住环境的需要,人们向建筑物提出更高要求,需要足够的跨度来达到更大的覆盖空间的目的,而像网架和网壳这种空间结构就应运而生。
所谓空间结构是指建筑结构的形状具有三维空间形状,在荷载作用下具有三维受力特性、呈立体工作状态的结构。
本文旨在探讨网架和网壳的异同点,但是因为他们的有些特性的界线不是很明显,故只能粗中有细地进行分析。
首先讨论它们的相同或类似的部分。
1、网架和网壳隶属体系相同。
它们同属于刚性空间结构体系,一般是由钢杆件按一定规律组成的网格状高次超静定空间杆系结构,具有很好刚度的结构体系。
2、具有一些相似的优缺点。
(1)结构组成灵活多样但又有高度的规律性,便于采用,并适用各种建筑方面的要求。
(2)节点连接简单可靠,加工制作机械化程度高,并已全部工厂化。
(3)用料经济,受力合理,能用较少的材料跨越较大的跨度,节约钢材。
(4)分析计算成熟,已采用计算机辅助设计,大大缩短了设计周期。
(6)适应建筑工业化、商品化的要求。
(7)节点用钢量较大,加工制作费用仍较平面桁架为高。
(8)是汇交于节点上的杆件数量较多,制作安装较平面结构复杂.3、结构形式均多种多样。
网架结构按结构组成分,有双层和三层网架;按支撑条件,可分为周边支撑、点支撑、三边支撑和两边支撑、周边支撑与点支撑相结合的混合支撑等;按网格组成主要分三类:第一类是由平面桁架系组成,有两向正交正放网架、两向正交斜放网架、两向斜交斜放网架及三向网架四种形式;第二类由四角锥体单元组成,有正放四角锥网架、正放抽空四角锥网架、斜放四角锥网架、棋盘形四角锥网架及星形四角锥网架五种形式;第三类由三角锥体单元组成,有三角锥网架、抽空三角锥网架及蜂窝形三角锥网架三种形式。