QRQC快速反应质量程序
- 格式:doc
- 大小:36.00 KB
- 文档页数:3
QRQC快速反应质量控制程序1.0目的对公司、生产部门及生产车间内部或外部所遇到的品质问题、生产异常、安全事故、纠正事项、内外审核不符合项等作出快速反应并制定纠正与预防方案,使存在问题得到快速、正确解决,促进生产工作的顺利进行。
特制本管理办法。
2.0适应范围本管理办法适用于发现问题、收集信息、分析原因和确认改进的QRQC会议管理。
3.0职责3.1品管部经理负责公司范围的QRQC会议的组织召开,并负责对会议内容组织检查督导;3.2生产部经理负责生产部的QRQC会议的组织召开,并负责对会议内容组织检查督导;3.3 其他与会人员负责对相应工作区域内存在问题及时反馈到QRQC会议中,负责对QRQC会议中所制定的纠正与预防措施的实施与维持和及时反馈结果;3.4指定人员负责QRQC会议现场布置,负责会议记录及会议签到存档等。
4.0 内容4.1 QRQC要求简要4.1.1准备工作:4.1.1.1 让我们了解我们的现状和不足;4.1.1.2 让我们改变思路;4.1.1.3 指定人员负责QRQC会议现场布置;4.1.1.4 指定人员负责收集当天需要审查的问题;4.1.1.5 将当天问题提前书写在QRQC现场记录板上;4.1.1.6会议前先在《会议培训签到表》上签到。
4.1.2会议时间:4.1.2.1公司QRQC会议,原则上每周五晚上19:00(特殊情况另行安排,以临时通知为准);4.1.2.2生产部QRQC会议,根据实际情况而定(凡发生重大品质事故时,必须及时召开)。
4.1.3会议地点:4.1.3.1公司QRQC会议:办公楼二楼会议室;4.1.3.2生产部QRQC会议:生产部作业现场。
4.1.4参加人员:4.1.4.1公司QRQC会议:副总经理、人事行政部经理、技术部经理、品管部经理、生产部经理、车间主管、班组长、质检员、工程师、技术员、代理或指定人员;必要时,通知营销部与采购部派人参加。
4.1.4.2生产部QRQC会议:生产经理、车间主管,班组长、质检员、工程师、技术员。
QRQC会议流程1定义QRQC: Quick Response Quility Control,快速反应质量控制品质异常的补充:当生产发生同一不良现象不合格品在装配工序连续超过5件或者在硫化工序连续超过3模的,或者不同现象不良品累计超过10件时。
2目的一旦发生质量异常,通过跨职能方式,对问题快速采取措施和对应方案,从而提高品质意识。
3范围来料异常造成交付紧张和因质量问题造成停产停线的。
4职责质量部长:负责对前一工作日的三项重要质量问题进行回顾,并检查行动计划的结果。
问题提出部门(车间组长、主任):负责问题提出、描述和问题发生的表象分析,以及临时会议的组织召集。
5会议规定5.1现场质量快速反应会:成员:车间组长、技术工程师、工艺师、质量工程师,必要时可要求相关部门负责人参加。
主持人:质量工程师时间:随机(小于0.5H)会议内容:5.1.1当生产现场发生物料异常、设备异常、品质异常时,按照《生产制造过程控制程序》5.1.2执行,由生产部车间组长、主任等发生单位组织现场会议,连续2个小时没有解决的,由发生单位发起QRQC 会议;5.1.2发起会议前,要求生产部车间组长、主任等发生单位负责人事先在QRQC看板上填写“时间”、“发生地点”、“异常描述”、“初步原因分析”,此四项内容填写完整后电话通知相关人员参加快速反应会议。
来料异常造成交付紧张的,由生产计划人员通知与会人员,右质量部负责填写内容;5.1.3邀约人自接到电话通知后,要求15分钟内到厂参与问题的解决和评审。
5.2早会:成员:质量副总、销售部长、生产部长、质量部长、研发部部长、工艺部长、采购部长主持人:质量部长时间:8:00-8:30会议内容:5.2.1 由质量部长总结汇报前一工作日工厂内部三项重要的质量异常跟踪解决情况;5.2.2由质量部长汇报前一工作日客户异常投诉和跟踪解决情况;5.2.3由生产部长汇报前一工作日对紧急交付产生影响的重要质量异常;5.2.4由工艺工程部部长汇报无法前一工作日无法解决的重要质量异常;5.2.5对于现场会议所提出的内容,必要时需要制定责任人和时间节点,由质量管理部负责跟踪;6 会议原则6.1有事需请假,并找代理人参加会议,无故迟到者,罚款5元/次;6.2参加早会者,每天应在签到表上签字;6.3分配任务不按照节点完成的,每项处罚10元。
QRQC品管快速反应机制Quick Reaction Quality Control1.QRQC可以先拿个小组或车间来试点运行,取得成将效后再推广到其它小组;其它车间/部门,最后到全公司的QRQC.3个层级的QRQCA.生产线QRQC:关注于/每个生产线的不良--领导/组长---参与者/全体操作人员--频次/每次不良发生-- 可提供支持者/生产线管理员& 车间主管& 车间质量工程师.B.车间QRQC:关注于/车间里的主要问题--领导/车间主管--参与者/车间各职能人员+生产线管理员 --频次/每天--可提供支持者/车间主管+ 车间质量主管.C.工厂QRQC:关注于/安全问题&客诉问题---领导/工厂经理---参与者/职能部门人员--频次/每天---可提供支持者/公司总经理& 公司质量经理.QRQC 延伸:A.供应商QRQC:关注于/ C1, C2, C3 & WR 质量事故---领导/采购经理---参与者/采购员---可提供支持者/SQA & 供应商代表,总经理& 质量经理.B.物流QRQC:关注于/供应商& 客户物流事故---领导/物流经理---参与者/物流小组& 物流供应商---可提供支持者/工厂经理& 采购经理.C.项目QRQC:关注于/项目开发中的问题---领导/项目经理参与者/项目小组成员---可提供支持者/其他项目经理& R&D 经理.2."在实际开展中有很多问题。
"不太明白你说的具体问题?? ---------每天对所发生的问题进行统计分析,如果问题很多,先对关键的/不良率高的产品或项目进行原因分析/对策改善.一般为不良率高的前三项目即可.3.QRQC的San Gen Shugi 三现主义:. A-Real Place (Gen-ba) on shop floor;B-Real Parts (Gen-butsu) with real bad parts;C-. Reality (Gen-jitsu) with data.4.如何才能成功推行QRQC?---管理层参与& 清醒认识自己的弱项---根植于三现主义---从现场得到信息---逻辑性地思考方式:---什么问题?---根本原因是什么?(制造因+流出因)---遏制措施是什么?---遏制措施效果如何?---每天QRQC+在职培训---激励员工举例分析:车间的QRQC---Who attends ? :谁参加---APU Manager and APU Quality 车间主管和车间质保---Plant Manager & Quality Manager, for Customer Claims 厂长和质量经理---Supervisors 主管---Method, Maintenance 工艺,维修---Others as required : SQA, Project, Logistics…其他人,如需要:SQA, 项目,物流……---Contents :内容---Review impact of yesterday’s actions审查昨天的行动的影响---Review 3 most important problems of the Production (Choice done by Production Manager, Importance is based on criticity, complexity, recurrence and quantity of parts) 审查生产中3个最主要的问题(生产部经理的决定,根据严重度,复杂度,频度和产品的数量)---When ? :什么时候---Every day 每天---How ? :如何做---Using presentation boards with following information : 用带有以下数据的信息板---Action rules 行动规则---Quality consolidated results of APU车间质量巩固的数据---Results split by APU’s : for each APU, have every day result of the month, and monthly results 车间的数据:每个车间的日报,月报。

QRQC管理推行规定一、目的为控制产品质量,提高工作效率,防止不良品向后续工序流动、对品质问题作出早期反应并在当日制订解决问题的对策,防止品质问题的再次发生,提高作业者的品质意识,特推行快速反应质量控制(QRQC)管理。
二、QRQC和三现主义定义QRQC 并非是一个工具,也不是一个体系,而是应用在各个领域的文化/观念(生产线、工厂、物流、供应商),它运用可视的方法显示重要的信息以解决重大的外部的、内部的质量问题。
它以现场、现物、现实为基础,用FTA、5W2H、PDCA等质量工具,通过操作工、班组长、车间主管及其他参与人员用数据、富有逻辑性的思考分析方法解决产生的质量问题。
主要体现在以下几方面:1.反应的速度;2.深入的分析,找准根本原因;3.根除质量问题的重复发生;4.增进横向交流。
三现主义:去事发现场(现场)了解发生了什么事情(现物)找到事实的真相(现实数据)。
1.现场:到真正发生问题的地方去;2.现物:比较合格品和不合格品;3.现实数据:用真实的数据区描述事实。
三、车间QRQC推行方法和要求1、推行方法1)谁参加?:车间主管、班组长和相关操作工及有关人员;2)做什么?:处理生产线上的问题;3)什么时候?:每一次生产线上发生问题、停线之后或每一班结束时;4)扩展到每天的5分钟会议作为当天的学习课程;5)如何做?:在生产现场张贴“快速反应措施计划表”(附表1),车间主管或班组长和相关操作工一起用手填写;2、具体要求1)、实施“红箱子”管理,即在生产现场放置红箱子,所有不合格品放在红箱子,至少保留2个工作日,不合格品上要标明缺陷部位,红箱子内不得放其他杂物;车间主管必须了解红箱子内的所有缺陷;2)、实施看板管理,“质量自控矩阵表”、“PPM统计表”、“快速反应措施计划表”。
a、“质量自控矩阵表”(附表2)由检验员负责填写,至少每班更新一次;b、“PPM统计表”(附表3)由检验员负责填写,每天更新一次,每月3日前统计完上个月的PPM;看板上至少要有过去6个月的历史记录;c、“快速反应措施计划表”(附表4)由车间主管或领班负责,选择较重大的问题进行填写。
1.目的:(1)为提高质量水平,降低PPM值,减少PRR的发生;(2)提高客户满意度;(3)提供系统问题的解决方法,改善对于质量问题的沟通,降低质量问题再发生的次数,保证所有质量问题都得到彻底解决。
2.使用范围:本程序适用于本公司产品的内外部质量问题的解决及除质量问题。
3.术语:快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防 根本根本原因再次发生的过程。
经验总结:利用成功经验,防止错误重复出现。
4.职责:(1)生产部负责快速反应会议,技术部质保部等给予支持。
(2)质量部负责人负责采用8D等方法、运用相应工具解决问题。
(3)各负责部门负责其相应经验教训活动,技术部负责文件归档和发布。
5.快速反应会议:5.1开会时间,每天一次,每次10-25分钟,会上只对质量问题进行沟通。
5.2开会地点:生产现场看板前。
5.3参会人员:总经理及所有部门的相关责任人,因故不在候补出席。
5.4会议主题:应对每天的具体重大质量问题。
5.5会议准备:质量部每天找出过去24小时发生的重大质量问题,开会前详细描述在白板上。
具体问题包括:(1)客户关注的问题;(2)供应商关注的问题;(3)停线(内部或外部);(4)重复发生的质量问题;(5)班废品率超过综合废品率目标;(6)验证岗位中发现的问题;(7)分层审核中发现的问题;(8)其他内部质量问题。
5.6会议内容:(1)总经理协调各方意见,确定新问题的责任人和关闭日期。
(2)旧问题负责人提交相关报告,报告具体进度,紧抓问题退出标准,由与会人员确认关闭。
(3)技术部根据当天情况,标明具体问题和每日Q图的状态。
5.7会后工作:问题负责人运用8D等方法、相关工具解决问题,总结形成报告。
5.8其他定期工作:快速反应跟踪表记录所有产生的问题。
每月汇总公布问题发生数趋势图。

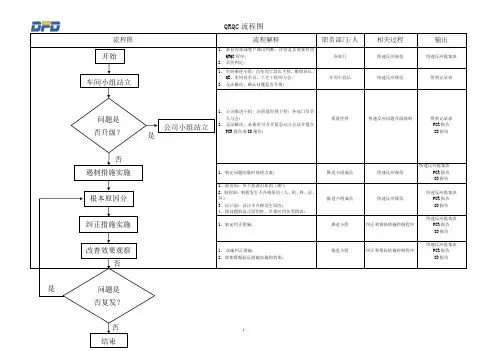
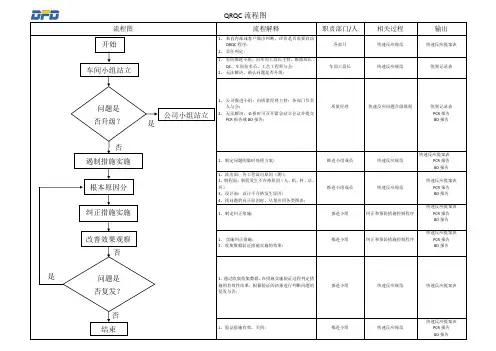
QRQC 流程图流程图流程解释职责部门/人相关过程输出1、 来自内部或客户做出判断,评价是否需要启动QRQC 程序; 2、 责任判定;各部门快速反应规范快速反应提案表 1、 车间推进小组:由车间工段长主持,维修班长、QE 、车间技术员、工艺工程师与会; 2、 无法解决,确认问题是否升级;车间工段长快速反应规范签到记录表1、 公司推进小组:由质量经理主持:各部门负责人与会;2、 无法解决,必要时可召开紧急站立会议并提交PCR 报告或8D 报告;质量经理快速反应问题升级规则签到记录表 PCR 报告 8D 报告1、制定问题的临时处理方案;推进小组成员快速反应规范 快速反应提案表PCR 报告 8D 报告1、流出面:各工程流出原因(测);2、制程面:制程发生不合格原因(人、机、料、法、环)3、设计面:设计不合格发生原因;4、找问题的真正原因时,尽量应用各类图表;推进小组成员快速反应规范快速反应提案表PCR 报告 8D 报告1、制定纠正措施;推进小组纠正和预防措施控制程序快速反应提案表PCR 报告 8D 报告1、 实施纠正措施;2、收集数据验证措施实施的效果;推进小组纠正和预防措施控制程序快速反应提案表PCR 报告 8D 报告开始 车间小组站立问题是 否升级?公司小组站立是否遏制措施实施 根本原因分纠正措施实施改善效果观察问题是 否复发? 是否欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
qrqc管理规定QRQC管理规定是一种有效的问题解决方法,可以帮助组织在面对挑战和困难时快速、高效地解决问题。
本文将介绍QRQC管理规定的流程和具体实施步骤,以及它在实际应用中的好处和注意事项。
一、QRQC管理规定的概述QRQC(Quick Response Quality Control)是一种起源于日本的问题解决方法,主要用于解决生产过程中出现的质量问题。
QRQC管理规定的目标是快速、准确地找出问题的根本原因,并制定相应的改进措施,以防止问题的再次发生。
这一方法常被广泛应用于制造业,但也适用于其他领域。
二、QRQC管理规定的流程1. 确定问题:首先,需要明确发生的问题是什么,可以通过收集相关数据、观察现场、听取工人和客户的意见等方式来了解问题的具体情况。
2. 快速反应:一旦问题明确,团队需要迅速反应,将问题与负责人沟通,并启动QRQC管理规定的流程。
此时,团队成员应该专注于问题,并互相合作,以快速找出解决问题的方法。
3. 分析原因:在快速反应的基础上,团队应该对问题进行深入分析,找出造成问题的根本原因。
这一过程可以通过使用5W1H(What、When、Where、Who、Why、How)的方法来确定,以确保全面、准确地理解问题。
4. 制定改进措施:在分析原因的基础上,团队应该制定相应的改进措施,以解决问题,并防止问题的再次发生。
这一步骤需要确保改进措施具有可操作性,并能够从根本上解决问题。
5. 实施和验证:改进措施的实施与验证是QRQC管理规定的最后一步。
团队需要积极地实施改进措施,并通过对比前后数据、观察生产现场等方式,验证改进效果。
如果改进措施有效,问题得到解决,QRQC管理规定的流程就可以结束;如果改进措施没有达到预期效果,那么团队需要回到分析原因的步骤,重新制定改进措施。
三、QRQC管理规定的好处1. 快速解决问题:QRQC管理规定是一种快速、高效的问题解决方法,可以帮助组织快速找出问题的根本原因,并制定相应的改进措施。
qrqc管理办法QRQC(快速反应质量控制)管理办法在现代工业生产中,质量控制是一项至关重要的任务。
为了提高产品质量和生产效率,许多企业采用了各种质量管理方法。
其中之一就是QRQC(快速反应质量控制),它是一种以问题解决为中心的管理方法。
本文将介绍QRQC的管理办法及其应用。
一、QRQC的概念QRQC是由日本汽车制造行业发展起来的管理方法,它的核心思想是解决生产过程中出现的问题,并推动持续改进。
QRQC注重快速反应,希望能够尽快地发现问题,并迅速采取解决措施。
与传统的质量管理方式相比,QRQC更加注重问题的根本原因,而不仅仅是解决表象问题。
二、QRQC的基本流程QRQC的基本流程包括以下几个阶段:问题的识别、问题的分析、问题的解决、解决方案的验证和复制,以及问题的预防。
在问题的识别阶段,团队成员需要通过观察和数据分析等方式,发现生产过程中存在的问题。
这些问题可能来自于产品的缺陷、设备的故障、材料的质量等各个方面。
团队成员需要准确地描述问题,并将其纳入到QRQC的管理范围之内。
在问题的分析阶段,团队成员需要深入研究问题,找出其根本原因。
这通常需要收集和分析大量的数据,并进行逐步深入的追溯。
通过分析问题的原因,团队可以更好地理解问题,并为解决问题制定对策奠定基础。
在问题的解决阶段,团队成员会根据问题的根本原因,制定并实施解决措施。
这些措施可能包括修复设备、改进工艺、培训员工等等。
团队成员需要密切合作,确保解决方案的有效实施。
在解决方案的验证和复制阶段,团队成员会对解决方案进行验证实验,确保其有效性和稳定性。
如果解决方案能够解决问题并持续有效,团队会将其复制到其他类似情况中应用,以提高整体的质量水平。
最后,在问题的预防阶段,团队成员会总结经验教训,并提出预防措施,以避免同类问题再次发生。
预防措施可能包括改进工艺、加强员工培训、改进设备维护等等。
通过预防措施的不断完善,企业可以逐渐提高整体的质量水平。
三、QRQC的优势和应用QRQC的管理办法具有以下几个优点:1.快速反应:QRQC注重快速反应和快速解决问题,能够帮助企业迅速应对生产中的质量问题,避免问题扩大化,减少经济损失。
QRQC质量快速反应管理办法一、Q RQC管理工作的指导思想指导思想。
为了落实“持续改进、卓越品质”的质量方针,快速解决现场质量问题,完善公司解决现场质量问题的办法,提升解决现场质量问题的速度和效果。
二、Q RQC管理目的:对公司、生产部门及生产车间内部或外部所遇到的品质问题、生产异常、安全事故、纠正事项、内外审核不符合项等作出快速反应并制定纠正与预防方案,使存在问题得到快速、正确解决,促进生产工作的顺利进行。
特制定本管理办法。
三、Q RQC管理适用范围:本管理办法适用于发现问题、收集信息、分析原因和确认改进的QRQC公司管理工作。
四、Q RQC管理作用及职责:1.主要作用:1.1收集、汇总和QRQC活动有关的所有情报,以保证产品交期为主要阶段目标,以各项异常事件为工作载体,在工厂范围内全面推进QRQC思想;;1.2组织召开公司级及各部门的QRQC会议;1.3制定、维护并执行公司QRQC事务的各项管理制度和流程;1.4管理、维护QRQC纪录和报告书;2.QRQC管理职责:2.1:由主管产品质量的副总经理担任最高议长;轮值议长:由制造部、品质保证部经理轮流担任;下设专职QRQC专员。
2.2最高议长主要职责:保持会议方向与公司发展要求一致;指导轮值议长主持会议;指导各部门对问题原因探究及对策;裁决纠纷事务;树立会议权威;指导各部门对问题原因探究及对策,受理会议必到人员请假申请。
2.3轮值议长主要职责:品管部经理负责公司范围的QRQC会议的组织召开,并负责对会议内容组织检查督导;生产部经理负责生产部的QRQC 会议的组织召开,并负责对会议内容组织检查督导。
2.4 QRQC专员主要职责:记录会议内容;跟踪、确认各部门所做对策执行情况;制定、维护并执行公司QRQC事务的各项管理制度及流程。
2.5其他与会人员负责对相应工作区域内存在问题及时反馈到QRQC会议中,负责对QRQC会议中所制定的纠正与预防措施的实施与维持和及时反馈结果;五、Q RQC管理会议议程:(一)QRQC会前准备工作:1、了解的现状与不足;2、改变我们的思路;3、指定人员负责QRQC会议现场布置;4、指定人员负责收集当天需要审查的问题;(二)将当天问题提前书写在QRQC现场记录板上;(三)会议前先在《会议培训签到表》上签到。
1.目的:
(1)为提高质量水平,降低PPM值,减少PRR的发生;
(2)提高客户满意度;
(3)提供系统问题的解决方法,改善对于质量问题的沟通,降低质量问题再发生的次数,保证所有质量问题都得到彻底解决。
2.使用范围:
本程序适用于本公司产品的内外部质量问题的解决及除质量问题。
3.术语:
快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本根本原因再次发生的过程。
经验总结:利用成功经验,防止错误重复出现。
4.职责:
(1)生产部负责快速反应会议,技术部质保部等给予支持。
(2)质保部负责人负责采用8D等方法、运用相应工具解决问题。
(3)各负责部门负责其相应经验教训活动,技术部负责文件归档和发布。
5.快速反应会议:
5.1开会时间,每天一次,每次10-25分钟,会上只对质量问题进行沟通。
5.2开会地点:生产现场看板前。
5.3参会人员:总经理及所有部门的相关责任人,因故不在候补出席。
5.4会议主题:应对每天的具体重大质量问题。
5.5会议准备:质保部每天找出过去24小时发生的重大质量问题,开会前详细描述在白板上。
具体问题包括:
(1)客户关注的问题;
(2)供应商关注的问题;
(3)停线(内部或外部);
(4)重复发生的质量问题;
(5)班废品率超过综合废品率目标;
(6)验证岗位中发现的问题;
(7)分层审核中发现的问题;
(8)其他内部质量问题。
5.6会议内容:
(1)总经理协调各方意见,确定新问题的责任人和关闭日期。
(2)旧问题负责人提交相关报告,报告具体进度,紧抓问题退出标准,由与会人员确认关闭。
(3)技术部根据当天情况,标明具体问题和每日Q图的状态。
5.7会后工作:问题负责人运用8D等方法、相关工具解决问题,总结形成报告。
5.8其他定期工作:快速反应跟踪表记录所有产生的问题。
每月汇总公布问题发生数趋势图。
6.解决问题(8D问题解决流程)
(1)D1选择团队:建立跨部门、跨学科的问题解决团队。
团队成员应具备有效解决问题所需的专业技能和权限。
(2)D2定义问题:描述具体问题与相关标准的差距和现状及持续的时限。
同时,描述工程师或专家的意见。
(3)D3遏制:制定临时措施以防止问题在客户端发生
(4)D4识别根本原因:列出所有导致问题发生的事件,使用系统性的方法来识别和验证其中的根本原因。
(5)D5长期纠正措施:制定并实施长期的纠正措施以彻底解决问题。
(6)D6验证措施是否有效:从4个方面验证:根本原因,临时措施,长期措施,问题的预防。
(7)D7预防问题的重复发生:防止那些导致问题发生的变化出现,即零件,过程和系统的变化。
(8)D8团队庆祝:应认可和表扬团队及团队每位成员的努力和贡献。
7 经验总结
7.1经验教训适用于所有的岗位,公司每个人都应参与经验教训总结的过程。
通过下列内容相关的活动展开经验总结(括号内负责部门);
(1)每月的质量Q图(质保部)
(2)分层审核(生产部)
(3)防错装置验证(生产部)
(4)内部质量问题(质保部)
(5)验证岗位(生产部)
(6)顾客满意度总结与评估(供销部)
(7)APQP程序执行(技术部)
(8)持续改进小组活动(质保部)
(9)(顾客抱怨,风险降低)问题解决和报告(质保部)
(10)管理评审(综合管理部)
(11)合理化建议项目(质保部)
7.2以上活动的负责部门应建立一个经验教训档案,每月更新公布经验教训清单。
提交技术部备案。
8 相关支持文件:
《文件与资料控制程序》
《生产过程控制程序》
《持续改进控制程序》
《纠正与预防措施控制程序》
《过程失效模式及后果分析程序》。