注塑成型工艺过程及典型缺陷虚拟仿真实验建设
- 格式:doc
- 大小:19.00 KB
- 文档页数:5

一、实训背景随着塑料制品在日常生活和工业领域的广泛应用,注塑成形技术作为一种重要的塑料加工方法,其重要性日益凸显。
为了提高我们对注塑成形技术的理解和应用能力,我们开展了注塑成形制衣架的实训项目。
本次实训旨在通过实际操作,了解注塑成形的基本原理、工艺流程以及制衣架的设计与制作。
二、实训目的1. 理解注塑成形的基本原理和工艺流程。
2. 掌握注塑成形设备的使用方法。
3. 学习制衣架的设计与制作过程。
4. 培养团队协作能力和实际操作技能。
三、实训内容1. 注塑成形基本原理注塑成形是一种将熔融的塑料注入闭合模具中,经过冷却、固化后得到所需形状的塑料制品的加工方法。
其基本原理包括:- 熔融塑料的制备:将塑料原料加热至熔融状态。
- 注塑:将熔融塑料注入模具中。
- 冷却固化:模具中的熔融塑料冷却固化,形成所需形状的制品。
- 脱模:将制品从模具中取出。
2. 注塑成形工艺流程注塑成形工艺流程主要包括以下几个步骤:- 原料准备:根据制品的要求选择合适的塑料原料。
- 熔融塑料制备:将原料加热至熔融状态。
- 模具准备:确保模具的清洁、润滑和温度控制。
- 注塑:将熔融塑料注入模具中。
- 冷却固化:控制模具温度,使塑料冷却固化。
- 脱模:将制品从模具中取出。
- 后处理:对制品进行必要的后处理,如清洗、检验、修整等。
3. 制衣架设计与制作制衣架的设计与制作主要包括以下几个步骤:- 需求分析:明确制衣架的使用环境和功能要求。
- 结构设计:根据需求分析,设计制衣架的结构和尺寸。
- 模具设计:根据结构设计,设计注塑模具。
- 原料选择:根据制品的要求选择合适的塑料原料。
- 注塑成形:按照注塑成形工艺流程进行注塑成形。
- 后处理:对制品进行必要的后处理。
四、实训过程1. 理论学习:通过查阅资料、课堂讲解等方式,学习注塑成形的基本原理、工艺流程以及制衣架的设计与制作知识。
2. 实践操作:在导师的指导下,进行注塑成形设备的操作练习,包括原料准备、模具准备、注塑、冷却固化、脱模等步骤。


基于虚拟仿真技术的塑料成型工艺优化分析在制造业领域中,塑料成型是一种非常广泛应用的加工技术。
然而,生产过程中存在着各种问题,例如工艺不稳定、工件损伤、生产线停机时间长等等。
因此,优化塑料成型工艺变得尤为重要。
基于虚拟仿真技术,可实现对塑料成型工艺进行全面分析和优化,为企业提供更多的选择和决策依据。
一、虚拟仿真技术在塑料成型中的应用虚拟仿真技术可以帮助企业判断加工中的问题,预测生产线瓶颈,防止产品损坏等问题。
具体地说,在塑料成型中的应用有以下方面:1.模具设计塑料制品的成形过程必须依靠模具,而模具的设计是一个非常复杂的过程。
虚拟仿真技术可以基于已有的参数和规定,对模具进行三维建模,通过模拟实验预测塑料成型过程中的问题,例如模具间隙调整、材料的流动特性等。
2.生产线方案设计生产线方案设计也是塑料成型过程中的一个重要环节。
虚拟仿真技术可以在计算机上建立复杂的生产线模型,分析生产过程中的每一步,以及生产效率和安全性等。
这种方法可以在没有实际生产线的情况下进行仿真,在不同的参数下进行优化工艺,找到最佳的方案。
3.塑料制品设计塑料零件的设计是在产品概念确定后确定的。
虚拟仿真技术可以对零件进行建模,预测在成型中可能发生的问题,例如物料成本、在设备上的塑料强度和在成型过程中的材料流动等。
此外,它还可以计算零件的可靠性和性能,并优化设计。
二、虚拟仿真技术在工艺优化中的应用1.材料流分析在塑料成型过程中,材料流的控制和优化在工艺中起着至关重要的作用。
虚拟仿真技术可以通过模拟实验来了解塑料在流动过程中的流体动力学和特性,并分析材料流的问题,包括料缸淀积、流道温度、注射速度等。
2.成型温度分析温度是影响塑料成型过程中最重要的因素之一。
虚拟仿真技术可以计算热传递和流体流动,及时的预测材料的温度和热历史。
同时,技术还可以帮助企业更好的掌握加热和制冷系统,从而了解温度变化的波动,更好的控制塑料加工过程。
3.成型拉伸分析拉伸也是塑料加工过程中的非常关键的环节。
摘要注塑成型制品质量控制方面存在的困难主要来源于力学的复杂性和在温度、压力波动下材料行为的不可预测性,研究工艺参数对注塑制品质量的影响关系,建立工艺参数与制品质量之间的关系模型,并用DOE法对工艺进行仿真优化是注塑制品工艺优化的前提。
本文选用半结晶型和无定型ABS两种材料,针对一维流动平板两个方向上的收缩、强度,熔接线强度、制品重量及沉降斑等质量指标进行了实验研究。
研究了工艺参数对质量指标的影响及因素之间的交互作用。
本文主要工作包括以下几方面: 1 工艺参数对制品质量的交互影响分析;2 应用DOE法结合析因分析结果;3.CAE技术结合DOE法进行设计,并用MOLDFLOW进行仿真分析,为质量控制技术提供了工艺模型。
关键词: 注塑成型,正交实验,Moldflow,三维建模,工艺仿真优化,实验设计AbstractQuality control of injection molding products, mainly difficulties from that exist in the complexity of process dynamics and in the temperature and pressure fluctuations unpredictable behavior of materials, of process parameters on product quality of injection molding between the relationship,DOE method with simulation and optimization technology of injection molding products, process optimization is a prerequisite.Semi-crystalline and amorphous ABS we usd in this paper,For a flat that two-dimensional flow direction shrinkage, strength, weld line strength, weight and sink marks and other products, the quality indicators studied. In this paper, include the following:1. Process parameters on product quality of interaction analysis;2. Application of DOE method with the results of factorial analysis;3. CAE design method combined with DOE,Simulation and analysis with MOLDFLOW,quality control technology provides for the process model.Key words:Injection Molding,Orthogonal,Moldflow,Three-dimensional modeling,Process simulation and optimization,design of experiment.目录1.1 引言 (1)1.2 注塑成型工艺过程简介 (1)1.3注塑成型工艺的发展趋势 (2)1.4 注塑成型工艺优化国内外研究概况 (4)1.5本文主要工作内容及其意义 (6)2. 注塑成型工艺参数影响性分析 (8)2.1 压力参数分析 (8)2.1.1注塑压力 (8)2.1.2保压压力 (8)2.1.3 塑化压力(背压) (8)2.2 温度参数分析 (9)2.2.1模具温度 (9)2.2.2熔体温度 (9)2.3时间参数分析 (9)2.3.1注射时间 (9)2.3.2保压时间 (10)2.4注射速度分析 (10)3. 基于DOE法的注塑成型仿真优化 (11)3.1软件Moldflow以及正交实验助手的介绍 (12)3.1.1 moldflow软件简介 (12)3.1.2 正交实验助手介绍 (12)3.2材料的选取及模型的导入 (14)3.3本次实验设计法的分析理论依据 (17)3.3.1.实验基本参数取值范围的确定及输入 (17)3.3.2.正交表的设置及数据生成 (18)3.3.3实验分析类型以及结果的选取 (19)3.4实验设计法的仿真优化过程 (22)3.4.1 Moldflow与正交表的数据结合分析 (22)3.4.2实验数据的反馈与整合 (28)4.模具设计 (31)4.1塑件用途及其性能要求 (31)4.2注射量的计算 (31)4.3锁模力的计算 (31)4.4注塑机的选择及参数 (32)4.5 分型面的确定 (33)4.6 浇注系统的设计 (33)4.7 成型零部件的设计与计算 (37)4.8 推出机构设计 (38)4.9标准模架的选取 (38)4.10 开模行程的校核 (39)4.11 推出脱模机构设计 (40)4.12合模导向机构的设计 (41)4.13 排气系统与冷却系统的设计 (43)5. 结论 (44)5.1设计的总结与创新点: (44)5.2论文所存在的问题及其解决方案: (44)谢辞 (45)参考文献: (46)1.绪论1.1 引言随着科学技术水平的不断提高以及加工方法的改进,塑料这一20世纪才发展起来的新材料已经在我们的日常生活中占据了重要的地位,成为国民经济中不可缺少的一部分。
线上虚拟仿真实习报告一、实验目的:注塑成型工艺是塑料成型的重要方法,可一次成型外形复杂、尺寸精确、表面光洁且带有金属嵌件的塑料制件,注塑制品占到塑料制品的20-30%,被广泛地应用在家电、汽车、机械、电子、建筑、医疗卫生、宇航、军工等行业。
注塑成型设备是典型的机电液一体化系统设备,主要由注塑部件、合模部件、液压系统、电气控制系统、加热系统、冷却系统、机械手等组成。
控制工艺参数较为复杂,主要有:机筒温度、喷嘴温度、模具温度、注射压力、保压压力、塑化压力、注射速度、螺杆转速、保压时间、模内冷却时间等。
由于注塑成型工艺过程是往复循环过程,循环周期短,各装置的动作常常同时进行,在实验室条件下,很难做到同时全面观察并正确理解其工艺过程;再者,由于塑料种类的多样性及其流动性差异较大,塑料制品的形状各异,在实验室条件下,仅能针对一种塑料模具进行实验;事实上,产品结构或尺寸不同则模具不同,与之匹配的成型工艺参数也需要进行合理调整与控制。
本项目依托虚拟仿真技术,构建虚拟仿真实验平台,以注塑成型设备为机电液一体化控制系统对象,采用虚实结合的教学方法,向学生提供有针对性的单项实验或综合实验,可不受限制地重复试验,节能、降耗,弥补以往传统实物实验的不足,提高实验教学效果。
(1)让学生直观了解注塑成型设备的结构组成,结合注塑机的分步动作,全面把握注塑成型工艺过程的控制,安全、可靠、不受时空限制;(2) 通过本虚拟实验平台,学生可以模拟不同的注射成型工艺参数设置,进而了解产生缺料、飞边、凹痕、银丝、熔接痕、翘曲、气泡、尺寸误差等缺陷的原因,进而掌握注塑成型工艺参数的合理调控对生产实践具有重要指导意义;(3) 通过虚拟实验平台,可以方便地模拟多种塑料的成型,掌握不同塑料流动性差异对注塑成型工艺参数的控制要求。
通过本实验,使学生更方便掌握注塑成型设备的结构组成和工艺控制,进一步加深学生对机电液一体化控制系统的理解,增强观察能力和实验操控能力,激发学习兴趣,培养科研创新意识。
[收稿时间]2019-08-18[基金项目]2018年山东省高等学校教学改革重点项目“科教融合背景下地方高校机械类专业协同育人模式改革与实践”(Z2018S011);2018年齐鲁工业大学(山东省科学院)教学改革项目“基于专业认证的材料成型及控制工程专业培养模式改革探索”(201827);2019年齐鲁工业大学(山东省科学院)教研项目“新工科建设背景下机械类专业计算机软件类课程改革与实践”(2019yb39)。
[作者简介]曹芳(1982-),女,山东济南人,博士,讲师,研究方向:材料成型/模具数值模拟与优化,模具CAD/CAE 。
[摘要]该研究结合模具类课程实验教学的实际情况,以塑料成型工艺及模具课程为例,设计开发出了虚拟仿真实验教学系统,可进行360度可视化交互式仿真。
该虚拟仿真实验系统作为真实实验的有益补充,可以有效克服真实实验教学中实验项目和实验时间的限制,增强学生对注塑机以及塑料模具的直观认知,使学生掌握塑料制品的成型方法,熟悉注射成型工艺过程及参数。
采取虚实相结合的实验教学模式,能激发学生学习相关知识的兴趣,培养学生的创新能力,实验过程效率高,教学效果显著,为模具类相关课程的传统实验教学改革提供借鉴。
[关键词]塑料成型工艺及模具;虚拟仿真;实验教学[中图分类号]G642.0;TP391.0[文献标识码]A [文章编号]2095-3437(2020)08-0005-05University Education模具类课程虚拟仿真实验教学系统设计与实现——以塑料成型工艺及模具课程为例曹芳肖光春(齐鲁工业大学(山东省科学院)机械与汽车工程学院,山东济南250353)一、引言塑料成型工艺及模具是普通高等学校材料成型及控制工程专业的主干专业课程,其理论性和实践性都非常强,主要讲授塑料的基本知识、塑料制品成型加工的工艺、塑料模具的基本结构和模具设计方法等[1]。
该课程包括塑料注射成型实验和塑料模具拆装实验两个实验项目。
精密注塑成型过程模拟及优化分析在现代工业制造中,精密注塑成型技术已被广泛应用。
这种技术可以高效、精准地制造各种形状的零部件,尤其是小型高精度零部件。
而模拟和优化成型过程则是保证注塑制造质量和生产效率的关键。
本文将介绍精密注塑成型过程模拟和优化的基本原理及方法,并讨论其实现时需要注意的问题。
一、精密注塑成型过程模拟模拟精密注塑成型过程是指在计算机上建立相应的模型,对成型过程进行数值模拟,从而预测零件的形状、质量和性能。
该模拟可以实现在物理试验之前对成型工艺的优化,提高生产效率和零部件质量。
1.工艺参数建模底模温度、熔体温度、模具温度、注射速度等是影响零件成型的主要工艺参数。
在模拟前需要对这些参数进行建模,以获得准确的数值计算结果。
建模方法通常包括基于经验公式和基于实验数据的统计方法。
这些方法可以将实验数据与成型过程相关因素的复杂交互作用关系联系起来,从而预测零件形状和质量。
2.材料属性建模在模拟精密注塑成型过程中,精确的材料属性是模拟结果准确性的关键。
所以需要对材料物理属性建模,包括熔化温度、热容、导热系数、热膨胀系数和硬度等关键参数。
这些参数是影响成型过程的主要因素,必须顾及到才能获得准确的模拟结果。
3.力学模型建模在模拟过程中,需要建立精密注塑成型过程的力学模型。
力学模型通常分为两类:基于有限体积法(FVM)的流体力学(CFD)模型和基于有限元法(FEM)的结构力学模型。
这些模型可以预测零件的形状和质量等关键参数,为注塑工艺优化提供参考。
4.成型过程数值模拟在完成上述工作后,可以对注塑成型过程进行数值模拟。
模拟可以实现在物理试验之前对成型工艺的优化,并预测成型过程中各个参数的趋势和偏差,以及零件的形状和质量,从而为实际生产提供指导意义。
二、精密注塑成型过程优化通过模拟精密注塑成型过程,可以对注塑工艺进行优化,以提高成型过程质量和生产效率。
1.注塑成型参数优化对注塑成型参数进行优化可以使生产过程效率高,并降低零件的质量问题。
食品类模具虚拟仿真实验设置与实现一、引言食品类模具是指用于制作食品的模具设备,其设计和制造对食品的品质和生产效率有着直接的影响。
为了提高食品类模具的设计准确性和生产效率,虚拟仿真技术被广泛应用于食品类模具领域。
本文将介绍食品类模具虚拟仿真实验的设置与实现过程。
二、食品类模具虚拟仿真实验的目的和意义食品类模具虚拟仿真实验的目的是通过计算机模拟,对食品类模具的设计、加工和生产过程进行模拟和分析,从而优化食品类模具的设计方案,提高生产效率和产品质量。
其意义在于可以节省时间和成本,预测模具在实际生产中可能遇到的问题,并提前进行优化调整。
三、食品类模具虚拟仿真实验设置与实现步骤1. 数据采集需要收集食品类模具的设计图纸和相关参数数据,包括模具的尺寸、材料、生产工艺等信息。
还需要采集食品的相关参数数据,如材料的流变学性质、加工工艺参数等。
2. 模型建立在进行虚拟仿真实验前,需要建立食品类模具的三维数字模型和对应的食品模型。
这一步骤通常通过计算机辅助设计软件来完成,可以根据实际情况进行加工工艺参数的调整。
3. 材料特性建模然后,需要对模具材料的物理特性进行建模,包括材料的强度、硬度、弹性模量等参数。
这些参数可以通过实验测定或者相关文献资料进行获取。
4. 网格划分接下来,需要对食品类模具和对应的食品进行网格划分,将其离散化成有限元网格。
这一步骤是为了计算机模拟提供数值方法的基础。
5. 条件设置在进行虚拟仿真实验前,需要设置模具加工和食品加工的相关工艺参数,如温度、压力、速度等。
这些参数根据实际生产情况进行设定。
6. 模拟计算通过数值计算软件进行模拟计算,对食品类模具在实际生产中的加工过程进行模拟分析。
通过模拟计算可以得到食品类模具的应力分布、变形情况、温度场等信息,从而评估模具设计的合理性和生产效率。
四、食品类模具虚拟仿真实验的应用案例以注塑模具为例,注塑模具是一种常见的食品类模具,通过塑料材料的注塑加工可以制成各种食品容器、包装盒等产品。
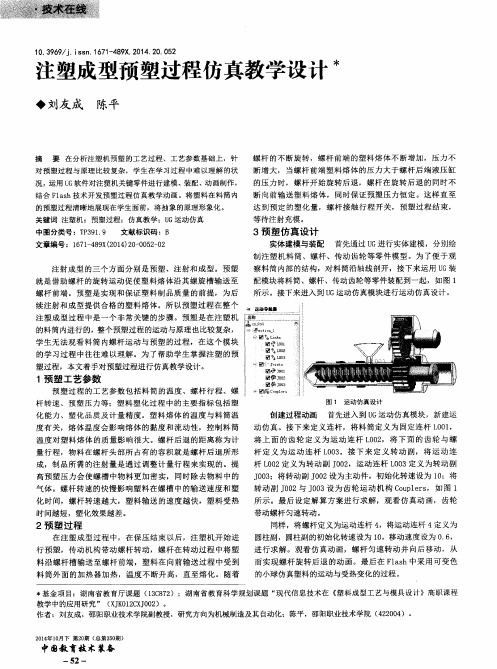
注塑成型工艺过程及典型缺陷虚拟仿真实验建设作者:马世博闫华军代学蕊王伟刘玉忠来源:《教育教学论坛》2019年第31期摘要:本实验采用虚拟仿真技术,结合生产实际案例,全面呈现了典型塑件的注塑成型工艺过程和主要工艺参数对塑件质量的影响规律。
采用情景化教学方法,为学生提供一个虚拟的设计、加工与交互环境,涵盖注塑工艺设计、塑件注射成型和塑件缺陷成因分析与工艺改进等内容。
在专业理论知识的基础上,将真实演示实验与虚拟仿真实验结合,引导学生独立思考,培养学生归纳、总结、分析问题的能力,达到提高学生工程实践和创新能力的目的。
关键词:虚拟仿真技术;注塑成型;情景化教学;工艺设计;创新能力中图分类号:G642.423 文献标志码:A 文章编号:1674-9324(2019)31-0274-03一、前言机械工程、材料科学与工程等相关专业的《塑料成型工艺及模具设计》、《塑料成型工艺及设备》、《塑料成型模具》等课程中针对注塑成型工艺过程开设的相关实验直观性差[1],无法直接观察注射成型工艺过程和设备工作过程;工程应用性差,难以体现实际生产中工艺对塑件质量的影响规律及机理[2,3];且受限于实验性质,该类实验多为演示性[4],学生难以直接参与整个实验过程,制约了学生综合能力的培养[5]。
为克服上述问题,本文结合生产实际案例,利用虚拟仿真技术[6,7],以“能实不虚”、“以虚补实”为原则,使学生通过虚拟仿真实验直观认知典型塑件的注射成型工艺过程和设备工作过程,并通过交互操作、自主分析典型缺陷成因,优化工艺方案,达到提高学生工程实践和创新能力的目的[8]。
二、实验设计(一)实验目的实验以学生为中心,综合运用3D建模、交互式虚拟现实、Web网络和数据库技术,以真实场景的空间布局、仪器设备为蓝本,构建集生产环境、设备、工具等为一体的虚拟实验。
通过人机交互,学生既可在虚拟仿真实验中体验真实实验相同的效果,又可观看真实实验条件下无法体现的内部过程和现象。
结合生产实际案例,使学生掌握注塑成型工艺过程、设备结构和设备操作的同时,要求学生能够考虑环境和安全等因素,合理分析、评价专业工程实践问题。
着重培养学生的自我学习能力,设置了学生自主分析设计环节,包括:塑件结构分析、工艺方案确定、塑件缺陷成因分析及改进。
旨在调动学生的学习兴趣和积极性,培养学生解决复杂工程问题的能力,提升学生创新意识[9]。
(二)设计思路本实验以温控器外壳件为例,该塑件是电热产品温度控制单元的外壳,材料为ABS,由上盖、下盖和按键组合安装构成,在配合处有尺寸精度要求。
其外形尺寸为120mm×163mm×23mm,平均壁厚为2mm,重45g。
实验设计思路为:1.实验场景及人物。
虚拟环境中分别构建“工艺设计室”和“生产加工车间”,并设置“工艺工程师”和“加工操作员”两个虚拟人物。
其中工艺设计场景主要完成工艺卡设计和塑件质量检查,生产加工车间主要完成塑件注塑生产过程。
学生在两个场景内分别担任工艺工程师和加工操作员的主体角色。
2.实验过程设计学生在进行虚拟实验前,需在教师的指导下系统了解真实实验,掌握实际实验场景、设备组成、实验步骤和设备操作,以达到感性认识和“能实不虚”的目的。
学生进入虚拟实验环境后,需进一步加强安全防护知识学习和实验知识预习,根据教师安排的预习知识,预习有关理论知识和实验内容,做好虚拟实验准备。
虚拟实验在此理论和安全知识学习的基础上进行。
首先,在工艺设计室内,学生需根据提供的塑件,结合理论进行工艺方案设计,确定工艺参数;其次,根据确定的工艺方案,进行试生产加工;再次,分析试生产加工的塑件是否存在缺陷,设置了充填不足、飞边、银纹三种缺陷,并要求学生至少完成一种缺陷的认知和生产加工过程;最后,直至工艺方案合理,加工的塑件无缺陷,完成实验。
3.实验具体实施。
具体实施过程如图1所示,通过登录网站,进入虚拟实验场景后开始实验:(1)真实实验,学生可通过现场实验和网站内观看真实实验视频两种方式,进行真实实验过程的学习和掌握;(2)虚拟实验。
实验场景1:工艺设计室—确定工艺方案。
学生虚拟为工艺工程师,根据提供的塑件信息、三维模具和缺陷认知手册等,分析塑件的材料、结构和工艺要求,结合理论知识、工艺参考和模具结构,进行工艺参数设计和确定,并填写工艺卡。
实验场景2:生产车间—塑件生产加工。
工艺卡确定后,进入生产车间进行塑件生产加工。
学生虚拟为加工操作员,生产加工前,需进一步学习安全生产知识和认知注塑机结构。
学习完成后,进入生产车间,按照安全检查、干燥原料、安装模具、参数输入、注塑加工和清理结束等环节进行塑件的生产加工。
该场景中,学生通过模拟操作,按照生产规程完成各个过程,参数需按工艺卡正确输入,并在加工过程中可通过动画了解注塑真实实验无法观测的储料和注塑充填过程。
实验场景3:工艺设计室—塑件缺陷分析及改进。
塑件试生产后,在工艺设计室进行塑件质量检查,学生根据设计的工艺方案,查看塑件的質量,理论结合有限元分析视频分析缺陷产生的原因,以情境对话形式与指导教师进行交流、回答问题,正确后方可进行下一步。
学生正确回答缺陷产生原因和主导因素后,重新进行工艺参数设计、修改和生产加工,直至塑件生产合格。
三、考核要求实验完成后,学生需根据实验情况,完成自测题和实验报告等考核环节。
实验以自动判断的方式对学生塑件加工操作过程的正确性进行判断,并进行相应的提示,对学生的操作过程进行记录,并以文字描述的形式提供给学生和教师查看,教师依据过程记录、自测题和实验报告对学生进行综合评价。
三、实验特点在真实实验的基础上,虚拟实验还原了整个生产环境及过程,采用远程访问,内容引导,自主完成教学方法。
学生借助网络进入虚拟实验,虚拟环境中,辅以文字、图片、动画、交互式界面等手段,使学生充分体验整个实验过程。
在系统引导下,学生通过交互操作,按生产流程独立实施实验。
学生可多次重复实验,直至完全掌握整个实验填写实验报告、完成自测题等考核环节。
虚拟实验中,学生通过理论学习、虚拟操作、知识引导、分析设计、问题情景等方法,自主完成注塑原理与工艺(理论认知学习)、注塑机使用操作(技能操作学习)、塑件缺陷成因分析(综合应用学习)等实验过程。
理论学习:学生利用虚拟实验提供的理论知识学习板块,通过图片、视频形式,完成注塑原理、注射机结构与操作、注射成型过程、缺陷形成机理等实验内容的自主学习。
此过程既可作为实验前的预习环节,也可作为实验后进行理论知识的深化巩固。
虚拟操作:学生通过模拟操作,按照生产规程完成工艺设计、注塑生产前准备、开机、装模、参数设置、注塑成型、开模出件、结束清理等过程。
使学生在虚拟操作的过程中,将认知与实践相结合,系统地掌握实际生产过程中的工艺规程和规范操作。
知识引导:虚拟实验过程中依据教学和实验的要求,分别设有情景人物对话、知识提示、观察视角引导、部件高亮提示、虚拟动画等指引方法。
其中情景对话和知识提示对基础的实验知识进行了拓展与扩充,便于学生更好地进行理论和实践的融会贯通;视角引导、高亮提示等引导手段,降低了实验的操作难度,保证学生将更多的注意力集中于对注塑工艺过程的学习。
分析设计:学生自行完成工艺分析和方案设计,通过生产加工验证其方案可行性,可多次实施不同工艺方案并分析不同参数下的缺陷形式,掌握重要工艺参数对塑件质量的影响规律。
此外,学生可借助系统提供的不同工艺参数下塑件注射过程的有限元分析视频,深入分析缺陷成因,理解缺陷形成机理,明晰参数影响规律,改进工艺方案。
问题情境:系统在关键工艺过程创设了问题情境分析及模拟对话,设置了多样化的交互问题,包括情境判断、专业知识测试、错误操作警示等形式,使学生能充分理解所学知识在实践中的体现和应用,激发学生的好奇心和求知欲。
四、结论本实验将专业理论知识和生产实际有机融入虚拟情境中,具有丰富的融入感和带入感,通过工艺方案设计、有限元分析结果和问题情景对话等,学生“真实”体验并主动参与工艺设计、设备操作、注塑加工和缺陷分析的整个生产过程,充分发挥学生的主体地位,有效激发了学生的学习兴趣和专注度,切实提高了学生的分析能力、设计能力和实践能力。
本实验向全校和相关企业开放,自2017年5月开放以来,为本校相關专业本科、研究生专业学习及企业人员岗前培训、技能提升提供了服务,使用人数达800人次/年,得到了广泛的认可。
实验可在任何地点、任何时间灵活地开展,打破了传统实验在时间和空间上的限制,弥补了传统实践教学的不足。
且显著降低了实验成本,每年节省实践经费约10万元。
将专业基础课、专业课等课程的相关知识有机地结合在一起,帮助学生在实践中认知理论,使学生对专业知识体系和工程应用有系统的认识。
参考文献:[1]厚国旺,陈清奎,高博,等.《塑料成型与模具设计》虚拟仿真教学系统开发[J].模具工业,2018,(44),9:74-77.[2]夏建生,周海,窦沙沙,等.注塑模智能制造虚拟仿真实验研究[J].科技教育,2018,(05):170-171.[3]吕东莉,张涛.虚拟仿真技术在材控专业综合实验中的应用[J].教育教学论坛,2015,(11):226-227.[4]李江,卢艳丽,王永欣.虚拟仿真技术在材料学科实验教学中的应用探索[J].教育教学论坛,2017,(27):267-268.[5]李阳,帅昌辉.刘英,等.多型号注塑机虚拟仿真系统的实现[J].实验科学与技术,2015,(5):177-178.[6]蓝东,董春法,王向杰,等.基于Moldflow的相机外壳注射工艺虚拟仿真[J].湖北理工学院学报,2016,(32),5:44-46.[7]杜彦敏.基于虚拟仿真技术的实验教学中心建设研究[J].教育教学论坛,2018,(15):273-274.[8]吕东莉,张涛.以虚拟仿真实验平台为基础的“材料成形CAD/CAE/CAM”课程教学改革[J].教育教学论坛,2017,(8):263-264.[9]王培丞.虚拟仿真实验教学中心建设的拓展与创新[J].教育教学论坛,2018,(25):265-266.。