拨叉机械加工工艺过程卡片
- 格式:doc
- 大小:525.50 KB
- 文档页数:11


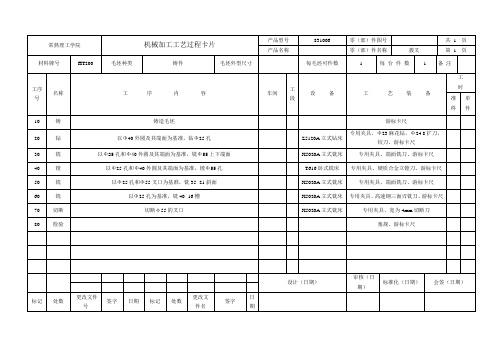
拨叉831008机械制造加工工艺卡编制人员 XXXX指导老师 X X学院 XXXXX学院学校 XXXX大学XX学机械加工工艺过程卡片产品名称及型号零件名称拨叉零件图号材料名称灰铸铁毛坯种类铸件零件质量Kg毛量第 1 页编号HT200 尺寸净重1kg 共 1 页性能≤200 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min夹具刀具量具单件准备--终结Ⅰ粗铣、半精铣φ20端面、φ42端面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅱ粗铣、半精铣φ20底面、φ42底面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅲ钻、扩两孔φ11机加工Z3025 专用夹具麻花钻内径百分表IT7Ⅳ半精镗孔φ28机加工T611 专用夹具镗刀块内径百分表IT11Ⅴ拉键槽机加工L6120 专用夹具键槽拉刀游标卡尺IT7 Ⅵ切断机加工X52K 专用夹具锯片铣刀游标卡尺IT12 Ⅶ去毛刺Ⅷ终检更改内容编制鲁亚迪抄写核对审核批准XX XX大学机械加工工序卡片产品名称及型号零件名称零件图号第 1 页拨叉共 8 页车间工序名称工序号材料牌号机加工ⅠHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42端面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42端面X52K 900 113.04 0.8 0.2 1 0.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 2 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅡHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42底面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42底面X52K 900 113.04 0.8 0.2 10.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 3 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅢHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液摇臂钻床Z3025夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻孔Φ10 Z3025 800 25 5 0.2 1 0.192 扩孔Φ11 Z3025 800 25 0.5 0.8 1 0.05更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 4 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅣHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液镗床T611夹具名称夹具编号单件时间min准备—终结时间/min通用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 半精镗孔Φ28 T611 560 49 1.6 0.3 1 0.1更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 5 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅤHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 拉键槽3×2 L6120 500 4.7 2 0.15 1 0.41更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 6 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅥHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 两件切开X52K 900 56 9 0.1 1 0.57 更改内容机械加工工艺过程卡片产品名称及型号零件名称零件图号第 7 页拨叉共 8页车间工序名称工序号材料牌号去毛刺ⅦHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 去毛刺更改内容编制鲁亚迪抄写核对审核批准实用文档机械加工工艺过程卡片产品名称及型号零件名称零件图号第 8 页拨叉共 8页车间工序名称工序号材料牌号机加工终检ⅧHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 终检更改内容编制鲁亚迪抄写核对审核批准。

机械加工工序卡片生产类型中批生产工序号I
零件名称拨叉零件号
零件重量同时加工零件数 1
材料毛坯
牌号硬度型式重量
HT200 HB170~241 铸件
设备夹具和辅助工具
名称型号
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/n)
主轴
转速
(r/m
in)
切削
速度
(mm/m
in)
基本工时
I 1 铸造毛坯
游标卡尺
机械加工工序卡片生产类型中批生产工序号II
零件名称拨叉零件号
零件重量同时加工零件数 1
材料毛坯
牌号硬度型式重量
HT200 HB170~241 铸件
设备夹具辅助工具
名称型号
专用
夹具
立式铣床X51
工序工
步工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/s
)
基本
工时
min。

.拨叉机械加工工艺过程卡片产品型号零〔零件〕图号机械加工工艺过程卡片第产品名称拨叉零〔零件〕名称拨叉共21页页资料牌号QT200毛坯种毛坯外形尺寸每毛坯可制件数1每台件数备铸件1类注工序工时/s工序内容车间工段设施工艺设施准 工序名称号单件终1 锻造锻造2粗铣面以凹弧面及60的外圆为粗基准粗加工加工底面,同时加工两个φ20的下端面到尺寸。
3 精铣面精加工底面留刮余量,4钻、绞孔钻φ的孔,绞至φ20的基准孔。
以底面和孔定位,加工φ30的沉孔到尺寸要求,粗铣尺寸5铣沉孔、铣面 长度尺寸104的两头面抵达所需尺寸,用相同的方法粗铣内侧表面抵达尺寸6 钻孔 钻φ 的通孔,钻φ的通孔绞至φ10 的孔7 绞孔、攻螺纹 绞φ的孔至尺寸要求,攻M12的螺纹至深度.8钻孔、攻螺纹以φ10的孔为基准钻φ的孔,攻M6的螺纹。
9钻、绞孔以底面和孔为定位基准钻φ的同轴孔,绞同轴孔尺寸至φ10铸工机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、硬质床合金锥柄绞、内径千分尺机工X51立式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、内径床千分尺机工Z525型立式钻专用夹具、硬质合金锥柄床绞、丝锥、内径千分尺机工Z525型立式钻专用夹具、麻花钻、丝锥、床内径千分尺机工Z525型立式钻专用夹具、麻花钻、硬质床。
合金锥柄绞、内径千分尺;..10刮底面刮底面到尺寸及表面粗拙度。
机工平底锪刀11去毛刺去除所有毛刺钳工台虎钳锉刀12检查终检标准化设计〔日期〕审查〔日期〕会签〔日期〕〔日期〕改正签日标处改正文件签日标志处数文件字期记数号字期号;.机械加工工序卡片.机械加工工序卡片产品型号产品名称零〔零件〕图号拨叉零〔零件〕名称车间工序号机工02毛坯毛坯外形种类尺寸共拨叉2第1页页工序名资料牌号粗铣面QT200每毛坯可制每台件数件数铸件256*60*62.511设施设施型号名称卧式X62卧式铣铣床床夹具编号工位用具编号设施编号同时加工夹具名称切削液专用夹具乳化液工位用具工序工时/s单名称准终件工步号工步内容工艺设施1粗铣60端面硬质合金镶齿套式端面铣刀2粗铣φ20端面硬质合金镶齿套式端面铣刀3粗铣φ20端面硬质合金镶齿套式端面铣刀切削主轴转速速度进给量/r﹒s-1/mm﹒r-1/m﹒s-1走刀进工步工时/s给长度次灵活协助/mm数60111;..标志处数改正文件署名日期标志处数改正文件号署名日号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名 资料牌号机工 03精铣面 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 X62卧式铣床铣床夹具编号夹具名称 切削液专用夹具 乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀 进 工步工时/s速度 进给量给工步号工步内容工艺设施速/r ﹒-1长度/m ﹒/mm ﹒r 次 灵活 协助s-1/mms -1数 1精铣60端面硬质合金镶齿套式端面铣601刀2精铣φ20 端面硬质合金镶齿套式端面铣201刀3精铣φ20 端面硬质合金镶齿套式端面铣201刀标志处数改正文件日期标志处数改正文件号日署名署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称车间工序号工序名机工04钻、绞孔毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具编号工位用具名称共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件主轴转切削速进给量走刀进给工步工时/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次数灵活协助s-1/m﹒s-1/mm1钻φ的孔麻花钻、内径千分尺12绞至φ20的基准孔硬质合金锥柄绞、内径千分尺201标志改正文件署名日期标志处数改正文件号日处数署名号期;.工步号123标志.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工05铣面钻QT200绞孔毛坯每毛坯毛坯外形尺寸可制件每台件数种类数铸件11设施设施型号设施编同时加工名称号卧式X52K立式铣床铣床夹具编号夹具名称切削液专用夹具乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀进工步工时/s速度进给量给工步内容工艺设施速/r﹒-1长度/m﹒/mm﹒r次灵活协助s-1/mms-1数粗铣、半精铣尺寸长度尺寸104的两头面抵达所需尺硬质合金镶齿套式端面铣2寸刀用相同的方法粗铣内侧表面抵达尺寸84硬质合金镶齿套式端面铣82刀铣U型槽硬质合金镶齿套式端面铣141刀处数改正文署名日期标志处数改正文件号署名日件号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名资料牌号机工 06钻孔 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 Z525型立式钻铣床床夹具编号夹具名称 切削液专用夹具乳化液工序工时/s工位用具编号工位用具名称准终单件127 256主轴转切削走刀工步工时/s速度 进给量 进给工步号工步内容工艺设施速/r ﹒长度辅 /m ﹒/mm ﹒r -1次数 灵活s-1/mm 助s -11钻φ 的通孔 麻花钻、内径千分尺1 122 钻φ的通孔麻花钻、内径千分尺25 1 73绞至φ10的孔硬质合金锥柄绞、内径千分尺2516标志处数 改正文件署名日期标志处数改正文件号署名日号期;.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称5车间工序号工序名机工07绞孔、攻螺纹毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具名工位用具编号称.共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件7.2108.6主轴转切削速走刀进工步工时/s进给量给工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次灵活协助s-1/m﹒s-1/mm数1绞φ的孔至尺寸要求硬质合金锥柄绞、内径千分1尺2攻M12的螺纹丝锥、内径千分尺1标志处数改正文件日期标志处数改正文件号署名日署名期号;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片共1第产品名称拨叉零〔零件〕名称拨叉1页页车间工序号工序名资料牌号机工08钻孔、攻螺纹QT200毛坯种毛坯外形尺寸每毛坯可制每台件数类件数铸件11设施名设施型号设施编号同时加工称卧式铣X62床夹具编号夹具名称切削液专用夹具乳化液工序工时工位用具编号工位用具名称/s单准终件3.56主轴转切削速走刀工步工时进给量进给次/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r数辅s-1/m﹒s-1/mm灵活助1以φ10的孔为基准钻φ的孔麻花钻、内径千分尺412攻M6的螺纹丝锥、内径千分尺41标志改正文件署名日期标志处数改正文件号日处数署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工09钻、绞孔QT200毛坯毛坯外形尺寸每毛坯可制每台件数种类件数铸件11设施设施型号设施编号同时加工名称卧式Z525型立式钻铣床床。

机械加工工艺过程卡片生产类型大批量零件图号产品名称拨叉零件名称共 1 页第 1 页材料牌号HT200 毛坯种类铸件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时夹具刀具量具准终单件05 铣粗铣Φ40下端面金工X6140卧式铣床专用铣夹具YG8硬制合金刀具千分表10 铣粗铣Φ50下端面金工X6140卧式铣床专用铣夹具YG8硬制合金刀具千分表15 铣粗铣Φ40上端面金工X6140卧式铣床专用铣夹具YG8硬制合金刀具千分表20 铣粗铣Φ50上端面金工X6140卧式铣床专用铣夹具YG8硬制合金刀具千分表25 铣粗铣Φ20台阶面金工X6140卧式铣床专用铣夹具YG8硬制合金刀具千分表30 钻钻、扩Φ20孔,倒角C2 金工组合机床专用钻夹具麻花钻刀具游标卡尺35 镗粗镗Φ50孔金工卧室镗床T616专用铣夹具镗刀游标卡尺40 拉拉Φ20孔金工卧式拉床专用钻夹具铰刀千分表45 铣半精铣Φ40下端面金工X51专用铣夹具硬质合金刀片千分表50 铣半精铣Φ40上端面金工X51专用铣夹具硬质合金刀片千分表55 铣半精铣Φ50上端面金工X51 专用铣夹具硬质合金刀片千分表60 铣半精铣Φ50下端面金工X51专用铣夹具硬质合金刀片千分表65 拉拉Φ50 孔金工卧式拉床专用镗夹具特制拉刀游标卡尺70 钻钻、铰Φ3锥孔金工Z525立式钻床专用钻夹具麻花钻、铰刀塞规75 钻钻、铰Φ8孔金工Z525立式钻床专用钻夹具麻花钻、铰刀塞规80 钻钻M10底孔金工Z525立式钻床专用钻夹具麻花钻塞规85 铣断金工X60专用铣夹具圆盘铣刀塞规90 去毛刺金工终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片机械学院机械加工工艺过程卡片产品型号CA6140零件图号产品名称CA6140拨叉零件名称共2页第1页材料牌号HT200 毛坯种类毛坯外型尺寸每毛坯可制作件数2 每台件数 2 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件001 铣以φ42mm外圆一个端面为粗基准,粗铣、精铣25mm孔的两端面机加立式铣床X52K专用夹具002 钻以φ25mm孔一个端面为精基准,钻φ25mm孔机加立式钻床Z5125A专用夹具003 扩以φ25mm孔一个端面为精基准,扩φ25mm孔机加立式钻床Z5125A专用夹具004 车以φ25mm孔为精基准,粗车、半精车、精车φ60mm孔上下端面机加卧式车床CA6140专用夹具005 镗以φ25mm孔为精基准,粗镗、半精镗φ60mm的孔机加卧式镗床T68专用夹具006 绞以φ25mm孔一个端面为精基准,粗绞、精φ25mm的孔机加立式钻床Z5125A专用夹具007 铣以φ25mm孔为精基准,粗铣、半精铣M22x1.5的端面机加立式铣床X52K专用夹具设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期描图描校底图号装订号机械加工工艺过程卡片机械学院机械加工工艺过程卡片产品型号CA6140 零件图号产品名称CA6140拨叉零件名称共2页第2页材料牌号HT200 毛坯种类毛坯外型尺寸每毛坯可制作件数2 每台件数 2 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件008 钻以φ25mm孔为精基准,在螺纹孔端面钻一个φ20mm的孔机加立式钻床Z5125A专用夹具009 攻丝以φ25mm孔为精基准,在φ20mm的孔中攻M22x1.5的螺纹机加立式钻床Z5125A专用夹具010 铣以φ25mm孔为精基准,粗铣、半精铣的槽的端面机加卧式铣床X62专用夹具011 铣以φ25mm孔为精基准,粗铣、半精铣16H11的槽侧面机加卧式铣床X62专用夹具012 铣以φ25mm孔为精基准,将对称的工件铣断机加卧式铣床X62专用夹具013 去毛刺去除全部毛刺钳工台014 终检按零件图样要求全面检查设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期描图描校底图号装订号。
机械加工工艺过程卡片产品型号零件图号1
产品名称拨叉零件名称拨叉共 1 页第 1 页材料牌号HT200 毛坯种类铸件毛坯外形尺寸200×90×130每毛坯件数 1 每台件数 1 备注
工序号工名
序称
工序内容
车
间
工
段
设备
工艺装备工时
夹具刀具量具准终单件铸造铸
时效热
涂底漆表
10
铣
粗铣下端面金工专用铣床专用夹具面铣刀游标卡尺20 铣粗铣Φ80上端面金工专用铣床专用夹具面铣刀游标卡尺30 铣粗铣Φ45上端面金工专用铣床专用夹具面铣刀游标卡尺40 拉拉φ40孔及宽为8的键槽,底部Ra6.3,侧面Ra3.2的键槽金工拉床专用夹具拉铣刀内径百分表50 钻钻φ20孔,金工钻床专用夹具铰刀
60 钻钻φ18的孔金工钻床专用夹具钻头
70 锯锯两条厚为5的缝金工专用夹具
80 铣精铣上端面金工铣床专用夹具铣刀
90 铣精铣下端面金工铣床专用夹具铣刀
100 钻钻两个R14孔金工钻床专用夹具钻头
110 攻攻螺纹金工钻床专用夹具丝锥
120 去毛刺金工
130 清洗金工
140 终检金工
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)谢伟明2011-6-24
日
2011-6-24 2011-6-24 2011-6-24 2011-6-24 2011-6-24
标记处数更改文件号签字日期标记处数更改文件号签字
期。
拨叉加工工序卡片欢迎阅读本文档,希望本文档能对您有所帮助!50 钳毛刺塞规百分表卡尺等设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序(05)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第1页车间工序号工序名称材料牌号05 铣端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工工步内容工艺装备主轴转速切削速度进给量/背吃刀量走刀工时定额欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!机械加工工序(10)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第2页车间工序号工序名称材料牌号10 钻孔,铰孔35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 用Φ15.5的麻花钻钻孔硬质合金麻花钻392 19.09 0.22 42.9 132.4s 6.48s2 粗铰孔至Φ15.7,IT10 铰刀,塞规195 9.61 0.22 42.9 1 81.6s 16.32s3 精铰孔至Φ15.81,IT,8 Ra3.2铰刀,塞规195 9.68 0.12 42.9 1 78.6s 15.72s欢迎阅读本文档,希望本文档能对您有所帮助!设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序( 15)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第3页车间工序号工序名称材料牌号15 铣端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助欢迎阅读本文档,希望本文档能对您有所帮助!1 粗铣叉口上端面,IT12 Ra12.5Φ40立铣刀,游标卡尺255 32.09 0.15 1.5 1 34.02s 5.10s2 粗铣叉口下端面,IT112 Ra12.5Φ40立铣刀,游标卡尺255 32.09 0.15 0.5 1 34.02s 5.10s3 精铣叉口上端面,IT10 Ra6.3Φ40立铣刀,游标卡尺326 37.68 0.08 1.5 1 27.11s 4.07s4 精铣叉口下端面,IT10 Ra6.3Φ40立铣刀,游标卡尺326 37.68 0.08 0.5 1 27.11s 4.07s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序( 20)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第4页车间工序号工序名称材料牌号20 铣内侧35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件欢迎阅读本文档,希望本文档能对您有所帮助!工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣叉口中间一侧面IT12 Ra12.5Φ20立铣刀,游标卡尺490 30.77 0.10 1.5 110.78s 1.62s2 精铣叉口中间另一侧面IT10 Ra6.3Φ20立铣刀,游标卡尺590 37.05 0.06 1.5 1 6.62s 0.99s3 粗铣叉口中间一侧面IT12 Ra12.5Φ20立铣刀,游标卡尺490 30.77 0.10 0.5 1 10.78s 1.62s4 精铣叉口中间另一侧面IT10 Ra6.3Φ20立铣刀,游标卡尺590 37.05 0.06 0.5 1 6.62s 0.99s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序( 25)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第5页车间工序号工序名称材料牌号25 铣槽端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!机械加工工序( 30)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第6页车间工序号工序名称材料牌号30 铣侧面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣拔槽前侧面IT12 Ra12.5Φ40立铣刀,游标卡尺255 32.03 0.15 1.5 1 24.49s 3.67s欢迎阅读本文档,希望本文档能对您有所帮助!2 粗铣拔槽后侧面IT10 Ra6.3Φ40立铣刀,游标卡尺255 32.03 0.15 1.5 1 24.49s 3.67s3 精铣拔槽前侧面IT12 Ra12.5Φ40立铣刀,游标卡尺300 37.68 0.08 0.5 1 19.51s 2.93s4 精铣拔槽后侧面IT10 Ra6.3Φ40立铣刀,游标卡尺300 37.68 0.08 0.5 1 19.51s 2.93s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序(35 )卡片零件名称变速器换档叉第7页车间工序号工序名称材料牌号35 钻孔攻丝35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!。