湿法回转窑的生产工艺流程共35页文档
- 格式:ppt
- 大小:2.80 MB
- 文档页数:35

回转窑工艺技术操作规程编制:审核:批准:2007年08月01日发布2007年08月01日实施茌平信发华兴有限公司石灰车间目录目录 (1)第一章主机设备主要技术参数 (2)第二章原燃料技术要求 (4)第三章技术操作规程 (7)一、煤粉制备技术操作规程 (7)二、水泵开停机操作程序 (9)三、上料岗位技术操作规程 (10)四、除尘岗位技术操作规程 (10)五、司炉(主控)工技术操作规程 (13)六、成品输送工技术操作规程 (15)第四章回转窑各系统的正常启动顺序 (16)第一章主机设备主要技术参数1、窑体主要参数规格:Ф4.3×64m产量:800t/d 斜度:3.5%转速:(主传)0.33-1.98r/min (辅传)3.6r/h主电机:ZSN-315-12 功率:250KW 额定电流:615A 电压:440V辅传电动机:Y200L2-6 功率:22KW 主减速器:ZSY630-71-1 速比:71辅助减速器:ZL65A-14-2 速比:31.5四通道燃烧器:型号:PH2500 喷煤量:5~8t/h 2、高温风机主要参数:型号:W6-40No.22F 冷却: IC611 风量:240000m3/h 电流:62.7A风压:8500Pa 电压:10KV转速:1490r/min 功率:900KW气体工作温度:≤250℃最高瞬时温度:≤350℃风机冷却水用量:30t/h 水压:0.1~0.3Mpa调速型液力偶合器型号:YOT71/15 功率:510/1555KW转速:1500r/min 油冷却器工作压力:1.0Mpa 调速范围:1~1:5 额定转差率:1.5~3﹪总换热面积:30m2 慢转装置:功率:11.0kw 3、竖式预热器参数规格:10.8×3.8m 料仓容机:300m3推料杆数量:12支。
系统工作压力:16Mpa最大行程:320mm4、竖式冷却机规格:4.7×4.7×8.9m 产量:800t/d进料温度:900~1050℃出料温度:<100℃物料厚度:500~600mm电振给料机型号:GZ4 功率:0.55KW电液推杆规格:DYZT1750-1500/90-X推杆行程:1500mm额定推速:90mm/s 额定拉速:115mm/s额定推力:1750kg 额定拉力:1350kg电机型号:Y100L1-4 功率:2.2KW冷却方式:IC06 绝缘等级:F级6、煤磨机主要参数型号规格:LSMl2M-1250 主电机功率:132kw磨盘中径:1250mm 磨辊直径:1000mm磨盘转速:50转/分产量:10~12t/h入磨物料粒径:≤40mm 出磨物料细度:200目(92~95%通过)入磨物料水份:≤15% 出磨物料水份: ≤1%入磨气体温度:≤350℃出磨气体温度:≤85℃出磨风量:30000m3/h 磨机进出口压差:5000~6000pa分离器电机功率:11kw(变频)稀油站电机:Y112M-4B 功率:4kw稀油站用水量:6m3/h液压站电机:Y132S-6 功率:3kw加压系统压力:8~12Mpa第二章原燃料技术要求1、石灰石(执行本企业内部标准)1)粒度规格:18-50mm。
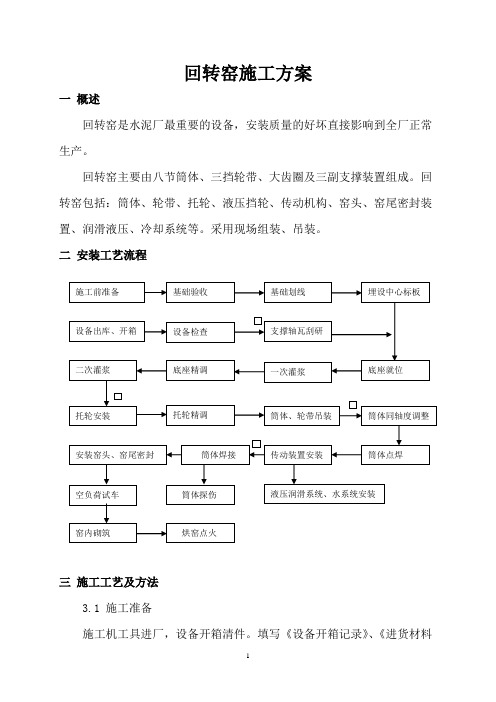
回转窑施工方案一概述回转窑是水泥厂最重要的设备,安装质量的好坏直接影响到全厂正常生产。
回转窑主要由八节筒体、三挡轮带、大齿圈及三副支撑装置组成。
回转窑包括:筒体、轮带、托轮、液压挡轮、传动机构、窑头、窑尾密封装置、润滑液压、冷却系统等。
采用现场组装、吊装。
二安装工艺流程三施工工艺及方法3.1 施工准备施工机工具进厂,设备开箱清件。
填写《设备开箱记录》、《进货材料验证记录》。
搭建临时设施,为施工作好准备。
3.2基础验收与划线设备安装前,混凝土基础应验收,验收合格后,方能进行安装。
提交的基础,必须达到下列要求:所有遗留的模板和露出混凝土外的钢筋,必须清除,并将设备安装现场及地脚孔内碎料、赃物及积水全部清理干净。
3.3埋设标板3.3.1中心标板在基础两端每条中心线上,便于安装找正的部位各埋设一块标板。
标板采用200×100×6-10mm的钢板制作。
用膨胀螺栓固定,钢板上用红油漆标出中心线。
3.3.2标高标板在每个窑墩的四角均埋设用作沉降标志的标高板。
采用φ15mm圆钢与80×80×10mm钢板焊接而且其圆顶顶呈半圆形。
埋设件必须埋设牢固,每个窑敦4个标高点在同一标高上,误差不大于0.5mm。
3.3.3在窑头、窑尾厂房内也各设置1个标高点,用于监测基础的沉降。
3.3.4划出回转窑的纵横中心线相邻两基础横向中心线间距允许偏差不大于±1.5mm。
首尾两基础横向中心线间距允许偏差不大于±6mm。
横向中心线的检查,采用对角线测量法,其目的不会产生平行四边形,减小误差,保证安装质量。
在放线时,钢卷尺应与弹簧秤配合使用,使钢盘尺受到相同张力,减少挠度的影响。
根据厂区标准水准点,测出基础上面基准点标高,作为安装设备的基准点,其偏差≤±1mm。
定期检查混凝土基础下沉情况。
在所有偏差均达到要求之后,所有预埋标板上打上样冲眼并作明显标记,成为永久性标记。

回转窑焙烧工艺流程回转窑焙烧工艺流程是一种常用于生产水泥和其他矿石材料的工艺。
下面为您详细介绍回转窑焙烧工艺流程。
回转窑焙烧工艺是通过旋转的锥形窑筒将原材料进行高温煅烧的过程。
主要包括下述几个阶段:1.预热区:原料进入回转窑的上部,在该区域受到火焰和热空气的预热。
温度约为600℃-800℃,这有助于降低能耗和提高焙烧效率。
2.煅烧区:原料在该区域的温度逐渐上升,达到煅烧温度。
这是回转窑的主要区域,温度一般在1200℃-1450℃之间。
煅烧的目的是将原料中的水分和化学结合物转化为水泥熟料中的主要组分,例如三氧化二铝、硅酸盐及其他矿物质。
3.冷却区:焙烧后的熟料进入回转窑的下部,通过外部冷却空气的循环进行快速冷却。
这有助于提高产品的质量和稳定性,避免因过热导致后续处理过程中的问题。
4.煤粉喷烧阶段:在鼓风机的作用下,将煤粉喷入回转窑中,与预热和煅烧区域中的气流混合燃烧。
煤粉的燃烧提供热量,使窑筒内温度保持在所需的范围内,确保焙烧过程的顺利进行。
5.尾部净化:对于煤粉燃烧产生的烟气,通过尾部净化装置进行处理,以减少对环境的污染,同时回收部分热量用于供能。
回转窑焙烧工艺流程中流程控制的关键是保持适当的温度和气氛。
同时,还需要定期进行维护和检修,以确保设备的正常运行和生产效率。
回转窑焙烧工艺流程是一个将原料高温煅烧以制备水泥的重要过程。
通过预热、煅烧、冷却和煤粉喷烧等阶段,将原料转化为水泥熟料,并对煤粉燃烧产生的烟气进行净化处理。
这个工艺流程在水泥和矿石材料的生产中起着至关重要的作用。
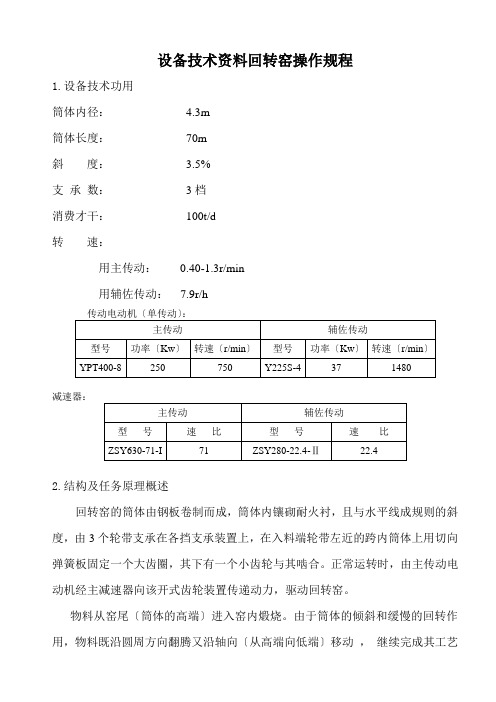

回转窑操作规程1.设备技术性能筒体内径: 4.3m筒体长度:70m斜度: 3.5%支承数:3档生产能力:100t/d转速:用主传动:0.40-1.3r/min用辅助传动:7.9r/h减速器:2.结构及工作原理概述回转窑的筒体由钢板卷制而成,筒体内镶砌耐火衬,且与水平线成规定的斜度,由3个轮带支承在各挡支承装置上,在入料端轮带附近的跨内筒体上用切向弹簧板固定一个大齿圈,其下有一个小齿轮与其啮合。
正常运转时,由主传动电动机经主减速器向该开式齿轮装置传递动力,驱动回转窑。
物料从窑尾(筒体的高端)进入窑内煅烧。
由于筒体的倾斜和缓慢的回转作用,物料既沿圆周方向翻滚又沿轴向(从高端向低端)移动,继续完成其工艺过程,最后,生成熟料经窑头罩进入冷却机冷却。
燃料由窑头喷入窑内,燃烧产生的废气与物料进行交换后,由窑尾导出。
本设计不含燃料的燃烧器。
该窑在结构方面有下列主要特点:1简体采用保证五项机械性能(σa、σb、σ%、αk和冷弯试验)的20g及Q235-B钢板卷制,通常采用自动焊焊接。
筒体壁厚:一般为25mm,烧成带为32mm,轮带下为65mm,由轮带下到跨间有38mm厚的过渡段节,从而使筒体的设计更为合理,既保证横截面的刚性又改善了支承装置的受力状态。
在筒体出料端有耐高温、耐磨损的窑口护板,筒体窑尾端由一米长1Cr18Ni9Ti钢板制作。
其中窑头护板与冷风套组成分格的套筒空间,从喇叭口向筒内吹冷风冷却窑头护板的非工作面,以有利该部分的长期安全工作,在筒体上套有三个矩形实心轮带。
轮带与筒体垫板间的间隙由热膨胀量决定,当窑正常运转时,轮带能适度套在筒体上,以减少筒体径向变形。
3传动系统用单传动,由变频电动机驱动硬齿面三级圆柱齿轮减速器,再带动窑的开式齿轮副,该传动装置采用胶块联轴器,以增加传动的平稳性,设有连接保安电源的辅助传动装置,可保证主电源中断时仍能盘窑操作,防止筒体弯曲并便利检修。
4窑头密封采用罩壳气封、迷宫加弹簧刚片双层柔性密封装置。

九沣矿业直接还原铁铁磷还原法生产回转窑工艺、操作要求及推荐参数一、回转窑直接还原法工艺流程1、回转窑法工艺流程一般如上图所示(九沣矿业使用的工艺流程与上图不完全一致)。
回转窑是与水平稍呈倾斜放置在几组支撑托轮上、内衬耐火材料可连续旋转的筒形高温反应器。
作业时,将一定粒度的原料(氧化铁皮)、部分还原煤(包括返回炭)和脱硫剂按比例连续从窑加料端(尾端)加入,随着窑体转动(0.5~1.2r/min),物料受摩擦力被带起一定高度并因重力作用翻滚落下,同时向窑排料端(低端)前移一小距离。
在窑排料端还设有还原煤喷送装疆,靠高压空气将适宜粒度的还原煤送入窑内,调节喷送空气量能有效地控制喷入距离和分布。
窑内物料加热和反应热由排料端和沿窑长装设的伸入窑内的供风管送入空气(一次风和二次风),燃烧窑内还原煤释放的挥发分、还原反应生成的CO和碳提供。
如热量不足,可在窑头增设煤粉烧嘴补充。
物料在前移过程中逐渐被逆向的热气流加热,完成干燥、预热、碳酸盐分解、脱硫、铁氧化物(或其他元素)还原和渗碳反应等。
调节各风管供风量、煤粉和还原煤数量、粒度和分布,可灵活的控制窑内温度和分布。
使入窑铁矿石在窑内停留8~10小时和950~1100℃下转变成海绵铁。
从排料端排出的高温料通过溜槽落入冷却筒。
靠筒外喷水(或内、外同时喷水)将料冷却到120℃以下。
为改善物料运动强化冷却,筒内装有扬料板。
在回转窑卸料端及冷却筒两端安装有密封装置,生产时维持微正压,防止空气吸入发生再氧化。
冷却后的物料经筛分分级、磁选分离得出磁性颗粒料(直接还原铁)、磁性粉料、非磁性颗粒料和非磁性粉。
非磁性颗粒料含较高固定碳,可作还原剂重新利用。
二、回转窑设备组成回转窑设备主要由筒体、滚圈、支承装置、传动装置、窑头罩、密封装置、集尘室、燃烧装置及热烟室等部分构成,详见上图。
(1)筒体。
回转窑的筒体由钢板卷成,从铆接已发展为全部焊接。
筒体应具有足够的刚度和强度,以保证在安装和运转中轴线的直线性和截面的圆度。
九沣矿业直接还原铁铁磷还原法生产回转窑工艺、操作要求及推荐参数一、回转窑直接还原法工艺流程1、回转窑法工艺流程一般如上图所示(九沣矿业使用的工艺流程与上图不完全一致)。
回转窑是与水平稍呈倾斜放置在几组支撑托轮上、内衬耐火材料可连续旋转的筒形高温反应器。
作业时,将一定粒度的原料(氧化铁皮)、部分还原煤(包括返回炭)和脱硫剂按比例连续从窑加料端(尾端)加入,随着窑体转动(0.5~1.2r/min),物料受摩擦力被带起一定高度并因重力作用翻滚落下,同时向窑排料端(低端)前移一小距离。
在窑排料端还设有还原煤喷送装疆,靠高压空气将适宜粒度的还原煤送入窑内,调节喷送空气量能有效地控制喷入距离和分布。
窑内物料加热和反应热由排料端和沿窑长装设的伸入窑内的供风管送入空气(一次风和二次风),燃烧窑内还原煤释放的挥发分、还原反应生成的CO和碳提供。
如热量不足,可在窑头增设煤粉烧嘴补充。
物料在前移过程中逐渐被逆向的热气流加热,完成干燥、预热、碳酸盐分解、脱硫、铁氧化物(或其他元素)还原和渗碳反应等。
调节各风管供风量、煤粉和还原煤数量、粒度和分布,可灵活的控制窑内温度和分布。
使入窑铁矿石在窑内停留8~10小时和950~1100℃下转变成海绵铁。
从排料端排出的高温料通过溜槽落入冷却筒。
靠筒外喷水(或内、外同时喷水)将料冷却到120℃以下。
为改善物料运动强化冷却,筒内装有扬料板。
在回转窑卸料端及冷却筒两端安装有密封装置,生产时维持微正压,防止空气吸入发生再氧化。
冷却后的物料经筛分分级、磁选分离得出磁性颗粒料(直接还原铁)、磁性粉料、非磁性颗粒料和非磁性粉。
非磁性颗粒料含较高固定碳,可作还原剂重新利用。
二、回转窑设备组成回转窑设备主要由筒体、滚圈、支承装置、传动装置、窑头罩、密封装置、集尘室、燃烧装置及热烟室等部分构成,详见上图。
(1)筒体。
回转窑的筒体由钢板卷成,从铆接已发展为全部焊接。
筒体应具有足够的刚度和强度,以保证在安装和运转中轴线的直线性和截面的圆度。
回转窑工艺嘿,咱今儿就来唠唠回转窑工艺!这回转窑啊,就好比是一个神奇的大熔炉。
你想想看,那大大的窑体就像个圆滚滚的大肚子,里面可藏着好多奥秘呢!各种原料被送进去,就像是一群小家伙排着队等着接受一场特殊的洗礼。
在回转窑里,温度那是相当高啊,就跟夏天里最炎热的午后似的。
原料们在这高温的环境下,一点点地发生着变化,就如同毛毛虫破茧成蝶一样,逐渐变成我们需要的东西。
这工艺可不简单哦!它就像是一场精彩的魔术表演。
回转窑要不停地转动,为啥呀?这就好比我们走路,一直走才能去到想去的地方嘛。
回转窑转动起来,才能让里面的原料受热均匀,充分反应呀。
而且哦,这回转窑工艺还特别讲究火候。
火候大了不行,小了也不行,得恰到好处。
这不就跟咱做饭一样嘛,火大了容易糊,火小了又不熟。
那负责操作的师傅们,就像是经验丰富的大厨,精心地掌控着这一切。
回转窑工艺还特别重要呢!没有它,好多东西都没法生产出来。
它可是好多行业的大功臣呢!比如说水泥行业,要是没有回转窑,那我们住的房子、走的路可咋办呀?你说这回转窑工艺神奇不神奇?它就像是一个默默工作的大力士,虽然我们平时可能不太注意到它,但它却在背后为我们的生活提供了那么多的支持。
咱再想想,要是没有回转窑工艺,那得少了多少好东西呀!那些高楼大厦怎么建起来?那些坚固的桥梁怎么架起来?这回转窑工艺啊,真的是太重要啦!回转窑工艺也是不断发展进步的呢!就像我们人一样,要不断学习新知识,变得更厉害。
它也在随着科技的发展而变得越来越高效、越来越智能。
总之啊,回转窑工艺可真是个了不起的东西!它为我们的生活增添了好多色彩,让我们的世界变得更加美好。
咱可得好好感谢这个神奇的工艺呀!。