半连续铸造机
- 格式:doc
- 大小:45.00 KB
- 文档页数:2
半连续铸造工艺参数对T2紫铜铸锭质量的影响摘要:T2紫铜具有极强的导电、导热、耐蚀性。
因此它逐渐成为我们生活必不可少的一部分,立式半连续铸造具有产量大,成品率高,内部组织均匀,特别适合大批量,大规格生产。
而铸造速度,结晶器长度,冷却强度和铸造温度,它们相互制约,相互依存,共同影响半连续T2紫铜的质量。
优化、综合考虑各项工艺参数,提高半连续铸造T2紫铜的质量,为后续轧制和挤压加工提供质量保证,从而得到高强、高导的T2紫铜。
关键词:铸造速度;结晶器长度;冷却强度;铸造温度;T2紫铜引言1993年德国人Junghaus首次研制成功黄铜立式半连续铸造机,立式半连续全称称为立式半连续直接水冷铸锭,简称DC铸锭。
目前,T2紫铜有极强的导电、导热耐蚀性。
在电线、电缆、爆破用雷管、化工用的蒸发器、贮藏器及各种管道等都有很广的应用。
因此紫铜在我们生活中的应运越来越广泛。
而T2紫铜立式半连续铸造也就朝着大规模,大批量,大尺寸,种类多方向发展,实现了大批量机械化生产,改善了劳动条件,从而大幅度提高了劳动生产率。
1 T2紫铜的特性和半连续铸造的基本原理1.1 T2紫铜的特性①T2紫铜有很强吸气性。
②T2紫铜具有热脆性,流动性差,故在出炉前(5~10)min,加入总重量的(1.5%~2%)磷铜,提高紫铜的流动性。
③T2紫铜很强的导热性。
1.2半连续铸造原理将T2紫铜溶体均匀的倒入通一次冷却水的结晶器中,T2紫铜溶液在结晶器内壁和底座受到冷却作用,迅速结晶凝固,形成坚硬的凝固外壳,待T2紫铜溶液到达结晶器2/3处时,铸造机上的牵引机构就带着底座上凝固壳一起以一定速度向下运动。
脱离开结晶器以后,受到结晶器下沿处二次冷却水作用,铸件迅速向中心形成完全凝固。
待铸件达到规定长度以后,停止浇注,浇注小车离开,铸件吊离。
2 铸造速度、结晶器长度、冷却强度和铸造温度对T2紫铜半连续铸造的影响2.1铸造速度对T2紫铜质量的影响2.1.1铸造速度定义半连续铸造时,单位时间内铸造形成的铸锭长度叫铸造速度。
半连续拉铸机安全操作规程模版1.机器操作前准备(1)检查半连续拉铸机的外观是否完好,无损坏或裂纹;(2)检查机器的电源是否接好,并确保有地线连接;(3)检查润滑系统是否正常,添加或更换润滑剂;(4)检查机器的控制按钮和紧急停机按钮的工作状态是否正常;(5)清理机器周围的杂物,确保工作区域干净整洁;(6)穿戴好个人防护装备,包括安全帽、眼镜、耳塞等。
2.操作步骤(1)启动半连续拉铸机前,确保没有人员站在机器附近,确认工作区域安全;(2)按照正确的操作程序开启机器电源,并确保所有的仪表指示正常;(3)根据工艺要求,将铝材固定在拉铸机的位置,并进行必要的调整;(4)根据工艺要求设置好拉铸机的工作参数,如温度、压力等;(5)按下启动按钮,使机器开始运行;(6)定期检查机器的运行状态,确保其正常运转,若有异常情况立即停机检修;(7)在操作半连续拉铸机的过程中,不得私自离开工作岗位,避免发生事故;(8)当需要改变产品尺寸或其他工艺参数时,必须停机并进行调整,不得擅自操作;(9)在结束操作时,先将机器停止,再切断电源,确保安全。
3.安全注意事项(1)禁止将手指、胳膊等身体部位靠近机器的运动部件,以免发生夹伤或切割伤;(2)严禁在机器运行时任意触摸机器的运动部件;(3)禁止在机器运行时从事其他工作,如吃东西、喝水等;(4)禁止随意调整机器的工作参数,除非经过相关授权;(5)禁止穿戴松散的衣物或长发等,以免被机器的运动部件缠绕;(6)严禁使用损坏或过期的润滑剂,以保证机器正常工作;(7)禁止私自更换机器的配件或进行维修,必须由专业人员操作;(8)机器操作期间,严禁吸烟或进行其他火源性工作;(9)发现机器异常情况或故障时,应立即停机并报告相关人员。
4.紧急情况处理(1)在发生紧急情况时,立即按下紧急停机按钮,并通知相关人员;(2)紧急情况处理后,必须进行系统检查和维护,并进行相应的记录;(3)在紧急情况处理过程中,要保持冷静,避免造成额外的伤害。
内导式半连续铸造机工艺流程英文回答:Introduction to Semi-continuous Casting Process of Internal Guide Type.Semi-continuous casting process of internal guide type is a casting process in which molten metal is poured into a water-cooled copper mold, and the solidified shell is continuously withdrawn from the mold by pinch rolls. The molten metal is then solidified in a water-cooled secondary cooling zone, and the solidified strand is cut into slabs or blooms.The semi-continuous casting process of internal guide type has the following advantages:High production rate.High quality of the cast products.Low energy consumption.Environmental friendliness.Process Flow of Semi-continuous Casting Process of Internal Guide Type.The process flow of semi-continuous casting process of internal guide type is as follows:1. Molten metal is poured into a water-cooled copper mold.2. The molten metal solidifies in the mold to form a solidified shell.3. The solidified shell is continuously withdrawn from the mold by pinch rolls.4. The molten metal is then solidified in a water-cooled secondary cooling zone.5. The solidified strand is cut into slabs or blooms.Applications of Semi-continuous Casting Process of Internal Guide Type.The semi-continuous casting process of internal guide type is used to produce a variety of metal products, including:Steel.Aluminum.Copper.Zinc.Advantages of Semi-continuous Casting Process of Internal Guide Type.The semi-continuous casting process of internal guidetype has the following advantages:High productivity.High quality of cast products.Low energy consumption.Environmental friendliness.Disadvantages of Semi-continuous Casting Process of Internal Guide Type.The semi-continuous casting process of internal guide type has the following disadvantages:High investment cost.Complex operation.Difficult to control.中文回答:内导式半连续铸造工艺简介。
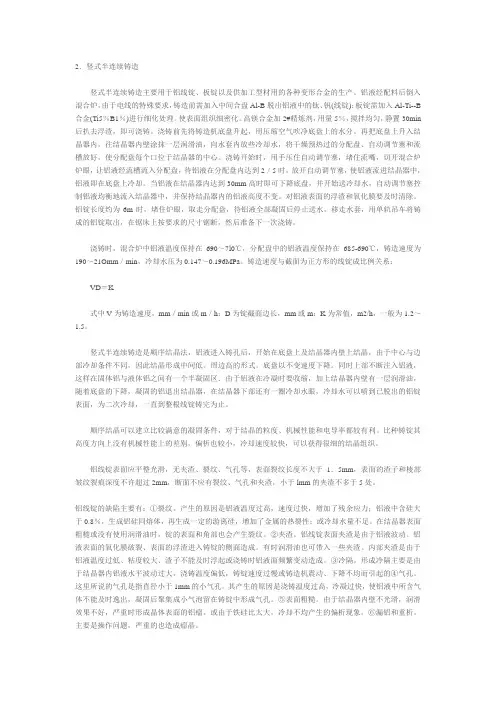
2.竖式半连续铸造竖式半连续铸造主要用于铝线锭、板锭以及供加工型材用的各种变形合金的生产。
铝液经配料后倒入混合炉,由于电线的特殊要求,铸造前需加入中间合盘Al-B脱出铝液中的钛、钒(线锭);板锭需加入Al-Ti--B 合金(Ti5%B1%)进行细化处理。
使表面组织细密化。
高镁合金加2#精炼剂,用量5%,搅拌均匀,静置30min 后扒去浮渣,即可浇铸。
浇铸前先将铸造机底盘升起,用压缩空气吹净底盘上的水分。
再把底盘上升入结晶器内,往结晶器内壁涂抹一层润滑油,向水套内放些冷却水,将干燥预热过的分配盘、自动调节塞和流槽放好,使分配盘每个口位于结晶器的中心。
浇铸开始时,用手压住自动调节塞,堵住流嘴,切开混合炉炉眼,让铝液经流槽流入分配盘,待铝液在分配盘内达到2/5时,放开自动调节塞,使铝液流进结晶器中,铝液即在底盘上冷却。
当铝液在结晶器内达到30mm高时即可下降底盘,并开始送冷却水,自动调节塞控制铝液均衡地流入结晶器中,并保持结晶器内的铝液高度不变。
对铝液表面的浮渣和氧化膜要及时清除。
铝锭长度约为6m时,堵住炉眼,取走分配盘,待铝液全部凝固后停止送水,移走水套,用单轨吊车将铸成的铝锭取出,在锯床上按要求的尺寸锯断,然后准备下一次浇铸。
浇铸时,混合炉中铝液温度保持在690~7l0℃,分配盘中的铝液温度保持在685-690℃,铸造速度为190~21Omm/min,冷却水压为0.147~0.196MPa。
铸造速度与截面为正方形的线锭成比例关系:VD=K式中 V为铸造速度,mm/min或m/h;D为锭截面边长,mm或m;K为常值,m2/h,一般为1.2~1.5。
竖式半连续铸造是顺序结晶法,铝液进入铸孔后,开始在底盘上及结晶器内壁上结晶,由于中心与边部冷却条件不同,因此结晶形成中间低、周边高的形式。
底盘以不变速度下降。
同时上部不断注入铝液,这样在固体铝与液体铝之间有一个半凝固区.由于铝液在冷凝时要收缩,加上结晶器内壁有一层润滑油,随着底盘的下降,凝固的铝退出结晶器,在结晶器下部还有一圈冷却水眼,冷却水可以喷到已脱出的铝锭表面,为二次冷却,一直到整根线锭铸完为止。
铝合金扁锭半连续铸造机是一种用于生产铝合金扁锭的设备,它具有以下几个特点:
1. 高效生产:铝合金扁锭半连续铸造机采用半连续铸造工艺,可以实现连续生产,提高生产效率。
相比传统的手工铸造,它可以大大减少生产时间和人力成本。
2. 精密铸造:该设备采用先进的铸造技术和控制系统,可以实现高精度的铸造,保证产品的尺寸精度和质量稳定性。
同时,它还能够控制铝合金的温度和结晶过程,提高产品的均匀性和纯度。
3. 自动化控制:铝合金扁锭半连续铸造机采用自动化控制系统,可以实现全程智能化操作和监控。
操作人员只需输入相关参数,设备可以自动完成铸造过程,并实时监测和调整产能和质量。
4. 环保节能:该设备采用先进的能源管理和循环利用技术,能够有效降低能耗和排放。
它可以最大限度地利用能源和热量,减少对环境的影响。
5. 灵活性和可调性:铝合金扁锭半连续铸造机具有较高的灵活性和可调性,可以根据不同的产品要求进行调整和改变。
它可以适应不同规格和材质的铝合金扁锭生产,满足市场需求的多样性。
综上所述,铝合金扁锭半连续铸造机具有高效生产、精密铸造、自动化控制、环保节能以及灵活性和可调性等特点,
为铝合金扁锭的生产提供了可靠的技术支持和解决方案。
半连续铸造工艺
半连续铸造工艺是指在铸件生产过程中,铸钢过程是在连续铸造机上完成,而铸铁过程则是在常规静液床或静砂床上完成的铸造工艺。
半连续铸造工艺的优点是可以充分利用连铸机的高效率和自动化特点,提高生产效率和产品质量。
同时,通过在某些加工环节使用传统铸造工艺,可以获得更好的铸件性能和表面质量。
具体实施半连续铸造工艺时,铸钢过程通常采用连铸机进行连续浇注,可以实现高速连续铸造。
而铸铁过程则通过静液床或静砂床进行,可以灵活调整和控制铸件的形状和结构。
在半连续铸造工艺中,连铸机通常是整个生产线的核心设备。
它可以通过连续铸造技术来实现高速铸造、连续档位调整、自动化控制等功能,提高生产效率和产品质量。
同时,静液床或静砂床作为铸铁过程的工艺设备,可根据具体的铸件要求进行局部调整和控制,以获得更好的铸件性能。
半连续铸造工艺在一定程度上综合了连铸技术和传统铸造技术的优点,可以实现高效率、高质量的铸造生产。
它在工程实践中得到了广泛应用,特别是对于一些大型和复杂结构的铸件,具有较好的适应性和经济性。
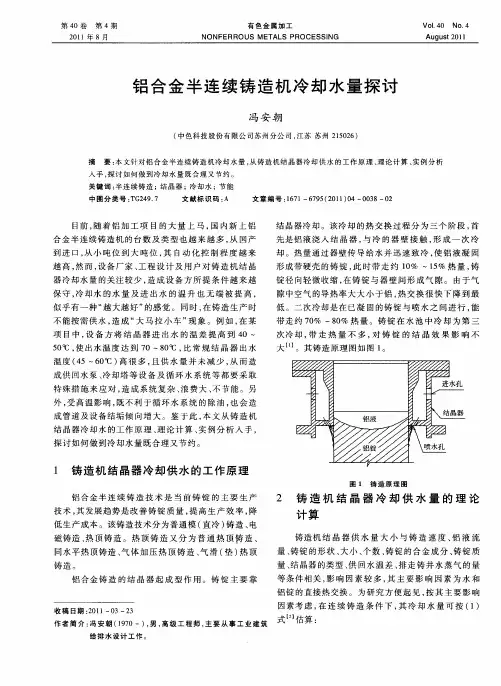
铝合金液压半连续铸造机给排水设计优化(可编辑)【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)铝合金液压半连续铸造机给排水设计优化.有色金属设计第卷第期.年月铝合金液压半连续铸造机给排水设计优化冯安朝中色科技股份苏州分公司,江苏苏州摘要:阐述了铝合金半连续铸造机给排水设计的优化,深入探讨了通过设计优化到达节能降耗的科学性和可行性。
关键词:铝合金半连续铸造;结晶器;给排水设计中图分类号: . 文献标识码: 文章编号:?? 一】??一., ., ,: ? , . :? ; ;引言铝合金铸造的方法有:锭模铸造、半连续铸造、连续铸造、连续铸轧等。
其中,铝合金半连续铸造技术是当前铸锭的主要生产技术,其开展趋势是改善铸锭质量,提高生产效率,降低生产本钱。
铝合金半连续铸造分为普通模直冷铸造、电磁铸造、热顶铸造。
热顶铸造又分为普通热顶铸造、同水平热顶铸造、气体加压热顶铸造、气滑垫热顶铸造。
气滑垫热顶铸造为目前使用较多,较普及图气滑热顶铸造示意图. ?的一种铸造方式,其铸造原理及结晶器见图。
铝合金铸造机的结晶器在铸锭中起成型作用,常见国产或进口铝合金液压半连续铸造机的铸锭主要靠结晶器出口的直接喷水冷却。
循环水工艺流程见图。
为有效带走铸造过程铸锭产生的热量,循环给回水系统为有效、节能、节水的措施。
收稿日期: ? 一 .作者简介:冯安朝一 ,男,河南人,高级工程师.主要研究方向:给排水设计有色金属设计第卷溢流回水。
该回水方式为铸造辅井内的冷却塔热水池铸造机井水通过井壁上的溢流管溢出井外,并流往热水池,通过池内热水泵增压后,进入冷却塔降温。
补充水通过滤水直蜥水压力回水。
该回水方式为铸造机辅井内的水通过辅井内的热水泵排出井外,直接进入冷一却塔降温。
有时,根据铸造工艺要求,也采用溢阀架冷水池流和压力相结合的回水方式。
供水方式选择图半连续铸造机循环水工艺流程图.根据典型半连续铸造机用水量随时间变化的 ?关系见图 ,可以看出:曲线为铸造某牌号铝合金锭的供水曲线,在开始铸造的前左右为某进口液压半连续铸造机对循环给水的相关水量上升阶段,此后为水量稳定阶段,直到铸造要求如表。
铝合金扁锭半连续铸造机特点介绍王建强;曹玉峰【摘要】简单介绍Novelis、Hycast和Wagstaff公司生产的三种铝合金半连续铸造机的液压缸、铸造平台和结晶器,并结合铸造机的其他性能信息,对三种铸造机的生产能力和技术水平进行比较.【期刊名称】《现代制造技术与装备》【年(卷),期】2018(000)002【总页数】2页(P149,151)【关键词】铝合金;扁锭;半连续铸造【作者】王建强;曹玉峰【作者单位】天津忠旺铝业有限公司,天津 301700;天津忠旺铝业有限公司,天津301700【正文语种】中文1 背景介绍随着国内铝加工业迅猛发展,对铝合金铸锭性能与质量的要求也越来越高。
生产高品质的铸锭,不仅需要高超的工艺及控制能力,而且需要设计合理、制造精密的半连续铸造机。
本文对比Novelis、Hycast和Wagstaff三家世界知名公司的铝合金扁锭半连续铸造机的液压缸、平台和结晶器,分别介绍其各自的特点。
2 整体结构Novelis、Hycast和Wagstaff公司生产的半连续铸造机结构基本相同,包含:液压缸、引锭头底座、铸造平台、结晶器和引锭头、分配溜槽和悬臂吊、液位控制系统、控制台、电控柜、供辅设施。
但设备的具体设计和制造等方面都具有各自的特色,下文就其中几点进行分析比较。
2.1 液压缸三家供应商的铸造机都采用了单作用、内导式液压缸,工作原理相同,但液压缸的柱塞材质却有很大区别。
Novelis和Hycast公司生产的柱塞采用碳钢材质,表面镀Cr或Ni,Wagstaff公司生产的液压缸柱塞材质是不锈钢。
碳钢柱塞表面镀Cr或Ni,既可以保证柱塞的硬度,又可以满足柱塞防腐的需要,并且造价相对不锈钢柱塞低很多。
碳钢可以有效保证液压缸柱塞的精确度,但碳钢不耐腐蚀,一旦镀Cr或Ni层磨损,碳钢材质的柱塞极易被冷却水或铸造用润滑油腐蚀。
因此,一旦发现柱塞镀Cr或Ni层破损,需尽快将柱塞从液压缸中取出并修补镀Cr或Ni层。
无锡先科电炉厂
关于半连铸Φ150黄铜设备机组配置、主要技术参数给与你,请参阅。
一、用途
半连续铸造机是指浇好一根铸锭后,将熔炼好的锭用行车吊走;在进行下一锭子铸锭。
这样熔炼好一炉铸造一个锭子,再熔炼,在铸造的铸造方法,为半连续铸造法。
在有色金属生产厂已经被广泛使用,无论铸造大型锭还是中小型锭,都可以使用。
因反之与铸造模铸造有很多优点。
铸造时通过专用工具直接将炉子的金属倒入结晶皿内,并通过一套引锭装置将结晶皿内的锭子连续下引。
这样极大的减少铸锭的疏松、缩孔、气孔及偏析等缺陷。
再由于二次水冷却,铸造结晶速度快,铸锭的组织致密,铸造中连续用矿物油润滑锭子表面质地光滑。
由于炉内的金属液体通过导流管扦入结晶皿的熔液中,铸造时没有金属液流动的冲击,而且在气体的保护下进行铸造,金属损耗小,气体不容易带入气体中去,对保证铸造的质量相当有好处。
本设备只能单根铸造,更换结晶皿方便,铸造机采用二柱式牵引,铸锭平稳。
采用交流调速电机,节省时间。
并可根据品种,采用不同的铸造速度。
铸造机还设有长度指示器,自动报警装置,控制锭子长度,操作相当方便。
二、技术性能
1.1000公斤低频有铁芯感应炉:参考本厂1000公斤说明书
1
铸造机最大行程:5m一根,根据用户要求一般3.5m
铸锭最大长度:4m以上
铸造机结构:二柱式,用丝杆牵引
电机型号:
减速机型号:
冷却水水压:0.2—0.3MPa
进水管直径1/2
三、工作原理
该机是1000公斤低频感应炉与铸造机配为一体的熔炼铸造机。
铸造机是丝杆传动,由双速电机传动丝杆,通过换向导轮牵引由二根导轨作导向的引锭,定向上下移动,将熔融的金属液通过在水冷却得结晶器的结晶铸锭向下引动。
工作程序:将引锭提升到一定高度,装好引锭头,再提升引锭器,将引锭头扦入结晶器高度的三分之一左右,用石棉绳将结晶器与引锭头的间隙塞好,以防铜水从结晶器中流出。
装好预热好的石墨导流管,烫炉头铸造。
结晶器放水,放油,放好保护找来时引锭,引锭过程中不要断调节流量开关。
结晶其中铜液不易满,也不能太浅,一般在油空下面20mm左右哦,引锭到一定长度,引锭机自动停机。
将锭子拉出结晶器,结晶架拉退,开高速,将锭子提升到一定高度把锭子吊走,开始下根铸造。
铸造黄铜时用矿物油,变压器用油润滑,拉铸紫铜时用石墨粉覆盖,不用油润滑。
四、使用与维修
1.铸造是在熔融高温条件下铸造的,操作人员必须有一定的知识,熟悉铸造机的操作人员必须有一定的知识,熟悉铸造机的才能操作上机。
否则铸造不出好的产品。
2.操作人员上岗前应经过专业培训。
3.设备按装好后多设备的电气、供水、供气及机械全部检查,没有问题准备开机
4.开机前,储油箱中油要加好。
5.启动铸造机,检查导轨与轴瓦之间的间隙,保证在0.1-0.2MM之间,间隙大小可用螺丝调整。
6.检查长度指示器,指示长度,信号发出是否正确。
7.检查钢丝绳有无破损现象,有断绳应及时调换。
8.机械部分应加好润滑油。
9.结晶器表面用干布擦净,观察是否有渗水和表面镀铬脱落现象,有问题采取措施。
10.操作时严格执行工艺操作,要保证结晶器下面不漏液,就可以铸造出好的铸锭。