连续铸造原理和连铸设备简介(PDF 28页)
- 格式:pdf
- 大小:7.61 MB
- 文档页数:28

连续铸造1 基本原理、工艺特点及应用范围1.1 连续铸造的基本过程连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
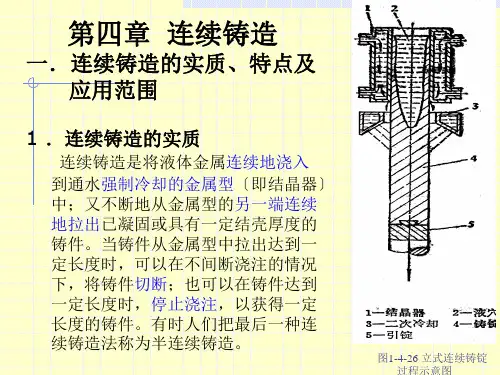
连续铸锭的工艺过程如图1所示,在结晶器的下端插入引锭,形成结晶器的底,当浇入的金属液面达一定高度后,开动拉锭装置,使铸锭随引锭下降,上面不断浇入金属,下面连续拉出铸锭。
连续铸管的工艺与此相似,只是在结晶器的中央加——内结晶器,以形成铸管的内孔。
图1 连续铸锭示意图1-浇包 2-浇口杯 3-结晶器 4-铸锭 5-引锭1.2 连续铸造的特点和应用连续铸造在国内外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。
连续铸造和普遍铸造法比较有下述优点:1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
2 连续铸铁管连续铸管目前已成为我国生产铸铁管的主要方法。
铸铁管的品种有承插管(自来水管及煤气管),法兰管(农业排灌及工业用管)薄壁管及小直管等。
各种管的形状如图2所示。
图2 连续铸造结构图a-承插管 b-法兰管 c-薄壁管 d一小直管目前国内生产的连铸管内直径由30~1200mm;一般普通压力管出厂前要进行大于15atm的水压试验。
连续铸管的方法是将铁水浇入内外结晶器之间的间隙中(间隙大小即铸管的壁厚)结晶器上下振动,从结晶器下方,下断地拉出管子。
在拉管过程中,管子通过结晶器下口时,必须有一定厚度的凝固层(图3),使能承受拉力、和内部铁水的压力,否则将会造成拉漏的现象。
上述这些工艺要求,都应由连续铸管机加以实现。
连铸机工作原理
连铸机是一种用来制造连续铸造的设备。
它的工作原理是将熔化的金属逐渐注入到连续流动的冷却铸型中,形成连续的坯料。
首先,连铸机的中间区域有一条上下移动的铸模或铸带。
当金属熔炉中的金属液状物质达到所需温度后,将被倒入连续流动的桶中。
这个桶通常是由铜质制成的,具有良好的导热性能,可以快速冷却金属。
当金属液注入桶中时,由于桶底板的连续移动,金属液也随之流动。
由于桶底板的高温和金属液的热量传导,金属逐渐凝固并形成一块连接在一起的连续坯料。
这个坯料被不断拉伸并移动到下一个工序。
在连铸机的上游位置,通常有一个气体喷嘴或其他形式的冷却设备来提供冷却效果。
这样可以确保金属坯料在移动过程中保持一定的温度和形状。
喷嘴喷出的气体可以帮助稳定金属的凝固速度,并避免出现坯料变形等问题。
连铸机的整个过程是连续进行的,能够快速高效地制造大量的金属坯料。
这些坯料可以进一步加工成所需的轧制材料或其他类型的产品。
连铸机在金属加工和制造行业中扮演着重要的角色,提高了生产效率和产品质量。
连续铸造原理和连铸设备简介连续铸造设备主要包括连铸机、送丝装置、拉拔机、冷却设备等组成。
连铸机是整个连续铸造线的核心设备,它包括浇注部分和凝固部分。
浇注部分通过浇注头将熔化金属浇注到冷却结晶器中,使得熔化金属得到成型。
凝固部分则是通过在凝固过程中对金属坯料进行冷却处理,使得金属坯料在不断移动的过程中逐渐凝固成型。
送丝装置和拉拔机是用来控制金属坯料的尺寸和形状的关键装置。
送丝装置通过控制坯料的拉丝速度和张力,使得坯料能够在凝固过程中得到适当的形状和尺寸。
拉拔机则是用来拉拔和整形坯料,从而使得金属坯料得到精确的尺寸和形状。
最后,冷却设备是用来对金属坯料进行冷却处理的设备。
通过控制冷却设备的参数,可以使得坯料在凝固过程中能够得到适当的温度和结晶结构,从而保证产品质量。
总的来说,连续铸造设备通过不断地控制和调整熔炼金属的流动和凝固过程,使得金属坯料能够在连续铸造过程中得到高质量的产品。
这种生产方式不仅提高了生产效率,降低了能耗成本,还能够获得更加均匀的产品质量,因此在金属加工行业得到了广泛的应用。
很高兴继续介绍连续铸造的相关内容。
连续铸造设备是现代工业领域中一个重要的技术装备,它广泛应用于钢铁、铝合金、铜合金等金属材料的生产中。
通过连续铸造设备,工厂可以实现高效、精确的生产过程,满足市场对于高质量金属坯料的需求。
在连续铸造的过程中,关键的一环是冷却设备。
冷却设备的设计和操作对于金属坯料的凝固过程至关重要。
凝固速率的控制能够对金属晶粒的尺寸和分布进行调节,进而对产品的力学性能和内部组织进行精确控制。
冷却设备的设计也需要考虑如何降低能耗和提高运行效率,同时保证产品质量。
一些先进的连续铸造设备还配备了智能控制系统,可以实时监测和调整坯料的凝固过程,从而提高产量和坯料质量。
与传统的间歇铸造相比,连续铸造设备具有很高的生产率和效率。
通过连续铸造,金属坯料可以实现自动化和连续化的生产过程,降低了生产周期和人工成本。

连续铸轧机的工作原理及各主要参数嘿,朋友!咱今儿来聊聊连续铸轧机这神奇的家伙,说说它的工作原理还有那些重要的参数。
先来说说这工作原理,你就把连续铸轧机想象成一个超级大厨在制作美食。
金属材料就像是大厨手里的食材,通过不断加热和挤压,就像是大厨在揉面、擀面一样,让金属从液态逐渐变成固态,而且还能变成我们想要的形状和厚度。
这个过程可不简单,就好像大厨要掌握好火候、力度和时间,才能做出美味的食物一样,连续铸轧机也得精准地控制各种条件,才能生产出优质的金属板材。
那这连续铸轧机里都有啥关键参数呢?比如说铸轧速度,这就好比跑步的速度,太快了容易摔跤,太慢了又没效率。
铸轧速度要是不合适,生产出来的金属板材质量可就没法保证啦,不是表面不光滑,就是内部有缺陷,这可不行!再说说铸轧温度,这温度可太重要啦!温度太高,金属就像化了的冰淇淋,太软不好成型;温度太低,又像冻住的冰块,根本没法加工。
所以得找到那个恰到好处的温度,就像给宝宝洗澡,水温得刚刚好,宝宝才舒服。
还有铸轧力,这就像是给金属材料施加的压力,压力小了,金属不能很好地结合在一起;压力大了,又可能把金属压坏了。
这可真得把握好分寸,就像你抱女朋友,太用力会弄疼她,太轻了又显得不贴心。
还有铸轧辊的直径和辊缝,这直径大小和辊缝宽窄就像是给金属材料准备的“模具”。
模具不合适,做出来的东西能好吗?直径太小或者辊缝太宽太窄,都会影响到最终产品的质量和尺寸。
你说这连续铸轧机是不是很神奇?它的工作原理和各个主要参数就像是一场精密的舞蹈,每个环节都得配合得恰到好处,才能跳出精彩的“金属之舞”。
咱们在使用和操作连续铸轧机的时候,可一定要把这些参数都搞清楚,拿捏到位,这样才能生产出高质量的金属产品,为咱们的工业生产添砖加瓦呀!。
连铸工艺设备连铸设备及主要工艺参数一、结晶器:结晶器是连铸设备的关键部件,它通过将冷却水冷却的金属液体,使其逐渐凝固形成连续的铸坯。
结晶器主要由结晶器壳体、结晶器底板、冷却水管等组成。
其中,结晶器壳体一般采用无缝钢管制成,具有良好的耐热性和耐腐蚀性。
二、铸坯:铸坯是由熔融的金属液体通过连铸工艺凝固而成的连续坯料,它具有一定的长度和截面形状。
铸坯的形状和尺寸可以通过调整连铸设备的结晶器壁厚、结晶器型号以及挤压辊的工作方式来控制。
三、结晶壳:结晶壳是指金属液体通过结晶器壁形成的凝固层,它的厚度可以通过调整冷却水的流量和结晶器的温度来控制。
结晶壳的形成决定了铸坯的坯壳厚度和坯壳质量,对后续的连轧和热处理工艺有着重要影响。
四、冷却水系统:冷却水系统主要是用于冷却结晶器和铸坯的工艺介质,通过调整冷却水的温度和流量,可以控制铸坯的冷却速度和坯壳的厚度。
冷却水系统包括冷却塔、冷却水管道、冷却水泵等设备。
五、振动系统:振动系统是用来防止铸坯表面的凝固层结构不均匀和铸坯内部的气孔等缺陷的产生,它利用振动的力量将铸坯表面的结晶层与金属液体不断混合,以提高铸坯的质量。
六、铸坯切割系统:铸坯切割系统是将连铸的整坯切割成所需长度的小块铸件,以便后续的加工和使用。
铸坯切割系统包括切割机、切割刀具等设备。
七、传动系统:传动系统主要是将连铸工艺设备的动力传递给各个部件,以确保连铸过程的连续和稳定。
传动系统包括电机、减速机、联轴器等设备。
八、电气控制系统:电气控制系统是连铸设备各个部件之间的信息交流和工艺参数调整的重要手段,它通过传感器、PLC控制器等设备实现对连铸过程的自动控制。
与连铸设备相关的主要工艺参数包括:1.结晶器温度:结晶器温度决定了铸坯的凝固速度和结晶壳的厚度,通常在1000℃-1500℃之间。
2. 冷却水流量:冷却水的流量决定了铸坯的冷却速度和坯壳的厚度,通常在20-100L/min之间。
3. 振动频率和振幅:振动频率和振幅的调节可以改善铸坯的结晶层结构,通常在50-150Hz和0.2-0.5mm之间。
连铸连轧工艺及设备连铸连轧全称连续铸造连续轧制(英文:Continue Casting Direct Rolling,简称CCDR),是把液态钢倒入连铸机中铸造出钢坯(称为连铸坯),然后不经冷却,在均热炉中保温一定时间后直接进入热连轧机组中轧制成型的钢铁轧制工艺。
连铸连轧巧妙地把铸造和轧制两种工艺结合起来,相比于传统的先铸造出钢坯后经加热炉加热再进行轧制的工艺具有简化工艺、改善劳动条件、增加金属收得率、节约能源、提高连铸坯质量、便于实现机械化和自动化的优点。
连铸生产工艺对连铸设备的要求如下:- 必须适合高温钢水由液态变成液固态,又变成固态的全过程。
- 必须具有高度的抗高温,抗疲劳强度的性能和足够的强度。
- 必须具有较高的制造和安装精度,易于维修和快速更换,充分冷却和良好的润滑等。
连铸流运行轨迹将连铸机分为立式连铸机、立弯式连铸机、弧形连铸机、椭圆形连铸机和水平连铸机:- 立式连铸机:此铸机坯壳冷却均匀,且不受弯曲矫直作用,故不宜产生内部和表面裂纹,有利于夹杂物上浮,但其设备高度大,操作不方便,投资费用高,设备维护及事故处理难,铸坯断面和定长及拉速受限,并且铸坯因钢水静压力大,板坯股肚变形较突出。
- 立弯式连铸机:铸机的中间包,结晶器,导辊,引锭杆沿垂线分布。
拉矫机切割机沿水平布置,浇注和冷却凝固在垂直方向上完成,完全凝固后被顶弯90°,进入弯曲段,在水平方向出坯,它的铸机高度比立式下降,运输方便,可适合较长定尺的要求,但由于增加了一次弯曲和矫直,一造成裂纹。
- 弧形连铸机:分为单点矫直弧形连铸机,多点矫直弧形连铸机,直结晶器弧形连铸机。
- 单点矫直弧形连铸机:高度比立式、立弯式低,故设备重量轻,投资费用低,安装和维修方便,钢水对铸坯的静压力小,可减少因股肚造成的内列和偏析,有利于提高拉速改善铸坯质量。
缺点是钢水凝固过程中,非金属夹杂物有向弧内聚焦的倾向,一造成铸坯内部杂物分布不均匀。
- 多点矫直弧形连铸机:优点是固液界面变形率降低铸坯带液芯矫直时,不产生内部裂纹,有利于提高拉速。
连续铸造原理和连铸设备简介引言连续铸造技术是一种重要的金属加工技术,广泛应用于钢铁、铝、镁、铜等金属的生产中。
连续铸造的工艺具有高效、节能、材料利用率高等优点,被广泛应用于钢铁、铝、镁等行业中。
本文将对连续铸造技术的原理和设备进行简要介绍。
连续铸造原理连续铸造是一种通过连续供料、连续浇注和连续凝固的工艺,实现金属材料连续成型的方法。
连续铸造的原理可以概括为以下几个步骤:1.料槽和供料:连续铸造设备中的料槽用于储存金属熔体,通过供料系统将熔体连续地供给到浇注系统中。
2.连续浇注:在连续铸造设备中,浇注是一个关键步骤。
通过浇注系统,金属熔体被连续地注入到连续铸造模具中。
模具可以是直连铸模、弯铸模或者弯腰铸模等不同类型,根据需要可以选择相应的模具。
3.连续凝固:铸造过程中,金属熔体在模具中逐渐冷却凝固,形成连续的坯料。
连续凝固是整个连续铸造过程中最关键的环节之一,它直接影响到最终产品的结构和性能。
4.坯料切割:连续凝固后的金属坯料需要经过切割设备进行切割,得到所需的最终产品。
切割的方式可以有气割、火割、机械切割等多种方式。
连铸设备简介连铸设备是实现连续铸造工艺的关键设备,根据不同的金属材料和工艺要求,连铸设备可以有多种类型。
下面将对常见的连铸设备进行简要介绍:1.连铸机:连铸机是一种用于实现钢铁、铝、铜等材料连续铸造的关键设备。
连铸机主要由料槽、浇注系统、连续凝固系统、控制系统等部分组成。
根据金属材料的不同,连铸机还可以分为脱模连铸机、直铸连铸机等不同种类。
2.连续铝型材连铸设备:连续铝型材连铸设备是一种专门用于铝型材生产的设备。
它通过连续供料和连续浇注,将铝熔体连续地注入到铸模中,经过连续凝固和切割后得到所需的铝型材产品。
3.连续铸造机组:连续铸造机组是一种用于实现多金属连续铸造的设备。
它可以实现不同金属的连续铸造,如钢铁、铝、镁等材料的连续铸造。
连续铸造机组通常包括连续供料系统、浇注系统、凝固系统、切割系统和控制系统等部分。
连铸铸造原理连铸铸造原理是一种现代金属铸造工艺,它通过连续铸造的方式将熔融金属直接注入连铸机中,经过冷却和凝固后,得到所需形状和尺寸的金属坯料。
连铸铸造原理的实现依赖于多种技术和设备,包括连铸机、结晶器、冷却系统和浇注系统等。
下面将从铸造过程、设备原理和优点等方面介绍连铸铸造原理。
连铸铸造的整个过程可以分为几个步骤:熔炼和净化、浇注和冷却、结晶器和坯料的形成。
在熔炼和净化阶段,金属材料被加热到熔点以上,并通过一系列的处理方法去除杂质和气体,以提高金属的纯度和质量。
在浇注和冷却阶段,熔融金属被注入连铸机的浇注系统中,通过一系列的冷却措施,使金属迅速凝固成坯料。
在结晶器和坯料形成阶段,通过一系列的结晶器和冷却系统,使金属坯料在连铸机内逐渐形成并冷却。
连铸铸造原理的实现离不开各种设备的配合。
连铸机是实现连铸铸造的核心设备,它包括浇注系统、结晶器、坯料切割系统等。
浇注系统用于将熔融金属注入连铸机内,结晶器则用于控制金属凝固的速度和结晶方式,从而得到所需的金属坯料。
坯料切割系统用于将连续铸造得到的金属坯料切割成所需的长度。
此外,冷却系统用于控制金属的冷却速度,以确保坯料的质量和性能。
连铸铸造原理相比传统的铸造方法具有许多优点。
首先,连铸铸造可以实现大规模、高效率的生产,可以连续铸造大量的金属坯料。
其次,连铸铸造的产品尺寸和形状可以根据需求进行调整,具有较高的灵活性。
此外,连铸铸造可以通过控制金属的冷却速度和结晶方式,改善金属的组织和性能,提高产品的质量。
最后,连铸铸造还可以减少金属材料的浪费,提高资源利用率。
连铸铸造原理是一种现代金属铸造工艺,通过连续铸造的方式将熔融金属直接注入连铸机中,经过冷却和凝固后,得到所需形状和尺寸的金属坯料。
连铸铸造原理的实现依赖于多种技术和设备,包括连铸机、结晶器、冷却系统和浇注系统等。
连铸铸造具有高效率、灵活性和产品质量优良等优点,是现代工业生产中重要的一种铸造方法。
随着科技的进步和工艺的不断改进,连铸铸造原理将在未来的金属铸造领域发挥更加重要的作用。
连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸造的优点连续铸造在国内外已经被广泛采用,如连续铸锭(钢或有色金属锭),连续铸管等。
连续铸造和普通铸造比较有下述优点:[1]1、由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;2、连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;3、简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;4、连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
利用贯通的结晶器在一端连续地浇入液态金属,从另一端连续地拔出成型材料的铸造方法。
结晶器一般用导热性较好,具有一定强度的材料,如铜、铸铁、石墨等制成,壁中空,空隙中间通冷却水以增强其冷却作用。
铸出的成型材料有方形、长方形、圆形、平板型、管形或各种异形截面。
连续铸造方法的设想是英国人H.贝塞麦于1857年提出的,在当时的技术条件下未能实际应用,直到20世纪30年代,这种方法才成功地用于铜、铝合金的铸造。
到50年代,连续铸造在各国的钢厂正式用于铸钢。
根据铸造出的成型材料不同,连续铸造有铸锭、铸管、铸板等。
图1为连续铸钢锭示意图,有水平式、垂直式和圆弧式 3种。
结晶器在钢水包下部,钢水通过结晶器被连续地拉出成锭,表面固化的锭材在结晶器下面受到喷射水的二次冷却而完全凝固。
当锭料被拉至一定长度时,由切割机切断成段料,供进一步加工使用。
为了缩小锭材中的柱状晶区域,以便减少锭材轴心区的成分偏析和非金属夹杂,可在结晶器下部装一电磁装置。
70年代出现一种电磁结晶器,即利用成形的电磁场代替结晶器围住液态金属,铸锭在结晶器下部被水强烈冷却。
另外还有一种离心连续铸造方法,工作时结晶图2为铁管连续铸造。
铸造机上安有内、外结晶器。