几种典型的焊接方法的简单比较
- 格式:pdf
- 大小:107.11 KB
- 文档页数:1

家庭银焊接的方法
家庭银焊接的方法可以分为以下几种常用的方法:
1. 火焰焊接法:使用火焰将银焊条、银焊丝加热到熔化状态,使其与被焊接的银件表面接触并冷却凝固,从而实现银件的连接。
这是一种比较简单常见的焊接方法,操作相对较容易,但需要掌握好火焰的温度和焊接时间,避免过度烧伤银件。
2. 电弧焊接法:使用电焊机产生弧光和高温,将银焊丝熔化并连接被焊银件。
这种方法需要掌握好电焊机的使用技巧,并保持焊接时的稳定性,以确保银焊丝的均匀熔化和完美连接。
3. 氩弧焊接法:使用氩气作为惰性气体,通过氩弧焊机产生的弧光和高温将银焊丝和被焊接的银件进行熔化和连接。
这种方法操作相对较复杂,需要具备一定的技术和设备要求,但可以得到较好的焊接效果。
无论使用哪种焊接方法,家庭银焊接时需要注意以下几点:
1. 清洁焊接表面:将被焊接的银件表面进行清洁,确保无油污、氧化物等杂质,以便实现良好的焊接效果。
2. 控制焊接温度和时间:根据银焊丝的特性和所需连接的银件材质,合理控制
焊接温度和焊接时间,避免过度烧伤或不牢固焊接。
3. 使用适当的焊接辅助工具:根据所使用的焊接方法,合理使用焊接辅助工具,如焊接夹具、焊接架等,以提高工作效率和焊接质量。
4. 安全注意事项:在家庭银焊接过程中,要注意个人安全。
穿戴好防护设备,保持焊接环境通风良好,避免烫伤或吸入有害气体。
另外,如果不具备焊接技术或设备,建议寻找专业的银饰修复店或工坊进行修复或连接。
电焊常用焊接方法
电焊是一种重要的焊接方法,它是通过电弧的热量使工件表面熔化并相互融合的过程。
在实际生产中,电焊常用的焊接方法主要有以下几种:
1.手工电弧焊接:手工电弧焊接是一种传统的焊接方法,广泛应用于各种行业中。
它的操作简单,成本低,适用于小型和单件生产。
2.气体保护焊接:气体保护焊接包括TIG焊、MIG焊、MAG焊等,是目前应用最广泛、技术最为成熟的焊接技术之一。
它具有焊缝质量高、焊接速度快、氧化物含量低等优点,适用于高质量、高速度的焊接工作。
3.电渣焊接:电渣焊接是一种主要用于焊接重型机械和结构件的焊接方法。
它的焊接质量和强度较高,但焊接速度较慢。
4.激光焊接:激光焊接是一种高新技术,它具有焊缝小、焊接速度快、热影响区小等优点。
它适用于高精度、高速度、复杂形状的焊接。
以上是电焊常用的几种焊接方法,每种焊接方法都有自己的特点和适用范围,根据具体的工件和焊接要求选择合适的焊接方法非常重要。
- 1 -。
最简单的铝焊接方法
铝焊接是将铝材通过加热与填充材料相融合的过程,常用于制造航空航天器、汽车、铁路、集装箱等行业。
以下是最简单的铝焊接方法:
1. 气焊接法:
气焊接法简单易行,适用于一些较薄的铝件,但需要相应的设备和技术。
首先,选用合适的焊条和焊丝,加热铝件至焊接温度,一般为625C~675C,并用焊条进行熔化。
然后,加热焊丝并迅速倾倒在焊接缝处,利用气焊火焰将其熔化,形成焊缝。
2. TIG焊接法:
TIG焊接法适用于较厚的铝件及对焊缝质量要求较高的场合。
焊接前,将铝件表面清洁并处理至无油污、氧化物等杂质。
然后,利用TIG焊机、氩气保护及足够电流进行铝焊接。
TIG焊电弧稳定,焊缝质量好,并且易于控制焊接过程,所需技术要求较高。
3. MIG/MAG焊接法:
MIG/MAG焊接法主要用于厚板焊接,适用于大面积的焊接、批量生产等情况。
焊接时,通过送丝机将焊丝送入焊接区域,同时通过喷嘴喷出保护气体。
焊电弧在保护气体的作用下稳定燃烧,焊丝熔化后与铝件相融合形成焊缝。
4. 电阻焊接法:
电阻焊接是将两块铝件放在电极之间,并施加高电流通过电阻加热,使铝件表面熔化形成焊缝。
电阻焊接法适用于一些特殊的焊接项目,焊接速度快,焊接质量较高。
总结来说,气焊接法、TIG焊接法、MIG/MAG焊接法及电阻焊接法是最简单的铝焊接方法。
气焊接法适用于较薄铝件,TIG焊接法适用于较厚铝件,而MIG/MAG焊接法适用于大面积、批量生产等情况。
电阻焊接法适用于特殊的焊接项目。
需要根据具体焊接要求和可用设备,选择适合的焊接方法。
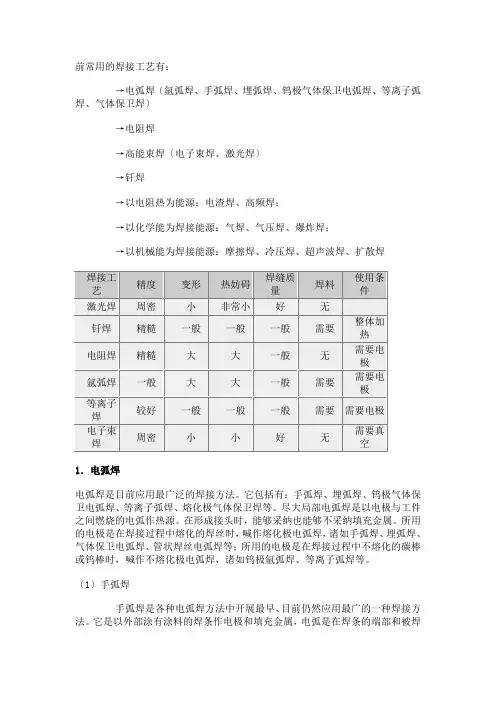
前常用的焊接工艺有:→电弧焊〔氩弧焊、手弧焊、埋弧焊、钨极气体保卫电弧焊、等离子弧焊、气体保卫焊〕→电阻焊→高能束焊〔电子束焊、激光焊〕→钎焊→以电阻热为能源:电渣焊、高频焊;→以化学能为焊接能源:气焊、气压焊、爆炸焊;→以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊1.电弧焊电弧焊是目前应用最广泛的焊接方法。
它包括有:手弧焊、埋弧焊、钨极气体保卫电弧焊、等离子弧焊、熔化极气体保卫焊等。
尽大局部电弧焊是以电极与工件之间燃烧的电弧作热源。
在形成接头时,能够采纳也能够不采纳填充金属。
所用的电极是在焊接过程中熔化的焊丝时,喊作熔化极电弧焊,诸如手弧焊、埋弧焊、气体保卫电弧焊、管状焊丝电弧焊等;所用的电极是在焊接过程中不熔化的碳棒或钨棒时,喊作不熔化极电弧焊,诸如钨极氩弧焊、等离子弧焊等。
〔1〕手弧焊手弧焊是各种电弧焊方法中开展最早、目前仍然应用最广的一种焊接方法。
它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件外表之间燃烧。
涂料在电弧热作用下一方面能够产生气体以保卫电弧,另一方面能够产生熔渣覆盖在熔池表面,防止熔化金属与四周气体的相互作用。
熔渣的更重要作用是与熔化金属产生物理化学反响或添加合金元素,改善焊缝金属性能。
手弧焊设备简单、轻便,操作灵活。
能够应用于维修及装配中的短缝的焊接,特殊是能够用于难以到达的部位的焊接。
手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
〔2〕埋弧焊埋弧焊是以连续送时的焊丝作为电极和填充金属。
焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。
在电弧热的作用下,上局部焊剂熔化熔渣并与液态金属发生冶金反响。
熔渣浮在金属熔池的外表,一方面能够保卫焊缝金属,防止空气的污染,并与熔化金属产生物理化学反响,改善焊缝金属的万分及性能;另一方面还能够使焊缝金属缓慢泠却。
埋弧焊能够采纳较大的焊接电流。
电子电工的焊接的工艺
电子电工的焊接工艺常用的有以下几种:
1. 手工焊接:这种焊接方法比较简单,可以用手持焊枪进行。
但是需要有一定的技巧和操作经验,不能进行大规模的生产。
2. 波峰焊接:波峰焊接是一种可以批量生产的焊接方法。
该方法是通过将焊接板放在一个流动的锡池上,然后通过波峰塑料定量的将锡焊接到焊接板上,从而实现大规模的焊接。
3. 热风焊接:热风焊接是一种适用于细小板子的方法。
热风焊枪烘烤桥接塑料板子和金属涂层在一起。
这种方法要求操作者经验丰富,否则会让材料过度熔化。
4. 多头焊接:多头焊接可以同时焊接多个接头,从而提高生产效率。
但是,该方法需要购买专门的多头焊接设备,成本比较高。
总而言之,选择何种焊接方法应根据具体的需求和技术要求来进行选择。
建筑施工现场常用的焊接方法在建筑施工现场,焊接是个极其重要的环节。
你可能会想,焊接不就是把两块金属拼在一起吗?这还不简单?可别小看这项技术,焊接可不是三言两语就能说清楚的,咱们今天就来聊聊那些常见的焊接方法,看看它们在工地上的“绝活”。
1. 气体保护焊(GMAW)1.1 什么是气体保护焊?首先,咱们得了解气体保护焊。
它可不是那种吃饭时要用的护身符,而是利用惰性气体来保护焊缝不受空气影响的焊接方式。
想象一下,工人在高空作业,焊接的时候周围一片“烟雾弥漫”,这样可就容易产生缺陷了。
所以,气体保护焊就像是为金属披上了一层隐形斗篷,保护它免受外界的伤害,真是个聪明的主儿。
1.2 优缺点说到优点,这种焊接方式速度快、焊缝质量高,真是让人心动。
不过,缺点也是有的,设备价格稍微贵些,操作时对焊工的技术要求也挺高的。
这就好比,想要上天入地,得先把本事练好才行。
2. 电弧焊(SMAW)2.1 电弧焊简介接下来,我们聊聊电弧焊。
这种焊接方法就像是古老的魔法,利用电弧的高温将金属熔化,形成焊缝。
简单来说,就是把电流变成了“火焰”,瞬间把金属连成一体。
听起来是不是有点科幻?在工地上,电弧焊可是个老伙计,常常被焊工们称作“黑匠”,可见它的地位。
2.2 适用范围电弧焊适用范围广,钢铁、铝合金、甚至不锈钢都能搞定。
这就像你在厨房里,无论是煎、炒、烹、炸,样样都能来。
但要是有点风,焊接时就容易受干扰,焊工可得小心点,不然可就要“掉链子”了。
3. TIG焊(GTAW)3.1 TIG焊的魅力然后咱们得提一提TIG焊。
这是一种比较“讲究”的焊接方式,焊工手里握着个焊枪,焊接的同时还得用另一只手加料。
想想看,简直就像是一场舞蹈表演,既要灵活又要精准。
TIG焊的焊缝美观,熔池控制得当,真是工艺中的“艺术品”。
3.2 适用性与限制这种方法特别适合薄金属的焊接,尤其在航空航天和食品加工行业里,TIG焊可是绝对的“明星”。
不过,TIG焊也有它的短板,焊接速度慢,效率相对较低,有时候就像在做工艺品,得耐心点。
焊接电路板方法(一)焊接电路板的方法概述焊接电路板是电子制造中常见的工艺,通过将各个电子元器件连接到电路板上,实现电路的功能。
下面列举了几种常用的焊接电路板的方法。
方法一:手工焊接手工焊接是最常见的焊接电路板的方法。
它需要使用焊锡丝和焊接设备,通过手工将元器件逐个焊接到电路板上。
这种方法操作简单,适用于小规模的电子制造。
但是,手工焊接需要一定的技术要求和经验,并且工作效率较低。
方法二:波峰焊接波峰焊接是一种自动化的焊接方法。
它使用波峰焊接机,将电路板在焊接槽中通过波浪状的熔融焊料进行焊接。
这种方法可以同时焊接多个电子元器件,工作效率较高,适用于大规模的电子制造。
但是波峰焊接机设备较昂贵,并且需要专门的操作技术。
方法三:表面贴装焊接表面贴装焊接是一种现代化的焊接方法。
它将电子元器件直接焊接在电路板的表面,而不是通过插针的形式连接。
这种方法减小了电路板的体积,提高了电路的工作频率,适用于高频、高密度的电子制造。
但是,表面贴装焊接需要特殊的设备和工艺,并且对焊接技术要求较高。
方法四:热板压焊接热板压焊接是一种特殊的焊接方法,适用于焊接大型电路板或封装较大的元器件。
它通过加热电路板和焊锡垫层,使用压力将元器件与电路板连接在一起。
这种方法可以提高焊接的可靠性和均匀性,但是设备较昂贵,且对电路板和元器件的热稳定性要求较高。
方法五:无铅焊接无铅焊接是为了减少对环境的污染和提高焊接质量而提出的一种焊接方法。
它使用无铅焊料替代传统的铅锡焊料,减小了焊接过程中的有害气体和废物的排放。
无铅焊接要求焊接设备和工艺做出一定的改进,且焊接温度较高,对电路板和元器件的热稳定性要求较高。
结论以上介绍了几种常见的焊接电路板的方法,每种方法都有其适用的场景和优缺点。
在选择焊接方法时,需要根据电子制造的规模、电路板的要求和质量要求等因素综合考虑,以达到最佳的焊接效果。
优缺点比较下面是对以上提到的焊接电路板的方法进行优缺点比较。
手工焊接•优点:–操作简单,无需额外设备。
塑料焊接加工几种方法塑料焊接是一种常用的工业加工方法,主要用于将塑料材料进行连接或修复。
塑料焊接的方法有很多种,下面将介绍其中常见的几种方法。
1.热风焊接:热风焊接是一种常用的塑料焊接方法,通过利用加热空气或气体使塑料材料的接触面加热到熔点,然后将两个接触面连接在一起。
热风焊接主要适用于热塑性塑料,如聚乙烯、聚丙烯等。
它的优点是操作简单、效率高,适用面广。
2.超声波焊接:超声波焊接是利用高频振动产生的机械热能来将塑料材料加热到熔点,然后通过施加一定的压力将两个接触面连接在一起。
超声波焊接主要适用于热融塑料材料,如聚氯乙烯、聚苯乙烯等。
它的优点是焊接速度快、连接强度高,适用于大批量生产。
3.摩擦搅拌焊接:摩擦搅拌焊接是将两块塑料材料在高速旋转的钳头下进行摩擦热加工,通过热塑性变形将两个接触面连接在一起。
摩擦搅拌焊接主要适用于热融塑料材料,如聚氯乙烯、聚丙烯等。
它的优点是焊接过程无需加热,不会产生烟尘和有害气体,适用于高强度要求的连接。
4.热板焊接:热板焊接是将两个塑料材料的接触面先加热到一定温度,然后用一定的压力将两个接触面连接在一起。
热板焊接主要适用于热融塑料材料,如聚氯乙烯、聚丙烯等。
它的优点是适用于大件产品和较大厚度的板材焊接,连接质量好、结构稳定。
5.振动摩擦焊接:振动摩擦焊接是将两个塑料材料的接触面进行振动摩擦加热,并施加一定的压力将两个接触面连接在一起。
振动摩擦焊接主要适用于热融塑料材料,如聚氯乙烯、聚苯乙烯等。
它的优点是焊接速度快、接头质量高,适用于大批量生产。
6.溶剂溶解焊接:溶剂溶解焊接是将含有溶剂的溶剂胶液涂在塑料材料的接触面上,利用溶剂的溶解作用,在加压下将两个接触面连接在一起。
溶剂溶解焊接主要适用于透明塑料,如聚碳酸酯、聚酯等。
它的优点是焊接无需加热、操作简单,适用于精密仪器的焊接。
以上是常见的几种塑料焊接方法,每种方法都有其适用范围和优势。
在实际应用中,根据塑料材料的种类和具体需求选择合适的焊接方法,可以提高焊接质量和生产效率。
电焊方法有哪些几种焊接方法对比焊接技术分类电焊方法有哪些?几种焊接方法对比及焊接技术分类焊接是一种常见的金属连接方法,它通过熔化金属材料,使被连接的工件永久性地联结在一起。
电焊是焊接的一种常见方法,通过应用电能生成高温来熔化金属,完成焊接过程。
本文将介绍几种常见的电焊方法,并对其进行对比,并对电焊技术进行分类。
一、手工电弧焊接手工电弧焊接是最常见和广泛应用的电焊方法之一。
这种焊接方法使用电弧来熔化工件表面和焊条的金属,形成熔池,通过熔池凝固后形成的焊缝来连接工件。
手工电弧焊接具有简单易用、成本低廉、适用于各种材料和厚度的优点,但是焊接质量受操作人员技术水平的影响。
二、氩弧焊接氩弧焊接是一种常见的保护气体焊接方法,被广泛应用于高质量焊接和特殊材料的焊接。
氩气作为保护气体,可以在焊接过程中排除空气,防止氧化和其他污染物的侵入,提高焊接质量。
氩弧焊接适用于不同材料的连接,如不锈钢、铝合金等。
三、埋弧焊接埋弧焊接是一种高效率的焊接方法,采用熔化焊丝和短弧形成的焊接过程。
这种焊接方法适用于大型结构件的焊接,具有焊接速度快、熔深大的特点,广泛应用于桥梁、油罐等工程项目。
四、气体保护焊接气体保护焊接是利用惰性气体或活性气体来保护焊接区域,避免气体和杂质的侵入,提高焊接质量的焊接方法。
这种焊接方法包括氩弧焊、氮气焊和二氧化碳焊等。
气体保护焊接适用于焊接薄板和高质量焊接,但是设备复杂,成本较高。
除了以上几种电焊方法,还有许多其他特殊的电焊方法,如激光焊接、电子束焊接和摩擦焊接等。
这些特殊的焊接方法在特定领域具有独特的优势,但是设备和操作要求通常较高,成本也较高。
根据焊接的实际应用和特点,电焊技术也可以进行分类。
常见的电焊技术分类包括以下几种:1. 手工焊接技术:手工电弧焊接是手工焊接技术的主要方法之一。
它要求焊工技术熟练,能够控制电弧的稳定性和焊接质量。
2. 半自动焊接技术:半自动焊接技术主要应用于批量生产和焊接速度较快的情况。
各种焊接方法介绍焊接是通过加热和加压将两个或多个工件的接触面加热至熔化状态,使其混合并冷却以形成连接的过程。
焊接被广泛应用于制造业,特别是在金属制造和建筑行业。
下面将介绍一些常见的焊接方法:1.电弧焊接:电弧焊接是通过电流产生的弧光来加热和熔化工件,然后形成焊缝。
常见的电弧焊接方法包括手工电弧焊、气体保护电弧焊和碳弧气焊。
电弧焊接适用于钢铁、不锈钢和铝等金属材料的连接。
2.气体焊接:气体焊接使用燃气燃烧生成的火焰来加热工件,使其熔化并形成焊缝。
常见的气体焊接方法包括乙炔焊接、氢焊接和甲烷焊接。
气体焊接适用于多种金属材料,如钢铁、铜和铝等。
3.熔覆焊接:熔覆焊接是将一种或多种金属材料熔化并喷射到工件表面,形成附着层以提高工件的抗磨损和耐腐蚀性能。
常见的熔覆焊接方法包括喷焊、喷粉焊接和喷丸焊接。
熔覆焊接广泛应用于航空航天、能源和汽车工业等领域。
4.摩擦焊接:摩擦焊接是通过相对运动产生的热量将材料加热至熔化状态,形成焊接接头。
常见的摩擦焊接方法包括摩擦搅拌焊接、摩擦串焊和摩擦摩擦抓焊。
摩擦焊接适用于铝合金、钛合金和镁合金等难焊材料的连接。
5.激光焊接:激光焊接是利用激光束的高能量密度将材料加热至熔化状态,形成焊接接头。
激光焊接具有高精度、高速度和无接触等优点,广泛应用于微电子、航空和电子行业。
6.点焊:点焊是通过施加电流和压力将材料加热至熔化状态,然后形成焊点连接。
点焊适用于金属薄板的连接,常见于汽车制造和电子行业。
7.水下焊接:水下焊接是在水下环境中进行的焊接,主要用于海洋工程和船舶修理等领域。
水下焊接常通过深海潜水员或水下焊接机器人进行。
总结起来,焊接是将材料通过热加工的方法连接在一起的过程。
不同的焊接方法适用于不同类型的材料和应用领域。
随着技术的不断发展,新的焊接方法也在不断涌现,为制造业和建筑行业带来了许多创新和便利。
几种典型的焊接方法的简单比较焊接是一种常见的金属连接方法,常用于制造、建筑和维修领域。
下面是几种典型的焊接方法的简单比较。
1.电弧焊电弧焊是最常见的焊接方法之一,使用电弧产生的高温将金属件加热至熔点,并且利用填充材料填充接头。
电弧焊具有成本低、适用于多种金属和厚度以及可在户外环境进行的优点。
然而,该方法需要高技能水平,并且可能产生较多烟尘和粉尘。
2.氩弧焊氩弧焊是一种保护气体焊接方法,使用惰性气体(如氩气)来保护熔池和电极。
该方法适用于大多数金属,并且可以产生高质量的焊接接头。
然而,氩气和设备的成本较高,并且需要训练有素的焊工操作。
3.气体焊气体焊是一种使用火焰燃烧气体加热金属并使用填充材料连接的焊接方法。
常用的气体焊包括乙炔氧焊和氢氧焊。
气体焊成本低,适用于室外和不适合使用电力的环境。
然而,该方法需要熟练的操作员,并且可能产生较多废气和烟尘。
4.摩擦焊摩擦焊是一种利用瑞利摩擦热原理将金属加热至塑性状态并通过压力连接的焊接方法。
该方法适用于各种金属材料,并且可以在高温情况下进行焊接,而无需填充材料或保护气体。
摩擦焊可以快速且高效地完成,并且产生无缝焊接,但是设备的成本较高,并且需要较高的技能水平。
5.熔覆焊熔覆焊是一种通过将金属粉末或线展开并熔化在基础金属上形成涂层的焊接方法。
该方法可以改善基础金属的性能,如硬度、耐磨性和耐腐蚀性。
熔覆焊适用于修复或加固金属零件,并且可以应用于大型结构。
然而,熔覆焊的设备成本较高,并且需要熟练的操作员来确保质量。
综上所述,不同的焊接方法适用于不同的需求和情况。
选择适当的焊接方法需要考虑材料类型、焊接成本、质量要求以及操作员的技能水平。
哪一种焊接方法最简单引言焊接是一种常见的金属连接方法,它在制造和修理活动中起着重要作用。
无论是在家庭使用还是在工业生产中,我们都可能需要进行焊接操作。
然而,不同的焊接方法有不同的难度和复杂性,那么哪一种焊接方法最简单呢?本文将探讨几种常见的焊接方法,并分析它们的简易程度。
电弧焊接电弧焊接是一种最常见且简单的焊接方法之一。
它使用电弧将金属材料熔化并连接在一起。
这种焊接方法所需设备简单且价格较低,因此适用于日常家庭维修和创造。
只需一台电焊机和电焊杆,便可进行电弧焊接。
此外,电弧焊接的学习曲线相对较低,初学者可以很快学会基本技巧并开始实践。
然而,电弧焊接需要保护人们的眼睛和皮肤,以免受到电弧光和火花的伤害。
气焊气焊是另一种常见且相对简单的焊接方法。
它使用可燃气体(如乙炔)和氧气的混合物来产生高温火焰,从而熔化金属并进行焊接。
与电弧焊接相比,气焊所需的设备相对而言较多,例如气罐、氧气压力调节器和切割喷枪。
然而,一旦设备准备就绪,使用气焊技术进行焊接会相对简单。
气焊还具有割断金属的能力,因此在切割金属时也很常见。
不过,与电弧焊接一样,正确的安全措施是必不可少的。
点焊点焊是一种适用于薄金属材料的简单焊接方法。
它主要用于金属板和金属丝之间的连接。
点焊是通过焊接电流通过工件上的电极而产生局部加热来实现的。
这种焊接方法与电弧焊接和气焊有所不同,因为它不会熔化整个金属材料,而是只在焊接点处产生瞬间高温。
点焊所需设备较为简单,包括点焊机和电极。
由于点焊操作相对简单,因此在汽车制造和家电制造等行业中广泛使用。
激光焊接相比之下,激光焊接是一种具有更高技术要求的焊接方法。
它利用高能量激光束来加热和熔化金属,从而实现焊接。
激光焊接通常需要复杂的设备和专业知识,因此不太适合普通用户。
然而,由于其高精度和高效率的特点,激光焊接在高端制造业中被广泛应用,例如航空航天和医疗设备制造领域。
结论综上所述,根据焊接方法的不同,其简易程度也会有所不同。
各种焊接方法的特点及适用范围焊接方法电阻焊电阻焊是一种焊接方法,具有生产率高、焊接变形小、劳动条件好、不需另加焊接材料、操作简便、易实现机械化等优点。
然而,设备一般较熔焊复杂,耗电量大,适用的接头形式与可焊工件厚度(或断面)受到限制。
点焊适用于4mm以下的薄道具、管子、钢筋、板、冲压结构及线材,钎焊不适于一般钢结构和重载、动载机件的焊接,主要用于制造精密仪表、电气零部件、异种金属构件以及复杂薄板结构,如夹层构件、蜂窝结构等。
对焊的接头一般是等截面的,特殊情况下也可以是不等截面的,但需要至少有一个工件为原形或管状。
冷却风扇电机壳体和轴摩擦焊冷却风扇电机壳体和轴摩擦焊是一种焊接方法,具有焊接操作简单、不需焊接材料、容易实现自动控制、生产率高、设备简单、电能消耗少等优点。
在摩擦焊过程中,工件接触表面的氧化膜与杂质被清除,使得接头组织致密,不易产生气孔、夹渣等缺陷,接头质量好而且稳定。
可焊接的金属范围较广,不仅可焊同种金属,也可焊接异种金属。
电渣焊电渣焊是一种焊接方法,具有完成接缝的速度快、无角变形、边角形变被限制在3mm/m焊缝、形成高质量的焊缝、简单的接头准备、通过切割所有焊缝和重复焊接可方便地进行大型的修理等优点。
主要用于大厚度、大截面的结构,不仅可焊碳钢、合金钢,也能焊铸铁以及铜铝等有色金属,特别适于焊一些曲面、圆筒型结构部件。
改写后的文章:电阻焊、冷却风扇电机壳体和轴摩擦焊、电渣焊都是常见的焊接方法。
电阻焊具有生产率高、焊接变形小、劳动条件好、不需另加焊接材料、操作简便、易实现机械化等优点,但设备较熔焊复杂,耗电量大,适用的接头形式与可焊工件厚度(或断面)受到限制。
冷却风扇电机壳体和轴摩擦焊具有焊接操作简单、不需焊接材料、容易实现自动控制、生产率高、设备简单、电能消耗少等优点,可焊接的金属范围较广。
电渣焊具有完成接缝的速度快、无角变形、边角形变被限制在3mm/m焊缝、形成高质量的焊缝、简单的接头准备等优点,主要用于大厚度、大截面的结构,可焊接碳钢、合金钢、铸铁以及铜铝等有色金属。
几种典型的焊接方法的简单比较
焊接方法
焊
接
材
料
焊
接
电
源
电源
接法
应用范
围
主要
特点
自动
化程
度
调节
方式
主要
过度
形式
典型
焊直
径材
典型
焊材
牌号
焊接
电流
范围
焊接
电压
范围
焊接
气体
流量
范围
焊接
速度
范围
保
护
方
式
表
面
成
型
情
况
焊
接
位
置 酸性
交直
流
交直
流
E4303
焊条电
弧
焊 碱性直流直流
反接
碳钢、合
金钢
方便、
灵活
手工
焊工
自身
附壁
过渡
Ø3.2
E5015
100~13
0A
22~26
V
暂无
6~10
cm/m
in
气
渣
联
合
保
护
美
观
全
位
置
焊
电弧
自身
调节
埋弧焊
焊
丝、
焊剂
交直
流
交流
碳钢、低
合金钢、
不锈钢
等有色
金属
焊接深
度大、
热输入
量大、
相对效
率高
半自
动电压
反馈
自动
调节
滴状
过渡
Ø5
H08Mn
A
700~95
0A
34~42
V
暂无
60~1
50m/
h
气
渣
联
合
保
护
美
观
平
焊
CO2气
体保护焊 焊丝直流
直流
反接
低碳钢
及某些
低合金
结构钢
焊接方
便、无
需脱
渣、效
率高
全自
动、
半自
动
焊工
自身
短路
过
渡、
颗粒
过渡
Ø0.8
H08Mn
2SiA
60~180
A
18~23
V
8~15
L/mi
n
0~25
cm/m
in
气
体
保
护
成
型
不
美
观
全
位
置
焊
MAG 气
体保护焊 焊丝直流
直流
反接
碳钢、低
合金钢、
不锈钢
等高合
金钢及
高强钢
焊接方
便、效
率高、
焊道缺
陷少
全自
动、
半自
动
焊工
自身
短路
过
渡、
颗粒
过
渡、
亚射
流过
渡、
射流
过渡
Ø0.8
H11Mn
2SiA
60~200
A
18~24
V
35~4
5L/m
in
0~25
cm/m
in
气
体
保
护
成
型
不
美
观
全
位
置
焊
MIG 气
体保护焊 焊丝直流
直流
反接
不锈钢
等高合
金钢及
高强钢
等有色
金属
焊接速
度快、
效率
高、焊
道缺陷
少
全自
动、
半自
动
焊工
自身
喷射
过渡
Ø0.8
H11Mn
SiA
60~200
A
18~24
V
30~6
5L/m
in
0~25
cm/m
in
气
体
保
护
成
型
不
美
观
全
位
置
焊
船舶工程系081121班 钱长生。