数控车削加工技术第三章第一、二节
- 格式:doc
- 大小:61.50 KB
- 文档页数:7
第三章数控加工程序的编制本章教学重点及难点:数控车床、数控铣床编程的特点;固定循环指令的应用。
§3.1数控车床的程序编制说明:(1)数控车床主要加工轴类零件和法兰类零件,使用四爪卡盘和专用夹具也能加工出较复杂的回转零件。
(2)车削加工时,装在数控车床上的工件随同主轴一起作回转运动,数控车床的刀架在X轴和Z轴组成的平面内运动,主要加工回转零件的端面、内孔和外圆。
(3)由于数控车床配置的数控系统不同,使用的指令在定义和功能上有一定的差异,但其基本功能和编程方法还是相同的。
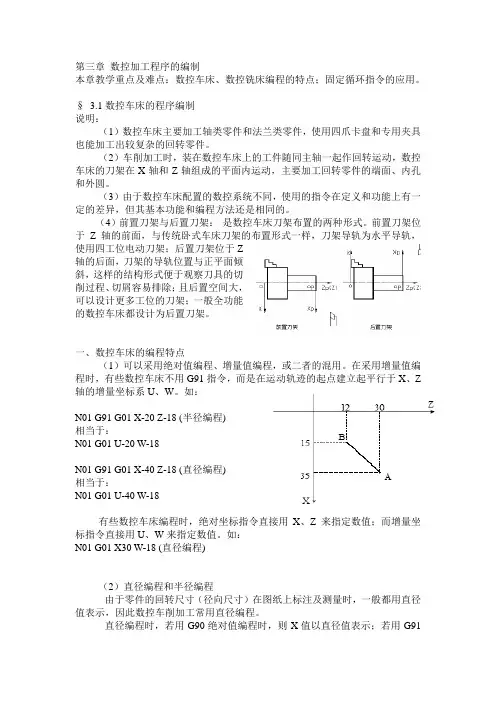
(4)前置刀架与后置刀架:是数控车床刀架布置的两种形式。
前置刀架位于Z轴的前面,与传统卧式车床刀架的布置形式一样,刀架导轨为水平导轨,使用四工位电动刀架;后置刀架位于Z轴的后面,刀架的导轨位置与正平面倾斜,这样的结构形式便于观察刀具的切削过程、切屑容易排除;且后置空间大,可以设计更多工位的刀架;一般全功能的数控车床都设计为后置刀架。
一、数控车床的编程特点(1)可以采用绝对值编程、增量值编程,或二者的混用。
在采用增量值编程时,有些数控车床不用G91指令,而是在运动轨迹的起点建立起平行于X、Z 轴的增量坐标系U、W。
如:N01 G91 G01 X-20 Z-18 (半径编程)相当于:N01 G01 U-20 W-18N01 G91 G01 X-40 Z-18 (直径编程)相当于:N01 G01 U-40 W-18有些数控车床编程时,绝对坐标指令直接用X、Z 来指定数值;而增量坐标指令直接用U、W来指定数值。
如:N01 G01 X30 W-18 (直径编程)(2)直径编程和半径编程由于零件的回转尺寸(径向尺寸)在图纸上标注及测量时,一般都用直径值表示,因此数控车削加工常用直径编程。
直径编程时,若用G90绝对值编程时,则X值以直径值表示;若用G91相对值编程时,则X 值以实际增量的两倍表示。
半径编程时,若用G90绝对值编程时,则X值以半径值表示;若用G91相对值编程时,则X 值即为实际增量值。
《数控车削编程与加工技术》部分习题答案第一章数控车床的工件原理和组成1.数控车床与普通车床相比,具有哪些加工特点?答:数控车床主要用于轴类和盘类回转体零件的加工,能够通过程序控制自动完成内外圆柱面、圆锥面、圆弧面、螺纹等工序的切削加工,并可进行切槽、钻、扩、铰孔和各种回转曲面的加工。
数控车床加工效率高,精度稳定性好,操作劳动强度低,特别适用于复杂形状的零件或中、小批量零件的加工。
数控车床与普通车床相比,具有三个方面的特色。
(1)高难度加工。
如“口小肚大”的内成型面零件,在普通车床上不仅难以加工,并且还难以检测。
采用数控车床加工时,其车刀刀尖运动的轨迹由加工程序控制,“高难度”由车床的数控功能可以方便地解决.(2)高精度零件加工。
复印机中的回转鼓、录像机上的磁头及激光打印机内的多面反射体等超精零件,其尺寸精度可达0.01m,表面粗糙度值可达Ra0.02m,这些高精度零件均可在高精度的特殊数控车床上加工完成。
(3)高效率完成加工。
为了进一步提高车削加工的效率,通过增加车床的控制坐标轴,就能在一台数控车床上同时加工出两个多工序的相同或不同的零件,也便于实现一批复杂零件车削全过程的自动化。
2.试简述数控车床工作时的控制原理。
答:数控车床是一种高度自动化的机床,是用数字化的信息来实现自动化控制的,将与加工零件有关的信息——工件与刀具相对运动轨迹的尺寸参数(进给执行部件的进给尺寸)、切削加工的工艺参数(主运动和进给运动的速度、切削深度等),以及各种辅助操作(主运动变速、刀具更换、冷却润滑液关停、工件夹紧松开等)等加工信息——用规定的文字、数字和符号组成的代码,按一定的格式编写成加工程序单,将加工程序通过控制介质输入到数控装置中,由数控装置经过分析处理后,发出各种与加工程序相对应的信号和指令控制机床进行自动加工。
数控车床的数字控制的原理与过程通过下述的数控车床组成可得到更明确的说明。
3.数控车床一般由哪几部分组成?各有何作用?答:数控车床是由数控程序及存储介质、输入/输出设备、计算机数控装置、伺服系统、机床本体组成。
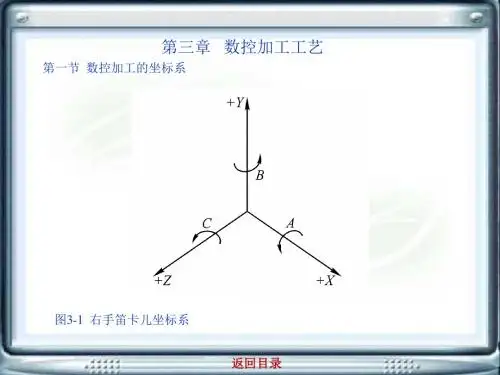
第三章数控车削加工技术
第一节数控车床简介
一、概述
1、数控车床的用途
车削轴类或盘类等回转体零件——内、外圆柱面,圆锥面、圆弧面和直、锥螺纹等工序的切削加工。
切槽、钻、扩和铰孔。
2、数控车床的组成和布局
(1)数控车床的组成和特点
由主机、数控装置、伺服驱动系统、辅助装置组成。
(2)数控车床的布局
床身和导轨的布局
①水平床身:床身的导轨与水平面平行,这种床身的工艺性好,容易加工制造,刀架相应地水平放置,有利于保证刀具的运动精度。
但床身下部空间小,排屑困难。
另外,刀架的横向滑板较长,加大了机床的宽度尺寸,影响外观。
一般用于大型数控车床。
②斜床身:床身为倾斜形式,这样能使床身成为封闭截面的整体结构,进一步提高床身刚性。
斜滑板与斜床身导轨的倾斜角度有45º、60º和75º,较小的倾斜角人性化程度低,排屑不方便。
而较大的倾斜角使导轨的导向性差,受力情况也不好。
导轨倾斜角的大小还直接影响机床外形尺寸高度与宽度的比例,综合考虑以上因素,对中小规格的数控车床,其床身的倾斜角度以60º为宜。
③平床身斜滑板:床身工艺性好,床身宽度不大,排屑方便,适用于中、小型数控车床。
④立床身:导轨倾斜角度为90º。
●刀架的布局
①排式刀架
②回转式刀架
●卧式回转刀架:回转轴平行于主轴,用于加工轴类和盘类零件。
●立式回转刀架:刀架回转轴线与主轴轴线垂直,用于加工盘类
零件。
3、数控车床的分类:
(1)按数控系统的分类:经济型、全功能型、车削中心、FMC车床(2)按加工零件的基本类型分类
●卡盘式:无尾座,适合车削盘类零件
●顶尖式:适合车削较长的轴类零件
(3)按主轴的配置形式分类
卧式数控车床:主轴处于水平位置
立式数控车床:主轴处于垂直位置,圆形工作台
(4)其他分类
●按运动轨迹分为:直线控制数控车床,轮廓控制数控车床;
●按特殊或专门的工艺性能可分为:螺纹数控车床、活塞数控车床、
曲轴数控车床等;
●按刀架数量可分为:单刀架数控车床和双刀架数控车床。
二、数控车床的典型结构
1、主传动系统
数控车床主运动要求速度在一定范围内可调,有足够的驱动功率,主轴回转轴心线的位置准确稳定,并有足够的刚性与抗振性。
全功能型数控车床的主轴变速是按照加工指令自动进行的,为保证机床主传动的精度,降低噪声,减少振动,主传动链要尽可能地缩短;为保证满足不同的加工工艺要求并能获得最低切削速度,主传动系统应能无级地大范围变速;为提高端面加工的生产率和加工质量,还能实现恒切削速度控制。
此外,主轴应能配合其他构件实现工件自动装夹。
2、进给传动系统
X向进给
Z向进给
3、自动回转刀架
(1)立式回转刀架:多用于经济型数控车床。
四方刀架和六方刀架
(2)卧式回转刀架
常用工位有8、10、12、14四种。
4、机床尾架
第二节数控车削的加工工艺与工装
一、数控车削加工的工艺分析
1、加工工序的划分
(1)保持精度原则:工序集中,先粗后精
(2)提高生产效率的原则
最短的走刀路线,减少换刀次数
2、加工路线的确定
(1)车圆锥的加工路线分析
(b)
如图(a)所示,设圆锥大径为D,小径为d,锥长为L,切削深度为a p,求终刀距为S,则由相似三角形得:
(D-d)/2L= a p/S
S=2L a p/(D-d)
可得A点的坐标为(D,S)
(2)、车圆弧的加工路线分析
BD=CD=OB-OD=0.414R
AB=BC=0.585R 当R不大时,取AB=BC=0.5R (3)车螺纹时轴向进给距离的分析
升速进刀段:L1=2—5毫米
降速退刀段:L2=1—2毫米
螺纹实际加工长度为:L+L1+L2
二、数控车削加工及工装
1、夹具的选择、工件装夹的确定
(1)夹具的选择
(2)夹具的类型
(3)零件的安装
2、切削用量的确定
(1)主轴转速(n)的确定
n=1000v/пd
(2)进给速度(f)的确定主要根据零件的加工精度和表面粗糙度要求以及刀具、工件材料性质选取。
确定原则:
①当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100∽200mm/min范围内选取。
②在切断、加工深孔或用高速钢刀具加工时,宜选取较低的进给速度,一般在20∽50mm/min范围内选取。
③当加工精度、表面粗糙度要求高时,进给速度应选小些,一般在20∽50mm/min范围内选取。
④刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统给定的最高进给速度。
(3)切削深度——背吃刀量(a p)的确定
是根据机床、工件和刀具的刚度来决定,在刚度允许的情况下,尽可能是切削深度等于工件的加工余量,这样可减少走刀次数,并提高
生产效率。
为保证加工表面质量,可留0.2∽0.5mm的精加工余量。
车削用量总的选择原则:
切削用量的确定顺序:切削深度a p,进给速度f,主轴转速n。
粗加工时,选择较大的切削深度和进给速度,再确定一个合适的切削速度。
精加工时,选择较小的的切削深度和进给量,选择一个较大的切削速度。
3、刀具的选择及对刀点、换刀点的确定
(1)刀具的选择
(2)对刀点、换刀点的选择。