表面粗糙度与光洁度对照表
- 格式:docx
- 大小:36.60 KB
- 文档页数:2

表面粗糙度与表面光洁度级别对照表(可以直接使用,可编辑实用优秀文档,欢迎下载)表面粗糙度与表面光洁度级别对照表表面粗糙度与光洁度对照表•轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,•不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,•轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
•轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,•不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,•轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙在不同的加工方法中的参考应用详细资料表面粗糙度对照表一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度(mm);d加工纹理方向符号;e加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度
参考资料
1、表面粗糙度与光洁度对照表
2、国内表面光洁度与粗糙度数值换算表
3、表面粗糙度国际标准加工方法
4、表面粗糙度代号标注示例
5、表面粗糙度在图样上的注法
6、表面粗糙在不同的加工方法中的参考应用
表面粗糙度与光洁度对照表
∙轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
∙不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
∙轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
∙轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
∙不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
∙轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙在不同的加工方法中的参考应用
详细资料。
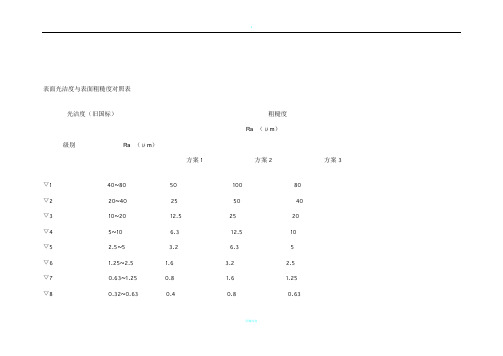
表面光洁度与表面粗糙度对照表光洁度(旧国标)粗糙度Ra (μm)级别 Ra (μm)方案1 方案2 方案3 ▽1 40~80 50 100 80▽2 20~40 25 50 40▽3 10~20 12.5 25 20▽4 5~10 6.3 12.5 10▽5 2.5~5 3.2 6.3 5▽6 1.25~2.5 1.6 3.2 2.5▽7 0.63~1.25 0.8 1.6 1.25▽8 0.32~0.63 0.4 0.8 0.63页脚内容▽9 0.16~0.32 0.2 0.4 0.32 ▽10 0.08~0.16 0.1 0.2 0.16 ▽11 0.04~0.08 0.05 0.1 0.08 ▽12 0.02~0.04 0.025 0.05 0.04 ▽13 0.01~0.02 0.012 0.025 0.02 ▽14 >0.01 0.006 0.012 0.01 Ra:轮廓算术平均偏差值*.方案 1 的Ra 与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.**.方案2 的Ra 比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.***.方案3 的Ra 与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.页脚内容****Ra 为0.1μm 时,其符号如下,余类推.页脚内容页脚内容页脚内容这是日本的光洁度的表示方法,三个倒三角形代表表面光洁度为三花级,Ra=0.2~0.8,有三个等级,即三花7(相当于Ra0.8)、三花8(相当于Ra0.4)、三花9(相当于Ra0.2),G表示研磨加工。
这个概念要讲详细点,首先三角是倒的,这个图应该是日本或者台湾的,现在日本和台湾用的是光洁度▽,▽▽,▽▽▽,▽▽▽▽。
▽▽▽▽对应Ra<0.2;▽▽▽对应Ra= 0.2~0.8;▽▽对应Ra=1.6~6.3;▽对应Ra=12.5~50。
要到达▽▽▽▽至少要研磨,精度更高的话要超级加工〔例如工作时承受较大变应力作用的重要零件表面、保证精确定心的锥体表面、液压传动用的孔表面、汽缸套的内表面、活塞销的外表面、仪器导轨面、阀的工作面等〕。



表面粗糙度与光洁度对照表
表面粗糙度是指物体表面不规则程度的度量,通常用一些参数来描述,如轮廓的平均算术偏差(Ra)、不平度平均高
度(Rz)和轮廓最大高度(Ry)等。
为了方便比较和标准化,制定了一些参考资料,如表面粗糙度与光洁度对照表、国内表面光洁度与粗糙度数值换算表、表面粗糙度国际标准加工方法、表面粗糙度代号标注示例和表面粗糙度在图样上的注法等。
在不同的加工方法中,表面粗糙度的参考应用也有所不同。
例如,在车外圆加工中,通常要求Ra值为0.8、1.6、3.2、
6.3um;在镗内孔加工中,要求Ra值为0.8、1.6、3.2、6.3um;在刨、平铣、端铣加工中,要求Ra值为0.8、1.6、3.2、
6.3um;在磨外圆加工中,要求Ra值为0.1、0.2、0.4、0.8um;在平磨加工中,要求Ra值为0.1、0.2、0.4、0.8um;在研磨
加工中,要求Ra值为0.1、0.05、0.025、0.012um;在双组式
车外园加工中,要求Ra值为0.8、1.6、3.2、6.3um;在磨外
园加工中,要求Ra值为0.1、0.2、0.4、0.8um;在双组式镗
内孔加工中,要求Ra值为0.8、1.6、3.2、6.3um;在磨内孔
加工中,要求Ra值为0.8、1.6、3.2、6.3um;在手研加工中,
要求Ra值为3.2、6.3、12.5、25um;在电火花线切割加工中,要求Ra值为50、100、800、1600um;在电火花加工中,要
求Ra值为0.2、0.4、0.8、1.6um;在抛光加工中,要求Ra值
为0.8、1.6、3.2、6.3um;在铸造钢铁砂型加工中,要求Ra
值为0.8、1.6、3.2、6.3um;在抛喷丸和喷砂加工中,要求Ra 值为0.4、0.8、1.6、3.2、6.3、12.5、25、50、100um。
因此,在实际生产中,需要根据具体的加工工艺和要求,选择合适的表面粗糙度参考资料和参数,以确保产品的质量和性能。