数控加工技术基础:第三章4:走刀路线和加工参数1
- 格式:ppt
- 大小:1.06 MB
- 文档页数:30
走刀路线的选择方法在数控加工中,刀具(严格说是刀位点)相对于工件的运动轨迹和方向称为加工路线,即刀具从对刀点开始运动起,直至结束加工程序所经过的路径,包括切削加工的路径及刀具引入、返回等非切削空行程。
走刀路线是刀具在整个加工工序中相对于工件的运动轨迹,不但包括了工序的内容,而且也反映出工序的顺序。
走刀路线是编写程序的依据之一。
确定加工路线时首先必须保证被加工零件的尺寸精度和表面质量,其次应考虑数值计算简单、走刀路线尽量短、效率较高等。
工序顺序是指同一道工序中各个表面加工的先后次序。
工序顺序对零件的加工质量、加工效率和数控加工中的走刀路线有直接影响,应根据零件的结构特点和工序的加工要求等合理安排。
工序的划分与安排一般可随走刀路线来进行,在确定走刀路线时,主要考虑以下几点:1、对点位加工的数控机床,如钻床、镗床,要考虑尽可能使走刀路线最短,减少刀具空行程时间,提高加工效率如图1-a所示,按照一般习惯,总是先加工均布于外圆周上的8个孔,再加工内圆周上的4个孔。
但是对点位控制的数控机床而言,要求定位精度高,定位过程应该尽可能快,因此这类机床应按空程最短来安排走刀路线,以节省时间,如图1-b所示。
图1.走刀路线示意图2、应能保证零件的加工精度和表面粗糙度要求当铣削零件外轮廓时,一般采用立铣刀侧刃切削。
刀具切入工件时,应沿外廓曲线延长线的切向切入,避免沿零件外廓的法向切入,以免在切入处产生刀具的刻痕而影响表面质量,保证零件外廓曲线平滑过渡。
同理,在切离工件时,应该沿零件轮廓延长线的切向逐渐切离工件,避免在工件的轮廓处直接退刀影响表面质量,如图2所示。
图2.外轮廓铣削走刀路线铣削封闭的内轮廓表面时,如果内轮廓曲线允许外延,则应沿切线方向切入或切出。
若内轮廓曲线不允许外延,则刀具只能沿内轮廓曲线的法向切入或切出,此时刀具的切入切出点应尽量选在内轮廓曲线两几何元素的交点处。
若内部几何元素相切无交点时,刀具切入切出点应远离拐角,以防止刀补取消时在轮廓拐角处留下凹口,如图3所示。
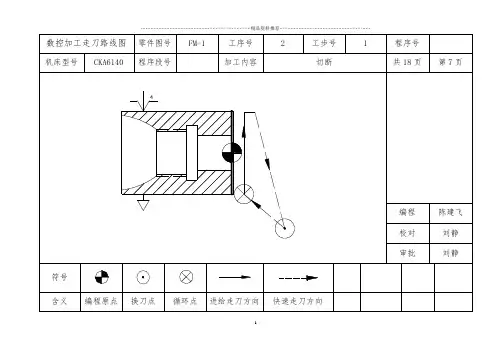
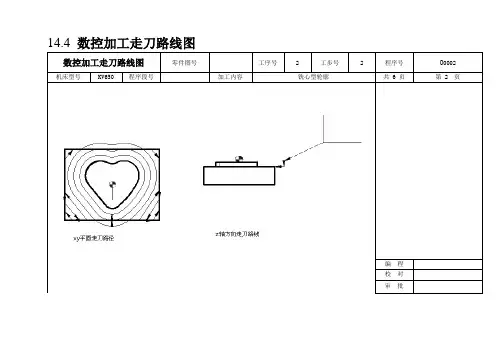
14.4 数控加工走刀路线图
数控加工走刀路线图零件图号工序号 2 工步号 2 程序号O0002 机床型号KV650 程序段号加工内容铣心型轮廓共 6 页第 2 页
编程
校对
审批
符号
含义抬刀下刀编程原点起刀点
走刀
方向
走刀线
相交
爬斜坡铰孔行切数控加工走刀路线图零件图号工序号 3 工步号 3 程序号O0003 机床型号KV650 程序段号加工内容挖槽共 6 页第 3 页
编程
校对
审批符号
含义抬刀下刀编程原点起刀点走刀
方向
走刀线
相交
爬斜坡铰孔行切
数控加工走刀路线图零件图号工序号 5 工步号5-8 程序号O0005
钻孔
编程
校对
审批符号
含义抬刀下刀编程原点起刀点走刀
方向
走刀线
相交
爬斜坡铰孔行切
数控加工走刀路线图零件图号工序号 6 工步号13 程序号O0006 机床型号KV650 程序段号加工内容加工内球面共 6 页第 6 页
编程
校对
审批。
![数控编程走刀[PPT课件]](https://uimg.taocdn.com/dc0b6e58941ea76e59fa0497.webp)
第3章数控加工中工件的定位与装夹作业答案思考与练习题1、车削薄壁零件如何夹紧工件?答:轴向夹紧或增加夹紧力作用点面积。
2、确定工件在夹具中应限制自由度数目的依据是什么?答:根据工件加工精度要求。
3、试简述定位与夹紧之间的关系。
答:任务不同,定位使加工前工件在机床上占有正确的位置,而夹紧则使工件在加工过程中始终保持在原先确定的位置上。
两者相辅相成,缺一不可。
4、采用夹具装夹工件有何优点?答:a. 易于保证工件的加工精度。
b. 使用夹具可改变和扩大原机床的功能,实现“一机多用”。
c. 使用夹具后,不仅省去划线找正等辅助时间,而且有时还可采用高效率的多件、多位、机动夹紧装置,缩短辅助时间,从而大大提高劳动生产率。
d. 用夹具装夹工件方便、省力、安全。
e. 在批量生产中使用夹具时,由于劳动生产率的提高和允许使用技术等级较低的工人操作,故可明显地降低生产成本。
5、当基准重合原则和基准统一原则发生矛盾时,怎么解决?答:以保证工件加工精度为原则,若采用统一定位基准能够保证加工表面的尺寸精度,则应遵循基准统一原则;若不能保证尺寸精度,则应遵循基准重合原则,以免使工序尺寸的实际公差值减小,增加加工难度。
6、什么情况下才需要计算定位误差?答:用夹具装夹、调整法加工一批工件的条件下,基准不重合时,需要计算定位误差。
若采用试切法加工,不存在定位误差,因而也不需要计算定位误差。
7、如何理解定位面与定位基准的区别?答:工件在夹具中的位置是以其定位基面与定位元件的相互接触(配合)来确定的,工件以平面定位时,定位面就是定位基准;工件以内、外圆柱面定位时,定位面是内、外圆柱面,而定位基准则是中心线。
8、车床上装夹轴类零件时,如何找正?答:工件外圆上选择相距较远的两点,用百分表找正。
模拟自测题一、单项选择题1、过定位是指定位时,工件的同一(B)被多个定位元件重复限制的定位方式。
(A)平面(B)自由度(C)圆柱面(D)方向2、若工件采取一面两销定位,限制的自由度数目为( A )(A)六个(B)二个(C)三个(D)四个3、在磨一个轴套时,先以内孔为基准磨外圆,再以外圆为基准磨内孔,这是遵循( D )的原则。
数控加工正确选择走刀方式随着现代制造加工技术的不断进展,CAM系统生成的加工刀具轨迹(即走刀方式)是掌控设备加工运作的核心,它直接影响加工工件的精度、表面粗糙度、总体加工时间、机床刀具的使用寿命等多个方面,最后决议生产效率。
数控加工中,走刀方式是指刀具完成工件切削时的轨迹规划方式。
在对同一个零件加工中,多种走刀方式都可以达到零件的尺寸及精度要求,但加工效率却不相同。
选择走刀方式时要考虑两点:一是加工时间的长短,二是加工余量是否均匀。
走刀方式可化分为4类:单向走刀、往复走刀、环切走刀和复合走刀。
复合走刀是前三种的混合走刀。
采纳单向或往复走刀,从加工策略来说都是行切走刀。
因此依据加工策略的不同,走刀方式又可分为行切、环切和其他特别方式。
行切加工刀具轨迹重要由一系列与某一固定方向平行的直线段构成,计算简单。
适用于简单型腔精加工或去除大余量的粗加工。
环切加工中刀具沿着边界轮廓相像的路径走刀,由一组封闭曲线构成,能保证刀具切削零件时保持相同的切削状态。
由于环切加工是通过连续偏置构造当前环形轨迹图来计算下一条环形轨迹,计算多而杂且耗时。
适用于多而杂型腔及曲面的加工。
环切方式是基于工件形状的走刀方式,加工余量较均匀。
而选用行切方式的加工余量较不均匀,若希望行切加工后留下较均匀的余量,通常需要加添围绕边界的环切刀轨。
行切走刀刀位简单计算,占用内存少,但抬刀次数较多。
采纳环形刀轨时,则需要多次对环边界进行偏置并清除自交环。
影响走刀方式的因素1、工件自身的形状及几何要素:工件自身的形状及几何要素包括加工域的几何形状、岛屿的大小和位置等方面。
这是工件本身固有的特性,是属于不可变化的因素,但却是决议走刀方式的根本因素。
2、工艺路线:工艺路线是实现加工目的的直接过程,是走刀方式选择的直接依据。
工艺路线决议了加工域的先后次序,岛屿的合并及拆分,粗加工、半精加工、精加工的划分等。
实现目标的工艺路线有多种,这就决议了走刀方式的不同选择。
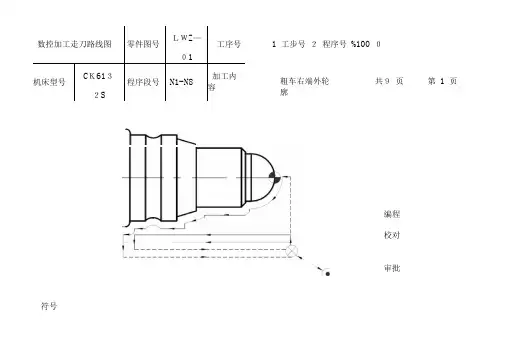
数控走刀路线图
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程
校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程
校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程
校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程 校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向。
数控加工基础Matercam应用教程由Matercam生成NC加工程序,首先要生成NCI刀具路径文件,即含有刀具轨迹数据以及辅助加工数据的文件,它是由已建立的工件几何模型生成的,然后由后处理器将零件的NCI文件翻译成具体的NC加工程序。
在数控机床加工系统中,生成刀具路径之前首先需要对加工工件的大小、材料及刀具等参数进行设置。
本章主要介绍数控铣床加工系统中这些参数的设置方法。
3.1工件设置在主菜单中顺序选择刀具路径→工作设定选项后,打开工作设定)对话框。
对于铣床加工,可以采用以下几种方法来设置工件外形尺寸:在“工作设定”对话框的某、Y和Z输入框中输入工件长、宽、高的尺寸。
单击“选择对角”按钮,在绘图区选取工件的两个对角点。
单击“边界盒”按钮后,在绘图区选取几何对象,系统用选取对象的包络外形来定义工件的大小。
在Matercam铣床加工系统中,工件坐标原点可以直接在“工件原点”输入框中输入工件原点的坐标,也可单击“选择原点”按扭,在绘图区选取一点作为工件的原点。
在“工作设定”对话框中选显示素材复选框后,将在屏幕中显示出毛坯边界。
进行全屏显示时毛坯边界不作为图形显示。
选中素材显示适度化复选框后,在进行全屏显示操作时,显示对象包括毛坯边界。
“工作设定”对话框3.2刀具设置在生成刀具路径前,首先要选取该加工中使用的刀具。
加工作业所用刀具由刀具管理器管理。
单击“工作设定”对话框中的“刀具”按钮,或在主菜单中顺序选择公用管理→定义刀具→目前的选项,打开刀具管理器,通过该管理器可以对当前刀具进行设置。
在“刀具管理器”对话框中的任意位置单击鼠标右键,打开快捷菜单,可通过该快捷菜单各选项对刀具进行设置。
1.编辑刀具参数编辑刀具选项用来编辑当前已选刀具的参数。
选择该选项后,打开“定义刀具”对话框。
对于不同外形的刀具,该选项卡的内容不尽相同,一般包括以下几个参数:刀具直径刀具排屑槽长度刀具从刀尖到切口肩的长度刀具外露长度刀柄直径设置夹头的长度与直径允许加工类型:粗加工、精加工、两者。