纤维素乙醇发酵--全
- 格式:ppt
- 大小:6.54 MB
- 文档页数:80
吉林化工学院生物与食品工程学院文献综述以纤维素为原料生产燃料乙醇学生学号:学生姓名:朱晨阳专业班级:生物技术1101指导教师: 葛雅琨吉林化工学院Jilin Institute of Chemical Technology摘要:介绍了纤维素的基本特征,重点阐述了纤维素发酵生产酒精工艺中的发酵工艺的技术特点,综述了美国、加拿大、日本、瑞典、巴西、中国在利用纤维素原料生产乙醇方面的发展现状,并且对纤维素发酵生产酒精的前景进行了展望。
关键词:纤维素;酒精;水解;发酵1引言酒精被誉为可再生绿色能源燃料,由于其燃烧污染小、容易运输和贮藏,在价格上酒精也可与汽油相竞争。
因此,酒精成为最有可能取代石油的新能源,具有巨大的开发前景[1].目前生产燃料酒精是以玉米为原料,但原料成本占总成本的70%~80%.纤维素是地球上最丰富、最廉价可再生资源。
据资料表明,植物通过光合作用使光能以生物能形式固定下来,其生成量每年高达50×109t干物质,这些能量相当于目前为止世界能耗总量的10倍,且这些生物能年复一年通过自然界物质循环生成,是永远不会枯竭可再生资源。
它们主要来源于农业废弃物,如麦草、玉米秸秆、甘蔗渣等;工业废弃物,如制浆和造纸厂的纤维渣、锯末等;林业废弃物;城市废弃物,如废纸、包装纸等。
这些资源中有大部分是以纤维素、半纤维素形式存在,因此研究开发纤维素转化技术,将秸秆、蔗渣、废纸、垃圾纤维等纤维素类物质高效转化为糖,进一步发酵成酒精,对开发新能源,保护环境,具有非常重要现实意义[2~4]。
2 国内外研究现状2。
1 国内研究现状中国科学院早在1980年就在广州召开了“全国纤维素化学学术会议”,把开发利用纤维素资源作为动力燃料提上了议事日程。
我国在“十五"规划中制定了发展燃料乙醇的规划,规划中分三步走,其中的第三步就是利用植物秸秆、稻壳等纤维素生产燃料乙醇,并全面推广。
《变性燃料乙醇及车用乙醇汽油“十一五”发展专项规划》专门对代表燃料乙醇发展方向的纤维素燃料乙醇技术做出规划,“十一五”期间要投入几十亿元财政资金扶持纤维素乙醇工业化生产的发展,并在税费方面实行减免.2006年9月,河南天冠年产3000t的纤维乙醇项目在河南镇平县奠基,天冠称这是国内首条千吨级纤维乙醇产业化试验生产线。

纤维素同步糖化发酵生产乙醇孙武举;翁海波;李萍萍;晋果果【摘要】[目的]利用微生物方法生产乙醇,从而替代化石能源.[方法]土曲霉M11利用纤维素为原料产酶并糖化纤维素成还原糖,利用酿酒酵母发酵生成乙醇.[结果]通过对土曲霉M11生长条件的研究,确定了土曲霉M11的最佳培养时间是3d,最佳接种量为200μl,最适培养湿度为80%,最适培养温度为45℃,最适培养pH为3.0,此条件下可获得最大的产酶量.通过对糖化过程的研究,确定了纤维素酶的最适糖化温度为55℃,最适pH为5.0,此条件下可获得较高的还原糖量,且在酸性条件下酶活力较高,具有很好的热稳定性.通过发酵.还原糖量占原材料干重的62.42%,产生的乙醇占原材料干重的21.36%.[结论]此方法可以应用于工业发酵生产乙醇,有利于保护环境、降低成本、提高社会效益,有很好的应用价值.%[Objective] The ethanol was produced by means of microbiological processes for the replacing approach of energy source. [ Method] The reducing sugar was produced from the cellulose, which was saccharified by the enzyme that was from the cellulose as raw material was acted by Aspergillus teneus-Mll,,and the ethanol was produced based on the fermentation of yeast. [ Result] The experimental result indicated that the optimal culture condition of Aspergillus terreus-Mll growth was that the best time was 3 days,the best inoculation was 200 μl,the optimal culture humidity was 80% ,the optimum temperature was 45℃ and the optimal culture pH was 3.0,under which condition,the largest amount of enzyme-producing was available. And the experiment in the glycation process of cellulase showed the optimal temperature was 55 ℃ and the optimum pH was 5.0,under which conditionthe production of reducing sugar,which enzyme activity under acidic condition was higher and had good thermal stability,was relevantly high. By fermentation,the reduced sugar accounted for 62.42% of the dry weight of raw material and the produced ethanol accounted for 21.36% of dry weight of raw material. [Conclusion] This method could be used for the production of ethanol at the basis of industrial fermentation with die environmental protection,cost-reducing and high social benefit,which application value was very good.【期刊名称】《安徽农业科学》【年(卷),期】2011(039)018【总页数】5页(P11018-11021,11126)【关键词】同步糖化发酵;土曲霉M11;乙醇;废纸;酶活性【作者】孙武举;翁海波;李萍萍;晋果果【作者单位】郑州大学生物工程系,河南,郑州,450001;郑州大学生物工程系,河南,郑州,450001;郑州大学生物工程系,河南,郑州,450001;郑州大学生物工程系,河南,郑州,450001【正文语种】中文【中图分类】Q93木质纤维素是自然界中最丰富、最廉价的可再生资源,主要由纤维素、半纤维素和木质素组成,这些物质是陆生植物细胞壁的主要组分[1],约占植物组织平均干重的35% ~50%[2]。

纤维素乙醇1. 简介纤维素乙醇是一种来源于植物纤维素的可再生能源。
它是通过将纤维素分解为糖,然后经过发酵和蒸馏等过程得到的乙醇产物。
纤维素乙醇不仅具有良好的环境友好性,还可以替代传统石油乙醇作为汽车燃料和化工原料,具有重要的经济和环境效益。
2. 纤维素乙醇的生产过程纤维素乙醇的生产过程主要包括以下几个步骤:2.1 纤维素的预处理在纤维素乙醇的生产过程中,首先需要对纤维素进行预处理。
预处理的目的是破坏纤维素的结构,使其更容易被酶解成糖。
通常采用的方法包括物理处理和化学处理等。
2.2 纤维素的酶解酶解是将纤维素分解成糖的过程,需要加入特定的酶来进行催化反应。
酶解的条件包括适宜的温度、pH值和反应时间等。
2.3 糖的发酵酶解得到的糖溶液经过发酵过程,糖被微生物转化为乙醇。
常用的发酵微生物包括酵母和细菌等。
2.4 乙醇的蒸馏发酵过程得到的发酵液还含有很多杂质和水分,需要经过蒸馏来提纯乙醇。
蒸馏通常采用多级精馏的方式,使得乙醇的纯度达到要求。
3. 纤维素乙醇的应用纤维素乙醇具有广泛的应用领域:3.1 可再生能源纤维素乙醇作为一种可再生能源,可以替代传统的石油乙醇作为汽车燃料。
它可以降低碳排放和对非可再生能源的依赖,有助于保护环境和推动可持续发展。
3.2 化工原料纤维素乙醇还可用于生产各种化工产品。
通过进一步的化学反应,纤维素乙醇可以被转化为醋酸、乙二醇等化工原料,应用于塑料、纤维和涂料等行业。
3.3 生物医药纤维素乙醇还具有潜在的生物医药应用价值。
纤维素乙醇可以作为药物载体,用于控制释放药物和提高药效,具有良好的生物相容性和降解性能。
4. 纤维素乙醇的优势和挑战4.1 优势纤维素乙醇作为可再生能源,具有以下优势:•可再生性:纤维素乙醇的生产基于植物纤维素,具有可再生性,不会对能源资源造成过度损耗。
•环境友好:纤维素乙醇的燃烧产生的二氧化碳排放量比传统燃料少,对环境影响较小。
•经济效益:纤维素乙醇的生产和利用可以带动相关产业链的发展,对经济增长具有积极的促进作用。
目前,我国在经济快速发展的同时,能源短缺和能源消费所引起的问题也成为人们所担忧的问题。
如何能够获得无污染的可再生能源是重中之重。
用生物法制取纤维素乙醇技术,不仅有广泛的原料来源,而且制作过程环保无污染,是最有前景的制作乙醇的方法。
1 纤维素的水解发酵工艺(1)浓酸水解工艺 浓酸水解的原理是将结晶纤维素在较低温度下可以在浓硫酸溶液完全溶解为低聚糖。
然后再在此基础上加水加热并稀释,经过一定的时间就可以水解为单个的葡萄糖了。
浓酸水解有很大的优点,它可以溶解不同的的原料,回收率非常高,溶解速度也非常快。
但是浓酸水解往往条件苛刻,对设备的要求极高,因此造成了成本高。
而且浓酸用完之后一定要做好残余物的回收工作,不然极其容易造成严重的环境污染。
(2)稀酸水解工艺 稀酸水解主要是利用化学反应,它的原理是稀酸溶液中的氢离子是自由的,它可以与纤维素反应,从而破坏纤维素的稳定性,使其与水反应,从而实现纤维素长链的连续解聚,直到纤维素最终分解成为一个一个的葡萄糖单元。
稀酸水解的优点是时间短,比较适合工业化生产,但是由于稀酸水解的产物不彻底,产生的糖会继续分解,影响糖收率。
因此为了减少单糖的分解,一般稀酸水解工艺不可以直接进行,要分为两个步骤。
首先是分解半纤维素,分解条件为低温,产物以木糖为主。
第二个步骤是分解纤维素,分解条件为高温,产物主要是葡萄糖。
这一步的高温条件对设备的要求极高,因此稀酸溶解也不适合大产量的工业化生产。
(3)酶水解工艺 在化学反应中,酶是一种能促进反应进行的活性物质。
在纤维素的酶水解工艺中最不可或缺的物质就是纤维素酶。
纤维素酶并不是单一的一种酶,它是促进纤维素分解为单糖的一类酶的统称。
主要包括内切葡萄糖酶、外切葡萄糖酶和纤维素二糖酶。
在纤维素的水解过程中,这三种酶在不同的阶段发挥着不同的作用。
纤维素的水解需要这三种酶的共同协同作用来完成。
酶水解工艺相对于浓酸水解和稀酸水解工艺而言,因为它所需要的条件(如酸碱度和温度)都比较温和,因此对设备的要求不是很高。
纤维素制备乙醇摘要:木质纤维素是地球上最丰富的可再生资源,据测算年总产量高达1500亿吨,蕴储着巨大的生物质能(6.9×1015千卡)。
我国是一个农业大国,作物秸秆(如稻草、麦秆等)的年产量非常巨大(年产可达7亿吨左右,相当于5亿吨标煤),据统计,目前的秸秆利用率33%,但经过一定技术处理后利用的仅占 2.6%,其余大部分只是作为燃料等直接利用,开发前景非常广阔。
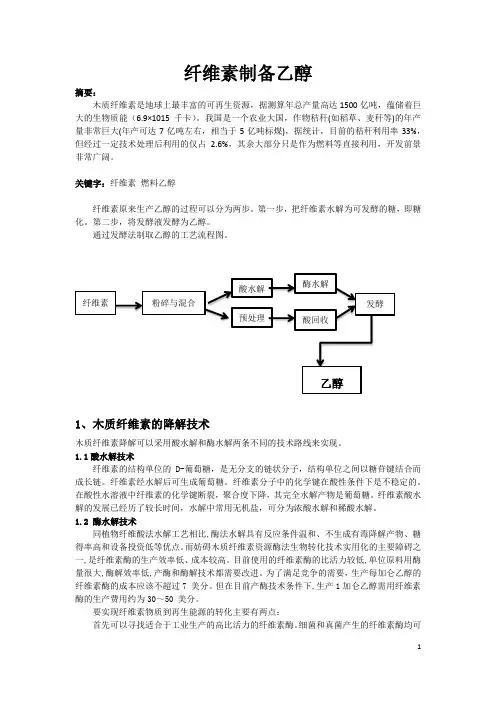
关键字:纤维素 燃料乙醇纤维素原来生产乙醇的过程可以分为两步。
第一步,把纤维素水解为可发酵的糖,即糖化。
第二步,将发酵液发酵为乙醇。
通过发酵法制取乙醇的工艺流程图。
1、木质纤维素的降解技术木质纤维素降解可以采用酸水解和酶水解两条不同的技术路线来实现。
1.1酸水解技术纤维素的结构单位的D-葡萄糖,是无分支的链状分子,结构单位之间以糖苷键结合而成长链。
纤维素经水解后可生成葡萄糖。
纤维素分子中的化学键在酸性条件下是不稳定的。
在酸性水溶液中纤维素的化学键断裂,聚合度下降,其完全水解产物是葡萄糖。
纤维素酸水解的发展已经历了较长时间,水解中常用无机盐,可分为浓酸水解和稀酸水解。
1.2 酶水解技术同植物纤维酸法水解工艺相比,酶法水解具有反应条件温和、不生成有毒降解产物、糖得率高和设备投资低等优点。
而妨碍木质纤维素资源酶法生物转化技术实用化的主要障碍之一,是纤维素酶的生产效率低、成本较高。
目前使用的纤维素酶的比活力较低,单位原料用酶量很大,酶解效率低,产酶和酶解技术都需要改进。
为了满足竞争的需要,生产每加仑乙醇的纤维素酶的成本应该不超过7 美分。
但在目前产酶技术条件下,生产1加仑乙醇需用纤维素酶的生产费用约为30~50 美分。
要实现纤维素物质到再生能源的转化主要有两点:首先可以寻找适合于工业生产的高比活力的纤维素酶。
细菌和真菌产生的纤维素酶均可纤维素 粉碎与混合 酸水解酸回收 预处理 酶水解 发酵 乙醇以水解木质纤维素物质,细菌和真菌中都存在有复杂的纤维素酶水解系统,虽然其水解微晶纤维素的能力非常强,但是由于其复合物的分子量十分巨大,并且单个组份又不具有水解微晶纤维素的能力,所以人们一直试图从其他物种中寻找更符合工业应用以及更具有应用前景的纤维素酶。
纤维素乙醇生产工艺纤维素乙醇是一种可再生燃料,可通过生物质材料中的纤维素转化而成。
由于纤维素是植物细胞壁的主要成分,因此纤维素乙醇生产工艺主要涉及纤维素的预处理和生物转化两个步骤。
下面将介绍一种常用的纤维素乙醇生产工艺。
首先,纤维素的预处理是将木质纤维素从生物质材料中提取出来。
这可以通过磨碎、纤维化和蒸煮等方式实现。
首先,生物质材料如玉米秸秆或木材被粉碎成小颗粒以增加表面积。
然后,经过纤维化处理,将材料进一步细化为纤维素纤维。
最后,将纤维素纤维置于高温高压环境下进行蒸煮。
这一步骤中的蒸煮过程有助于分解纤维素颗粒和降低纤维素纤维的结晶度,使其更易于生物转化。
接下来是生物转化步骤,主要包括糖化和发酵两个过程。
首先,经过蒸煮的纤维素纤维被糖化成可发酵的糖分子,例如葡萄糖和木糖。
糖化是通过添加酶来实现的,酶可以将纤维素纤维中的糖链断裂为单糖。
这一过程需要在适当的温度和酸碱度下进行。
接下来,将糖溶液进行发酵,转化为乙醇。
发酵是通过添加酵母等微生物来实现的,它们能够利用糖分子进行代谢并产生乙醇和二氧化碳。
发酵过程需要在适当的温度和pH值下进行,并控制好氧气的供应以维持合适的微生物活性。
生物转化过程中还需要进行废物处理,如处理发酵剩余物和废水。
发酵剩余物可以通过压榨和干燥等方式得到固体废物,并可以用作饲料或肥料。
废水则需要经过处理,以达到环境排放标准。
最后,乙醇产物需要经过蒸馏和精炼等步骤进行纯化。
这些步骤包括蒸馏、脱水、分离等操作,可以将乙醇纯度提高到适用于工业和交通领域的要求。
总而言之,纤维素乙醇生产工艺主要包括纤维素预处理和生物转化两个步骤。
通过这些步骤,纤维素可以被转化为可再生的乙醇燃料,并且废物可以得到有效处理,从而实现了可持续发展的目标。
纤维素乙醇作为一种绿色能源,具有巨大的潜力在减少对化石燃料依赖和减少温室气体排放方面发挥重要作用。
木质纤维素为原料的燃料乙醇发酵技术研究进展一、本文概述随着全球能源危机和环境污染问题的日益严重,可再生能源的开发与利用已成为研究的热点。
木质纤维素作为一种广泛存在的可再生生物质资源,具有储量丰富、价格低廉、可再生等优点,因此在生物燃料领域,特别是在燃料乙醇的生产中,其潜在的应用价值日益受到关注。
本文旨在对以木质纤维素为原料的燃料乙醇发酵技术的研究进展进行全面的综述和分析。
本文首先介绍了木质纤维素的组成、性质及其作为燃料乙醇原料的优势,阐述了木质纤维素在燃料乙醇生产中的重要地位。
随后,重点回顾了近年来在木质纤维素预处理、酶解糖化、酵母菌发酵以及后续分离提纯等关键技术环节的研究进展,分析了各种技术的优缺点以及适用条件。
本文还讨论了当前研究中存在的问题和挑战,如木质纤维素的复杂结构导致的预处理难题、酶解效率低、酵母菌对木质素和半纤维素的耐受性差等问题,并提出了相应的解决策略和发展方向。
本文展望了木质纤维素为原料的燃料乙醇发酵技术的未来发展前景,认为通过持续的技术创新和优化,以及产业链上下游的协同合作,有望实现木质纤维素基燃料乙醇的高效、绿色、可持续生产,为可再生能源的发展做出重要贡献。
二、木质纤维素的结构与性质木质纤维素,作为自然界中最丰富的可再生有机资源,是植物细胞壁的主要成分,由纤维素、半纤维素和木质素三种主要组分构成。
这种复杂的天然高分子化合物具有独特的三维网络结构,赋予了其优良的生物降解性和生物相容性。
纤维素是由β-1,4-糖苷键连接的葡萄糖分子线性链构成,具有较高的结晶度和较强的分子间氢键,因此具有较好的化学稳定性和生物惰性。
半纤维素则是由不同种类的单糖构成的支链聚合物,结构多样且无定形,相较于纤维素,其更易于被微生物降解。
木质素则是一种复杂的酚类聚合物,主要存在于细胞壁中,起着增强植物细胞壁硬度的作用,其结构中含有大量的酚羟基和甲氧基,赋予其良好的化学稳定性和生物抗性。
在燃料乙醇的发酵过程中,木质纤维素的这三种组分各有其重要作用。
纤维素乙醇关键技术及进展近三四十年来,为保障能源安全、减少大气污染及发展农村经济,燃料乙醇异军突起,乙醇汽油应用规模逐步增加,使得传统酿酒工艺进入液体能源领域。
伴随原料的转换,在化学工程和发酵工程等学科的交叉带动下,逐步孕育了纤维素乙醇工程这一新的分支。
2012年完成的中试经济评价为纤维素乙醇产业化奠定了基础,在技术指标上虽与玉米乙醇有一定距离,但已初步具备产业化条件。
文章概述了纤维素乙醇工业化在原料、酶制剂成本、发酵效率、能耗和水耗、专用装备方面所面临的主要挑战,在此基础上总结了纤维素乙醇预处理、酶解、发酵关键技术的研发进展及其在产业中的应用,讨论了研发的热点和难点,并对产业化发展模式及今后的技术发展方向作了展望。
自20世纪70年代以来,为缓解石油短缺、解决“三农”问题、推进生态环保,燃料乙醇产业得以发展,使用量逐年增加,2014年世界燃料乙醇产量已达到7400万吨,由传统的酿造领域跨入液体运输燃料领域。
近十年来,在向非粮原料转换的过程中,纤维素乙醇工程这一新兴学科分支逐步形成。
纤维素乙醇较第一代燃料乙醇在能量投入产出、温室气体减排方面有较大的优势,作为第二代燃料乙醇已在美国、巴西、欧洲、中国等国家/地区建成上百套中试装置,2012年纤维素乙醇完成中试技术经济验证后,示范装置也已陆续开始建设。
截至2014年底,世界已有8套装置投入试运行,累计产能超过40万吨/年。
表1列出了世界主要纤维素乙醇示范装置,预计到2017年,全球至少有25个项目投产,纤维素乙醇年生产能力超过100万吨。
经过多年中试研发的努力,示范装置的技术水平已达到较高的程度,采用先进技术的纤维素乙醇酶解底物固含量已达到25%,得到糖浓度达140g/L,发酵后乙醇浓度接近6%(质量分数)。
然而,这与技术成熟、发酵乙醇浓度超过15%(质量分数)的玉米乙醇相比,整体经济性还有待提升。
1纤维素乙醇工业化遇到的主要挑战剖析纤维素乙醇的各个工艺过程,遇到的主要问题可以归纳为以下五个。
纤维素乙醇工艺技术纤维素乙醇工艺技术是一种利用纤维素作为原料制取乙醇的生物质能源化工技术。
由于纤维素广泛存在于植物体内,含量丰富且可再生,因此利用纤维素制取乙醇是一种可持续发展的能源利用方式。
纤维素乙醇工艺技术主要包括纤维素的预处理、水解、发酵和蒸馏四个步骤。
首先是纤维素的预处理。
纤维素通常存在于植物细胞壁中,被一层复合物所包围,使得纤维素在水中难以分解。
因此,预处理的目的是打破细胞壁,释放纤维素分子。
预处理方法包括物理方法(如高温、高压和机械力)、化学方法(如酸处理和碱处理)和生物方法(如微生物处理)。
其次是纤维素的水解。
水解是将纤维素分解为葡萄糖单体的过程。
水解可以通过酸处理、酶处理或气相处理等不同方法进行。
酸处理是将纤维素与浓硫酸或盐酸等强酸进行反应,使纤维素分子断裂,产生葡萄糖。
酶处理则是利用纤维素酶将纤维素水解为葡萄糖。
气相处理是将纤维素与高温和气体反应,产生葡萄糖。
然后是纤维素的发酵。
在这一步骤中,将葡萄糖转化为乙醇。
一般采用微生物发酵的方法,常见的微生物有酿酒酵母和大肠杆菌等。
发酵过程需要提供适宜的温度、pH值和营养物质等条件,以确保微生物能够正常生长和繁殖,并产生乙醇。
最后是纤维素乙醇的蒸馏。
发酵产生的乙醇与其他杂质混合在一起,需要通过蒸馏分离纯净的乙醇。
蒸馏是利用乙醇的沸点较低于其他杂质的特性,通过升温蒸发乙醇,再将蒸汽冷凝为液体,从而得到纯净的乙醇。
纤维素乙醇工艺技术具有多方面的优势。
首先,纤维素作为再生能源的利用方式,具有可持续发展的特点,对环境友好。
其次,纤维素的资源广泛且可再生,可以充分利用农作物秸秆、废弃物和林业残余物等,避免了对食品作物的竞争。
此外,纤维素乙醇技术还可以降低温室气体的排放,减轻对化石能源的依赖,对于解决能源问题具有重要的意义。
然而,纤维素乙醇技术还存在一些挑战和问题。
其中,纤维素的预处理和水解过程中,能耗较高,工艺复杂,需要进一步优化。
同时,纤维素乙醇的生产成本较高,还需要通过技术革新和规模化生产的手段,降低成本,提高经济效益。
乙醇的发酵与应用乙醇的发酵法根据原材料的不同可分为:粮食发酵和纤维素发酵,生物乙醇是以生物质为原料通过发酵制得的乙醇。
生物质原料包括玉米、高梁、小麦、大麦、甘蔗、甜菜、土豆等含糖类和淀粉的农作物。
此外城市垃圾、甘蔗渣、小树干、木片等纤维质原料也可用来生产生物乙醇。
目前生物乙醇主要来自于谷物粮食发酵,该工艺生产技术已相当成熟,但生产成本较高,且受到粮食安全等社会因素的制约。
生物乙醇最廉价的制取途径是废弃的农作物秸秆发酵。
近年来,国内外在生物发酵技术及提纯分离乙醇技术等方面取得了重大进展,利用植物纤维发酵生产乙醇的成套技术有了重大突破。
在国外以纤维质为原料生产乙醇的技术正逐步走向成熟阶段。
一、粮食发酵生产乙醇酿酒酵母(Saccharomyces cerevisiae),由于其乙醇产量高,对工业条件有较高的耐受性,是乙醇生产工业中理想的发酵菌种,也是在现代分子生物学中常用的真核模式生物。
酿酒酵母的细胞形态一般为球形或者卵形,直径在 5 到10μm 之间;其繁殖方式分为无性繁殖和有性繁殖,其中,无性繁殖为出芽生殖,而有性繁殖一般产生子囊孢子。
酿酒酵母是兼性厌氧的微生物,可利用多种糖类,如:葡萄糖、半乳糖、麦芽糖、蔗糖等。
在有氧条件下,酵母进行有氧呼吸,将糖类转化成二氧化碳和水;在无氧或缺氧条件下进行无氧呼吸,糖类被酿酒酵母发酵为乙醇和二氧化碳。
以发酵葡萄糖为例,在厌氧条件下,经糖酵解途径,酿酒酵母可以将一分子的葡萄糖转化成两分子的丙酮酸;后者在丙酮酸脱羧酶的作用下生成乙醛,然后乙醛在乙醇脱氢酶的催化作用下还原为乙醇。
但是,酿酒酵母不能利用阿拉伯糖和木糖等戊糖。
人类对酿酒酵母的应用具有悠久的历史,其生物学和遗传学背景已经被研究得比较清楚。
酵母表达系统是人们最早建立的一种真核表达系统。
由于酿酒酵母具有生长旺盛、细胞密度大,遗传稳定、操作简便等优点,而且酵母具备转录后修饰的功能,对于表达真核生物基因来说,是合适的宿主微生物;并且表达外源蛋白较原核微生物稳定,还可进行大规模的发酵。
纤维乙醇技术纤维乙醇技术是一种先进的生物质能利用技术。
这种技术可将可再生能源转化为乙醇燃料,从而降低对化石燃料的依赖,减少对环境的影响。
纤维乙醇技术主要是利用植物的纤维素和半纤维素提取出来的糖分,通过发酵制备成乙醇。
纤维素是一种多糖类物质,主要存在于植物细胞壁中,是植物细胞壁的主要组成部分。
纤维素和半纤维素都是难以降解的高分子物质,但可通过预处理、酶解和发酵等方法转化为可燃料的糖分。
纤维乙醇技术的核心是高效低成本的糖分提取和乙醇发酵。
纤维乙醇技术的步骤包括:预处理、酶解、糖分提取、发酵和乙醇分离等。
预处理是将纤维素和半纤维素物质通过机械或化学处理打破细胞结构,增加酶解效率。
酶解是将预处理好的物质通过特定酶的作用,使其转化为单糖、双糖、三糖等易于发酵的糖分,一般采用低温和中性条件下的酶解,能够保持酶的生物活性和稳定性。
糖分提取是将酶解后的物质通过过滤、离心等方法提取出来的糖分溶液,该步骤的效率直接影响到最终乙醇的产量和质量。
发酵是将提取出来的糖分经过特定酵母的发酵反应,生成乙醇和CO2等产物。
乙醇分离是将发酵后产生的乙醇和水分离出来的过程,该步骤的效率直接影响到乙醇的浓度和纯度。
纤维乙醇技术的优势在于,可利用豆渣、稻秆等废弃物和非粮食作物等低成本生物质资源制备乙醇,减少对食品作物的竞争,符合可持续发展的要求;同时,该技术可实现CO2的回收和利用,达到减轻温室气体排放的效果;此外,纤维乙醇技术还可利用现有的生物质燃料基础设施,成本较低,易于推广和应用。
纤维乙醇技术的发展还面临一些挑战。
首先是糖分的提取和酶解效率有限,需要进一步研究高效低成本的方法;其次是酵母对于产物乙醇的耐受性较差,需开发高效酵母;此外,在纤维素和半纤维素酶解和发酵过程中产生的杂质如酸性物质、酚类和醛类物质等会影响发酵效果和乙醇质量,需要开发相应的清洁技术。
总的来说,纤维乙醇技术是一种具有广阔应用前景的新型能源技术,能够将废弃物和非粮食作物等生物质资源转化为可再生的乙醇燃料,实现可持续发展和环境保护的目标。
纤维素制取乙醇技术1引言能源和环境问题是实现可持续发展所必须解决的问题。
从长远看液体燃料短缺将是困扰人类发展的大问题。
在此背景下,生物质作为唯一可转化为液体燃料的可再生资源,正日益受到重视。
所以生物质制液体燃料的技术很有发展前途,这中间又以生物质制燃料乙醇技术备受关注。
现有工业化燃料乙醇生产均以糖或粮食为原料[1,2],其优点是工艺成熟,但是产量受原料的限制,难以长期满足能源需求;从长远考虑,以纤维素(包括农作物秸秆、林业加工废料、甘蔗渣及城市垃圾等)为原料生产燃料乙醇,可能是解决原料来源和进行规模化生产的主要途径之一。
我国有发展纤维素制乙醇的有利条件,每年仅农作物秸秆就有7亿多吨(干重)[3],而我国粮食资源并不丰富,因此将农林废弃物转化为燃料乙醇,形成产业化利用,非常适合我国的国情,从能源安全角度上看也是十分有利的,而且可消除由焚烧秸秆造成的环境问题。
2纤维素制取乙醇基本原理[4]纤维素废弃物的主要有机成分包括半纤维素、纤维素和木质素3部分。
前二者都能被水解为单糖,单糖再经发酵生成乙醇,而木质素不能被水解,且在纤维素周围形成保护层,影响纤维素水解。
半纤维素是由不同多聚糖构成的混合物,聚合度较低,也无晶体结构,故较易水解。
半纤维素水解产物主要是木糖,还包括少量的阿拉伯糖、葡萄糖、半乳糖和甘露糖,含量因原料不同而不同。
普通酵母不能将木糖发酵成乙醇,因此五碳糖的发酵成为研究的热点。
纤维素的性质很稳定,只有在催化剂存在下,纤维素的水解反应才能显著地进行。
常用的催化剂是无机酸和纤维素酶,由此分别形成了酸水解和酶水解工艺,其中的酸水解又可分为浓酸水解工艺和稀酸水解工艺。
纤维素经水解可生成葡萄糖,易于发酵成乙醇。
木质素含有丰富的酚羟基、醇羟基、甲氧基和羰基等活性基团,可以发生氧化、还原、磺甲基化、烷氧化和烷基化等改性反应。
通过木质素改性和综合利用,可提取许多高附加值的化学产品,为提高木质纤维素生产燃料乙醇的经济性开辟了新的途径,日益受到科技工作者的重视[5,6]。
淀粉及纤维素制作乙醇的主要流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!淀粉与纤维素:绿色能源的乙醇制造之旅随着可再生能源需求的增长,淀粉和纤维素作为生物质资源,已经成为制备乙醇的重要来源。