平常mazak机床报警疑难解决方法
- 格式:pptx
- 大小:6.11 MB
- 文档页数:13


数控机床“限位报警”原因分析与处理衡阳市第五技校刘双全摘要:本文从简单到复杂、从普遍到特殊、由浅入深地讲述了引起数控机床“限位报警”的五类原因。
着重强调了观察分析、抓住特点、灵活运用的维护意识,并列举一些有代表性的实例加以分析说明。
关键词:数控机床限位故障排除由于机床数控系统种类繁多、设备形态结构各异、设计方式多种多样、故障现象千差万别,维护好数控设备是具有相当难度的工作。
在掌握了机械结构及电气控制原理的同时, 必须合理分析,灵活运用,善于总结, 才能起到事半功倍的收效。
立足于原理,由易到难地去缩小故障范围并排除。
为了保障机床地运行安全, 机床的直线轴通常设置有软限位(参数设定限位)和硬限位(行程开关限位)两道保护“防线”。
限位问题是数控机床常见故障之一, 相关资料提及较少。
以下就导致“限位报警”的主要原因作一些分析和说明。
一、相关控制电路断路或限位开关损坏此原因引起“限位报警” 发生率相对较高,由于外部元器件受环境影响较大,如机械碰撞、积尘、腐蚀、摩擦等因素的影响,易于导致相关限位开关本身损坏及控制电路断路,同时产生“限位报警” 信息。
也遇见超程开关压合后不能复位的情况。
这类故障的处理比较直接,把损坏的开关、导线修复好或更换即可。
导线断路或接触不良时需仔细地校线和观察,女口:一台XK755数控铣床,采用FANUC-M数控系统。
在加工过程中,突然出现“ X+、X-、Y+、Y- 硬限位”报警,而实际上机床在正常的加工范围内。
根据上述现象,估计线路接触不良或断路可能性最大,测量电器柜中接线排上供给限位电路的24V 电压,压值正常。
按照线路走向逐一查找,在用手旋动床体右侧的一个线路接头时,发现屏幕上报警瞬间消失,在松手间报警复现。
于是,拆下该接头,仔细检查发现里面焊接的两根导线已经脱落,在用手向里面旋动的过程中可以让导线断路的两端碰触,所以有上述变化现象。
重新焊接好接头后,机床恢复正常。
二、操作不规范,误动作或机床失控其中,主要以引起硬限位报警为主,一般来说,通过直接补救措施方能进行恢复,利用机床本身的超程解除功能或短接法是日常维护的惯用方法。


摘要:基于移机检知装置的电路识别与移机报警的机理分析,详述139n (n =1-9)报警的快捷处理方法,给出梯形图的修改步骤,对机床用户具有较高的应用价值。
关键词:机床移机检知装置报警处理梯形图中图分类号:TG659文献标识码:ADOI :10.19710/ki.1003-8817.20180169Mazak 机床移机报警的快捷处理刘胜勇(中国重汽集团济南桥箱有限公司,济南250022)作者简介:刘胜勇(1978—),男,高级工程师,硕士,中国科普作协会员&济南青科协理事,出版著作13部,发表论文50篇,研究方向为车辆工程、数控技术。
1现状分析为防止机床进行军品生产,或被他国转卖受管制的伊朗、伊拉克或朝鲜等国家,在进口型高档数控机床上,配装移机检知装置(下称R.D )已司空见惯。
通常,这类机床的安装位置只要发生移动,便会触发移机检知报警。
有些机床的安装位置虽未改变,但在更换随机硬盘(见图1),重装数控系统或移除供电电池后,以及电池/电缆异常时(见图2),也会触发移机检知报警。
CITIZEN 车床的移机检知报警如图3所示,Mazak 机床的移机检知报警见表1。
机床在屏显移机检知报警时,将不能继续自动运转,或是仅可执行很少时间的操作。
此时,点按[Reset/复位]键或关机再起动,均不能消除移机检知报警。
机床在屏显移机检知报警后,制造厂商会要求用户写明该机床报警前的有关操作,尤其是移机的原因,例如工艺调整、厂房搬迁或设备外出大修等,并注明机床型号(如QTN 250M )和出厂编号(如232714),随后以传真形式发送至其售后服务部门;待他们计算出正确的新密码后,派人到现场进行有偿服务(约1500元/台),或由用户在机床上规定区域的地址/参数(如Windows 资源管理器的C:\MzazakRD\MazakRD.exe )内输入密码。
该过程图1更换随机硬盘图2移除供电电池图3CITIZEN车床的移机检知报警大致需要1-3天时间,某些用户的紧张生产任务必会受到影响。
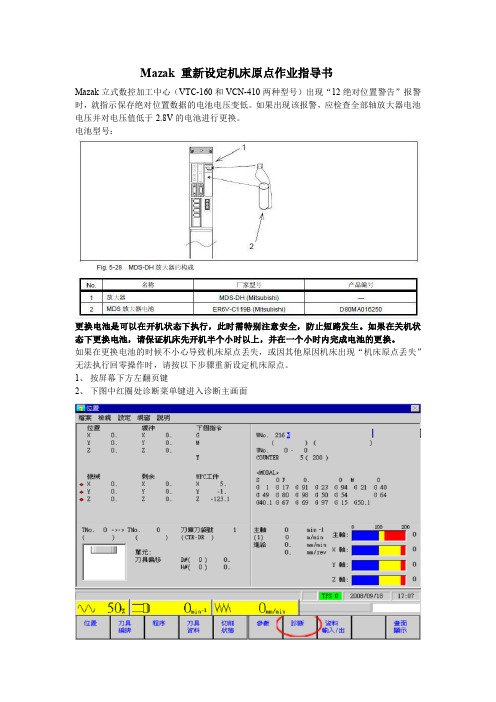
Mazak 重新设定机床原点作业指导书
Mazak立式数控加工中心(VTC-160和VCN-410两种型号)出现“12绝对位置警告”报警时,就指示保存绝对位置数据的电池电压变低。
如果出现该报警,应检查全部轴放大器电池电压并对电压值低于2.8V的电池进行更换。
电池型号:
更换电池是可以在开机状态下执行,此时需特别注意安全,防止短路发生。
如果在关机状态下更换电池,请保证机床先开机半个小时以上,并在一个小时内完成电池的更换。
如果在更换电池的时候不小心导致机床原点丢失,或因其他原因机床出现“机床原点丢失”无法执行回零操作时,请按以下步骤重新设定机床原点。
1、按屏幕下方左翻页键
2、下图中红圈处诊断菜单键进入诊断主画面
3、下图中红圈处版本菜单键进入版本画面
4、在版本界面,按机床屏幕下方右翻页键
5、现在就可以从机床操作面板直接输入密码1131,如下图所示
1131
6、输入1131后,按机床操作面板上的“INPUT”
7、进入参数画面,按下图的“SERVO MONITOR”菜单键,在右侧会多出“参数”菜单
8、按“参数”菜单,参数菜单会变成红色,屏幕上就会弹出主轴参数设置框
9、使用机床操作面板上的翻页键(上翻页、下翻页)和方向键来移动光标选择参数SV17号参数。
10、将X、Y、Z和A轴的SV17号参数由&208C调整为&200C(即由“绝对位置控制”改为“相对位置控制”)
11、关机——开机,执行机床回零操作。
12、机床报警消除后,重复以上步骤将SV17号参数改回到原来的&208C。
13、关机——开机,检查机床回零,确认各轴动作正常。

O K U M A常见报警信息及解决办法-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIOKUMA常见报警及解决办法1、Y、Z轴润滑报警报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。
可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。
若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。
2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。
2、MCS总线电压异常报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。
拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。
3、2168或2169 MCS光栅尺异常出现该报警时注意是哪根轴报警。
将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。
4、2173MCS电机过热出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。
5、机床无法调出程序在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。
6、1071存储版电池紧急更换换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。
然后关机将电池取下并装上,启动选择选项。
关机,将MODE选项拨到0重启即可。
7、2462主轴分度异常出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。
Mazak 重新设定机床原点作业指导书
Mazak立式数控加工中心(VTC-160和VCN-410两种型号)出现“12绝对位置警告”报警时,就指示保存绝对位置数据的电池电压变低。
如果出现该报警,应检查全部轴放大器电池电压并对电压值低于2.8V的电池进行更换。
电池型号:
更换电池是可以在开机状态下执行,此时需特别注意安全,防止短路发生。
如果在关机状态下更换电池,请保证机床先开机半个小时以上,并在一个小时内完成电池的更换。
如果在更换电池的时候不小心导致机床原点丢失,或因其他原因机床出现“机床原点丢失”无法执行回零操作时,请按以下步骤重新设定机床原点。
1、按屏幕下方左翻页键
2、下图中红圈处诊断菜单键进入诊断主画面
3、下图中红圈处版本菜单键进入版本画面
4、在版本界面,按机床屏幕下方右翻页键
5、现在就可以从机床操作面板直接输入密码1131,如下图所示
1131
6、输入1131后,按机床操作面板上的“INPUT”
7、进入参数画面,按下图的“SERVO MONITOR”菜单键,在右侧会多出“参数”菜单
8、按“参数”菜单,参数菜单会变成红色,屏幕上就会弹出主轴参数设置框
9、使用机床操作面板上的翻页键(上翻页、下翻页)和方向键来移动光标选择参数SV17号参数。
10、将X、Y、Z和A轴的SV17号参数由&208C调整为&200C(即由“绝对位置控制”改为“相对位置控制”)
11、关机——开机,执行机床回零操作。
12、机床报警消除后,重复以上步骤将SV17号参数改回到原来的&208C。
13、关机——开机,检查机床回零,确认各轴动作正常。
数控机床常见报警故障及其维护保养数控机床作为一种高精度、高效率、高智能的机床,广泛应用于工业生产领域。
在数控机床的运行过程中,常常会遇到各种报警故障,这些故障不仅会对生产造成影响,还会影响机床的使用寿命。
因此,正确处理数控机床报警故障并进行维护保养是非常必要的。
本文将针对数控机床的常见报警故障及其维护保养进行介绍。
一、主轴报警主轴报警是数控机床中最常见的故障之一,通常会在加工某些刚性材料时发生。
主轴报警有多种原因,最常见的原因是主轴轴承寿命到期、主轴故障、主轴传动部件故障、主轴传感器故障、主轴毛刺等。
若遇到这种故障,应该立即停止机器的运行,并进行检查、维护和更换配件。
在进行数控机床主轴的维护保养时,需要注意以下事项:1. 定期清理主轴轴承,防止油污和灰尘积聚,影响主轴的正常使用。
2. 定期更换润滑剂,保证润滑剂的清洁度和质量,避免润滑油泄漏。
3. 定期检查主轴加工完毕后的表面质量,确保主轴加工质量。
4. 检查主轴的传动部件是否紧固,确保传动部件的可靠性。
二、伺服电机报警伺服电机报警通常发生在机床开始加工当前工件时,时间一般不长。
伺服电机报警的原因有很多,常见的原因包括伺服电机损坏、电源电压低、伺服电机控制卡故障、机床框架变形等。
如果发现机床出现伺服电机报警,应该首先停机,并挂上安全警示标识,保证人员安全。
然后,进行故障检查和排除,及时更换故障配件。
在进行数控机床伺服电机的维护保养时,需要注意以下事项:1. 定期检查伺服电机的电源和线路是否正常,检查电缆连接是否牢固。
2. 检查伺服电机的转速和电流,确保其工作状态正常。
3. 定期检查伺服电机控制卡的程序和参数是否正确,确保控制卡的正常运行。
4. 定期清理伺服电机的电机通风孔和散热器,保持机器散热良好。
三、换刀报警数控机床的刀具换装是一个非常常见和重要的过程。
在刀具换装过程中,如果没有正常执行刀具换装程序,或者换刀时刀具没有被正确安装,就会造成机床报警。