(整理)锻造变形抗力计算
- 格式:doc
- 大小:55.00 KB
- 文档页数:3
锻造变形量计算一、锻造变形量的基本概念1. 定义- 在锻造过程中,变形量反映了金属坯料在锻造操作前后形状和尺寸的变化程度。
它是衡量锻造工艺对材料施加变形程度的一个重要指标。
2. 意义- 合适的锻造变形量对于改善金属材料的组织性能至关重要。
通过控制变形量,可以细化晶粒、消除铸造缺陷、提高材料的力学性能,如强度、韧性等。
二、锻造变形量的计算方法1. 绝对变形量计算- 高度方向(镦粗变形)- 设锻造前坯料高度为H_1,锻造后高度为H_2,则高度方向的绝对变形量ΔH = H_1 - H_2。
例如,锻造前坯料高度为100mm,锻造后高度变为80mm,则ΔH=100 - 80 = 20mm。
- 直径方向(拔长变形)- 若锻造前坯料直径为D_1,锻造后直径为D_2,直径方向的绝对变形量ΔD=D_1 - D_2。
锻造前直径为50mm,锻造后变为40mm,Δ D = 50-40 =10mm。
2. 相对变形量计算- 高度方向(镦粗变形)- 相对变形量varepsilon_H=(H_1 - H_2)/(H_1)×100%。
沿用上面的例子,varepsilon_H=(100 - 80)/(100)×100% = 20%。
- 直径方向(拔长变形)- 相对变形量varepsilon_D=(D_1 - D_2)/(D_1)×100%。
对于前面直径的例子,varepsilon_D=(50 - 40)/(50)×100% = 20%。
3. 体积不变定律在变形量计算中的应用- 在锻造过程中,假设材料的密度不变,根据体积不变定律V_1 = V_2(V_1为锻造前体积,V_2为锻造后体积)。
- 对于圆柱体坯料,V=π r^2h(r为半径,h为高度)。
如果已知锻造前后的某一尺寸变化,利用体积不变定律可以计算出其他尺寸的变化,进而计算变形量。
例如,已知圆柱体坯料锻造前半径r_1 = 20mm,高度h_1=100mm,锻造后高度h_2 = 80mm,由V_1 = V_2可得π r_1^2h_1=π r_2^2h_2,可求出锻造后半径r_2,然后再计算直径方向的变形量。
金属的塑性变形抗力摘要:塑性加工时,使金属发生塑性变形的外力,称为变形力。
金属抵抗变形之力,称为变形抗力。
变形抗力和变形力数值相等,方向相反,一般用平均单位面积变形力表示其大小。
当压缩变形时,变形抗力即是作用于施压工具表面的单位面积压力,故亦称单位流动压力。
关键字:塑性 变形抗力1、金属塑性的概念所谓塑性,是指金属在外力作用下,能稳定地产生永久变形而不破坏其完整性的能力。
金属塑性的大小,可用金属在断裂前产生的最大变形程度来表示。
一般通常称压力加工时金属塑性变形的限度,或“塑性极限”为塑性指标2、塑性和柔软性应当指出,不能把塑性和柔软性混淆起来。
不能认为金属比较软,在塑性加工过程中就不易破裂。
柔软性反映金属的软硬程度,它用变形抗力的大小来衡量,表示变形的难易。
不要认为变形抗力小的金属塑性就好,或是变形抗力大的金属塑性就差。
3、塑性指标表示金属与合金塑性变形性能的主要指标有:(1)拉伸试验时的延伸率(δ)与断面收缩率(ψ)。
(2)冲击试验时的冲击韧性αk 。
(3)扭转试验的扭转周数n 。
(4)锻造及轧制时刚出现裂纹瞬间的相对压下量。
(5)深冲试验时的压进深度,损坏前的弯折次数。
4、一些因素对塑性的影响规律A 化学成分的影响(1)碳%L L l -=δ%00F F F -=ψ随着含碳量的增加,渗碳体的数量也增加,塑性的降低(2)磷磷一般说来是钢中有害杂质,磷能溶于铁素体中,使钢的强度、硬度增加,但塑性、韧性则显著降低。
这种脆化现象在低温时更为严重,故称为冷脆。
(3)硫硫是钢中有害杂质,它在钢中几乎不溶解,而与铁形成FeS,FeS与Fe的共晶体其熔点很低,呈网状分布于晶界上。
当钢在800~1200℃范围内进行塑性加工时,由于晶界处的硫化铁共晶体塑性低或发生熔化而导致加工件开裂,这种现象称为热脆(或红脆)。
另外,硫化物夹杂促使钢中带状组织形成,恶化冷轧板的深冲性能,降低钢的塑性。
(4)氮590℃时,氮在铁素体中的溶解度最大,约为0.42%;但在室温时则降至0.01%以下。
q235钢变形抗力公式Q235钢是中国常用的一种结构钢材料,具有良好的焊接性能、强度和塑性。
在工程设计中,对于Q235钢的变形抗力的计算是非常重要的。
本文将介绍Q235钢变形抗力的计算公式及其应用。
Q235钢的变形抗力是指在外力作用下,钢材发生变形的抵抗能力。
变形抗力的计算需要考虑钢材的强度和材料的力学性能。
Q235钢的变形抗力计算公式如下:F = A * σ其中,F是钢材的变形抗力,A是钢材的截面面积,σ是钢材的应力。
钢材的截面面积可以通过几何计算得到,常见的截面形状有矩形、圆形等。
例如,对于矩形截面,截面面积可以通过长度和宽度的乘积得到。
对于圆形截面,截面面积可以通过半径的平方乘以π得到。
钢材的应力是指钢材单位面积上的力。
应力的计算可以通过力和截面面积的比值得到。
例如,当钢材承受的力为1000N,截面面积为1平方米时,应力为1000N/1平方米=1000N/㎡。
Q235钢的应力可以通过力学性能参数得到,如屈服强度、抗拉强度等。
屈服强度是指在材料开始变形时所能承受的最大应力。
抗拉强度是指材料在拉伸过程中能够承受的最大应力。
这些力学性能参数可以通过实验或查阅相关资料得到。
在实际工程设计中,我们可以根据具体的应用场景和设计要求,选择合适的变形抗力计算公式。
例如,在承重结构设计中,我们需要确保Q235钢材的变形抗力能够满足承载要求,以确保结构的稳定和安全。
根据变形抗力的计算公式,我们可以对材料的截面尺寸和材料的力学性能进行合理的选择和设计。
需要注意的是,Q235钢的变形抗力计算公式是在假设材料在弹性范围内工作的基础上得出的。
如果材料超过了弹性极限,变形抗力的计算公式将不再适用。
在实际应用中,我们需要根据具体情况,对材料的强度和变形进行综合考虑。
综上所述,Q235钢的变形抗力计算公式是根据钢材的截面面积和应力来计算的。
在工程设计中,我们可以根据具体的应用要求和设计标准,选择合适的变形抗力计算公式,并结合材料的力学性能参数,进行合理的设计和选择。
锻造实训题库及答案解析一、单项选择题1. 锻造过程中,金属材料的塑性变形主要发生在()。
A. 初始阶段B. 中间阶段C. 终了阶段D. 全过程答案:B2. 锻造工艺中,为了提高金属的塑性,通常采用()。
A. 降低温度B. 提高温度C. 保持室温D. 交替温度答案:B3. 在锻造过程中,金属材料的变形抗力随着温度的升高而()。
A. 增加B. 减少C. 不变D. 先增加后减少答案:B4. 下列哪项不是锻造的基本工序之一?A. 镦粗B. 拔长C. 切割D. 冲孔答案:C5. 锻造过程中,金属材料的变形量通常用()来表示。
A. 长度B. 宽度C. 厚度D. 真应变答案:D二、多项选择题6. 锻造工艺中,常用的加热设备包括()。
A. 电炉B. 燃气炉C. 感应炉D. 空气炉答案:A, B, C7. 锻造中,金属材料的塑性变形可以通过()来实现。
A. 压力B. 温度C. 速度D. 化学成分答案:A, B8. 锻造过程中,金属材料的变形抗力受哪些因素影响?A. 材料的化学成分B. 材料的初始温度C. 变形速度D. 变形程度答案:A, B, C, D三、判断题9. 锻造过程中,金属材料的塑性变形总是伴随着硬度的增加。
()答案:正确10. 锻造过程中,金属材料的塑性变形可以通过增加变形速度来实现。
()答案:错误四、简答题11. 简述锻造工艺中常见的几种锻造方法及其特点。
答案:锻造工艺中常见的锻造方法包括自由锻造、模锻、锤锻和压力机锻造。
自由锻造适用于形状简单的零件,操作灵活;模锻适用于形状复杂、精度要求高的零件,生产效率高;锤锻适用于中小批量生产,设备简单;压力机锻造适用于大批量生产,精度高,生产效率高。
五、计算题12. 若某金属材料在锻造过程中的真应变为2,求其变形量。
答案:真应变定义为ε = ln(Lf/Li),其中Lf为最终长度,Li为初始长度。
当ε=2时,Lf = Li * e^2。
变形量为Lf - Li,即Li* (e^2 - 1)。
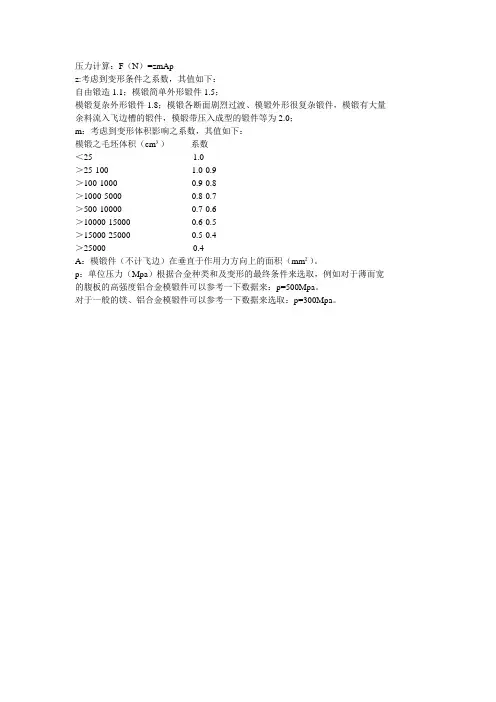
压力计算:F(N)=zmAp
z:考虑到变形条件之系数,其值如下:
自由锻造1.1;模锻简单外形锻件1.5;
模锻复杂外形锻件1.8;模锻各断面剧烈过渡、模锻外形很复杂锻件,模锻有大量余料流入飞边槽的锻件,模锻带压入成型的锻件等为2.0;
m:考虑到变形体积影响之系数,其值如下:
模锻之毛坯体积(cm³)系数
<25 1.0
>25-100 1.0-0.9
>100-1000 0.9-0.8
>1000-5000 0.8-0.7
>500-10000 0.7-0.6
>10000-15000 0.6-0.5
>15000-25000 0.5-0.4
>25000 0.4
A:模锻件(不计飞边)在垂直于作用力方向上的面积(mm²)。
p:单位压力(Mpa)根据合金种类和及变形的最终条件来选取,例如对于薄而宽的腹板的高强度铝合金模锻件可以参考一下数据来:p=500Mpa。
对于一般的镁、铝合金模锻件可以参考一下数据来选取:p=300Mpa。
锻件变形抗力系数计算公式锻件是一种常见的金属加工工艺,通过将金属材料加热至一定温度后,施加压力使其产生塑性变形,从而获得所需形状和尺寸的工件。
在锻件的加工过程中,变形抗力系数是一个重要的参数,它反映了金属材料在加工过程中的变形能力和抗变形能力。
本文将介绍锻件变形抗力系数的计算公式及其在工程实践中的应用。
锻件变形抗力系数的计算公式如下:K = (F/A) / (ε)。
其中,K为变形抗力系数,F为施加在金属材料上的变形力,A为金属材料的横截面积,ε为金属材料的塑性应变。
通过这个公式,我们可以计算出金属材料在变形过程中的抗力系数,从而评估其变形能力和抗变形能力。
在工程实践中,锻件变形抗力系数的计算对于确定合理的加工工艺参数和预测材料变形行为具有重要意义。
首先,通过计算变形抗力系数,可以确定所需的变形力大小,从而选择合适的锻件设备和工艺参数。
其次,通过变形抗力系数的计算,可以预测金属材料在加工过程中的变形行为,进而优化加工工艺,提高产品质量和生产效率。
除此之外,锻件变形抗力系数的计算还可以为材料的力学性能评价和材料选择提供参考。
通过比较不同材料的变形抗力系数,可以评估它们的塑性变形能力和抗变形能力,从而选择合适的材料用于特定的工程应用。
需要注意的是,锻件变形抗力系数的计算需要考虑多种因素,如材料的组织结构、温度、变形速率等。
因此,在实际应用中,需要综合考虑这些因素,结合实验数据和理论计算,得出准确的变形抗力系数值。
总之,锻件变形抗力系数的计算公式为工程实践提供了重要的理论基础和计算方法。
通过计算变形抗力系数,可以确定合理的加工工艺参数,预测材料的变形行为,评价材料的力学性能,从而为锻件加工提供科学的指导和支持。
希望本文的介绍能够对锻件加工工程技术人员有所帮助,促进锻件加工技术的进步和发展。
金属塑性变形抗力计算的意义及方法摘要:变形抗力作为材料的一种特性,反映了热变形过程中显微组织变化情况,因此,如果金属塑性变形中的变形抗力能够准确地测量出来,那么伴随变形过程的显微组织变化,就能够通过变形抗力的变化而预报出来。
从而能够在变形后不进行性能测试的情况下,预测工件的力学性能。
本文着重介绍金属塑性变形抗力及其计算的意义及方法。
关键词:塑性变形抗力;变形抗力;计算方法;意义金属材料的变形抗力是指金属在一定的变形条件下进行塑性变形时,在单位横截面积上抵抗此变形的能力。
变形抗力是表征金属和合金压力加工性能的一个基本量。
变形抗力的研究起步很早,由于实验条件有限,20世纪40年代以前属于研究的萌芽阶段,20世纪40年代以后随着热模拟技术的应用对变形抗力的研究才有了很大的进步。
1 变形抗力的测定方法简单应力状态下,应力状态在变形物体内均匀分布1.1 拉伸试验法:/pl P F ε= ()0ln /l l ε=1.2 压缩试验法:/pc P F ε= ()0ln /h h ε=1.3 扭转试验法: 圆柱体试样4032Mr d τπ=⋅ 空心管试样02M F d τ=平2 影响变形抗力的主要因素2.1金属的化学成分及组织对塑性变形抗力的影响2.1.1化学成分对塑性变形抗力的影响对于各种纯金属,原子间结合力大的,滑移阻力大,变形抗力也大。
同一种金属,纯度愈高,变形抗力愈小。
合金元素的存在及其在基体中存在的形式对变形抗力有显著影响。
原因:1)溶入固溶体,基体金属点阵畸变增加;2)形成化合物;3)形成第二相组织,使变形抗力增加。
2.1.2组织对塑性变形抗力的影响1)基体金属原子间结合力大,变形抗力大。
单相组织合金含量越高,S σ越大。
原因:晶格畸变。
单相组织变形抗力大于多相组织。
硬而脆第二相在基体相晶粒内呈颗粒状弥散质点均匀分布,则S σ高。
2)第二相越细、分布越均匀、数量越多,则S σ越高。
质点阻碍滑移。
3)晶粒直径越大,变形抗力越大。
锻造比的计算方法详解锻造比是锻造时金属变形程度的一种表示方法。
锻造比以金属变形前后的横断面积的比值来表示。
不同的锻造工序,锻造比的计算方法各不相同。
1、拔长时,锻造比为y=F0/F1或y=L1/L0式中F0,L0—拔长前钢锭或钢坯的横断面积和长度;F1,L0—拔长后钢锭或钢坯的横截面积和长度。
2、镦粗时的锻造比,也称镦粗比或压缩比,其值为y=F1/F0或y=H0/H1F0,H0—镦粗前钢锭或钢坯的横截面积和高度;F1,H1—镦粗后钢锭或钢坯的横截面积和高度。
锻造比是锻造时金属变形程度的一种表示方法。
锻件的组织和机械性能与很多因素有关,而锻造比是影响锻件质量的最主要因素之一。
对于用铸锭(包括有色金属铸锭)锻制的大型锻件和莱氏体钢锻件,正确选取锻造比有较大的实际意义;对于某些大型锻件的中间坯料,如涡轮盘、压气机盘等的圆饼坯料,轴、框、梁等的预制锻坯,锻造比也有重要的实际意义。
1,锻造比永远是正的,变形前后的面积之比的计算永远是对的,即大面积变形成小面积时,用变形前的面积除以变形后的面积;反之类推。
2,用长度比较时要当心:同形状变形时是可以拿长的除以短的(体积不变定律),不同形状变形时是绝对不可以的,例如八角锭拔长成方形时,只能用八角形除以方形面积。
以上的说法还应补充:锻造比分为工序锻造比、火次锻造比和总锻造比。
当只用拔长或只用镦粗,而进行几次锻造时,则总锻造比等于各次锻造比的乘积,即y总=y1*y2*y3…如两次拔长中间镦粗或两次镦粗中间拔长时,总锻造比规定为两次锻造比相加,即y总=y1+y2此式中未将中间镦粗或中间拔长的锻造比计算在总锻造比之内。
锻造比是自由锻里的一个重要指标,但不是唯一的,在大型锻件锻造中,更注重锻造状态:应变场、温度场等等。
如果在很小的进砧量下以每次很小的压缩量锻造,它的心部压实水平远远不如大进砧量、大压下量的锻造状态——小压缩量多次锻压积累的变形效应都集中在锻件外层,而我们追求的往往是心部材料的压实。
x65钢的变形抗力曲线
金属的变形力σs也称真实应力或流动应力。
对于理想塑性材料,变形抗力等于材料的屈服极限;对于塑性硬化材料,变形抗力等于考虑了变形硬化后的屈服极限。
在热锻温度下,变形抗力还可以用强度极限σb表示。
通常金属的变形抗力与材料的化学成分、组织、变形温度,应变速率及变形程度等有关,可表达如下σs=σ(T,ε1,ε2,x)
式中T——变形温度;
ε1——变形程度;
ε2——应变速率;
x——材料的物理化学性质。
通常变形抗力随温度的升高而降低,应变速率增大时,变形抗力增大,温度升高,这种现象越明显。
变形程度对变形抗力的影响有两种情况,某些材料随变形程度增加,变形抗力不断增大;而有些材料,在某一温度下,在某一变形程度前,变形抗力随变形程度的增加而
增大,但超过该变形程度后,由于动态恢复和动态再结晶进行迅速,随变形程度增大时,变形抗力逐渐减小。
一般地讲,当变形温度高于再结晶温度时,由于形变硬化的现象不明显,应变速率的影响大,变形程度的影响小;而变形温度低于再结晶温度时,变形程度的影响较大,应变速率的影响较小。
锻造变形抗力计算
一、镦粗:
变形抗力公式:P=m*ω*σb*F——公式(1)
公式(1)中:1) m=(1+ μ/3*D/h)
——μ:摩擦系数,热变形时:μ=0.3~0.5;
——D:镦粗后的直径;
——h:镦粗后的高度;
图1 镦粗形状图
注:比值D/h越大,即毛坯镦得越扁,端面摩擦阻力的影响就越显著,单位变形抗力也就越大。
2)ω:变形速度对单位变形抗力影响的系数
设备下行速度10-25cm/s时,取1.2~1.6;
设备下行速度25-75cm/s时,取1.6~2.0.
3)σb:变形温度下材料的强度极限
始锻温度1000℃时,σb= 6 Kg/mm2;
4)F: 镦粗模与毛坯的接触面积F=πD2/4
二、反挤压:
变形抗力公式:P=m*ω*σb*F——公式(2)
公式(2)中:1) m=(1+ μ/3*d/h)(1+e4μL /(D-d))
——μ:摩擦系数,热变形时:μ=0.3~0.5;
——d:反挤压后的内径;
——D:反挤压后的外径;
——h:反挤压后的底高度;
——H:反挤压后的总高度;
——L=H-h,当H<d/2时,取L=d/2-h;
——e:自然对数,e=2.718.
图2 反挤压形状图
2)σb:变形温度下材料的强度极限
温度950℃时,σb= 7 Kg/mm2;
3)F: 镦粗模与毛坯的接触面积F=πd2/4 注:公式(2)中其余字母同公式(1)中的字母取值。