机床报警说明
- 格式:doc
- 大小:359.00 KB
- 文档页数:13
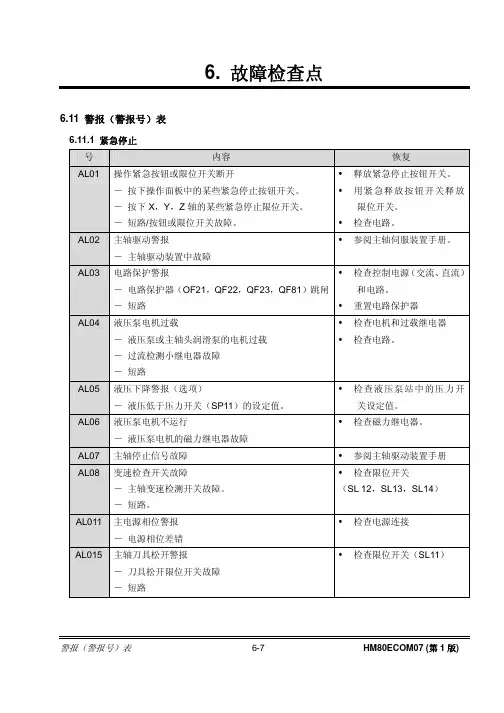
6.11 警报(警报号)表6.11.1 紧急停止号内容恢复AL01 操作紧急按钮或限位开关断开-按下操作面板中的某些紧急停止按钮开关。
-按下X,Y,Z轴的某些紧急停止限位开关。
-短路/按钮或限位开关故障。
释放紧急停止按钮开关。
用紧急释放按钮开关释放限位开关。
检查电路。
AL02 主轴驱动警报-主轴驱动装置中故障参阅主轴伺服装置手册。
AL03 电路保护警报-电路保护器(OF21,QF22,QF23,QF81)跳闸-短路 检查控制电源(交流、直流)和电路。
重置电路保护器AL04 液压泵电机过载-液压泵或主轴头润滑泵的电机过载-过流检测小继电器故障-短路 检查电机和过载继电器 检查电路。
AL05 液压下降警报(选项)-液压低于压力开关(SP11)的设定值。
检查液压泵站中的压力开关设定值。
AL06 液压泵电机不运行-液压泵电机的磁力继电器故障检查磁力继电器。
AL07 主轴停止信号故障 参阅主轴驱动装置手册AL08 变速检查开关故障-主轴变速检测开关故障。
-短路。
检查限位开关(SL 12,SL13,SL14)AL011 主电源相位警报-电源相位差错检查电源连接AL015 主轴刀具松开警报-刀具松开限位开关故障-短路检查限位开关(SL11)号内容恢复AL17 主轴头油溢流-主轴头内的润滑油油位高于设定值。
-油位开关故障。
检查排油泵和油位开关(SV11)。
AL19 机床型号选择保护继电器未设置-保护继电器设置不当。
检查机床的型号。
6.11.2 循环停止号内容恢复AL20 冷却液油和润滑油泵电机过载-润滑泵电机或冷却液泵电机过载。
-过流检测继电器故障。
-短路检查泵和继电器。
AL21 气压下降-气压低于压力开关(SP12)设定值。
检查供气管路。
检查压力开关(SP12)AL22 主轴定向超时-给出M19指令后主轴定向未在15秒内完成。
-主轴定向参数输入错误。
-位置编码器或反馈电缆故障。
检查相应参数的设定值。

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
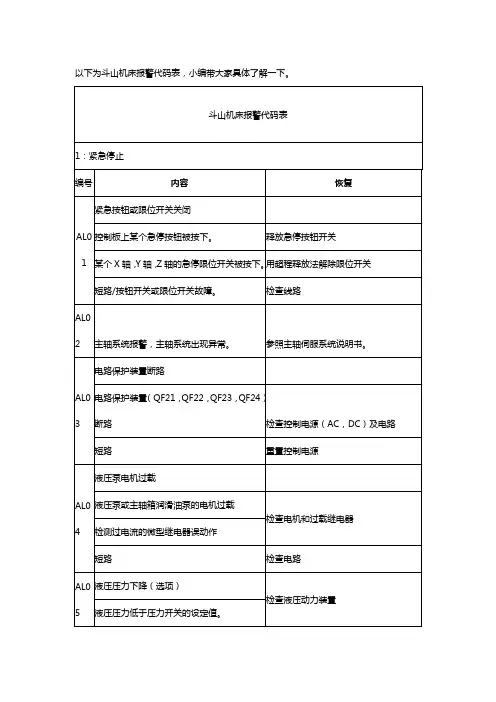
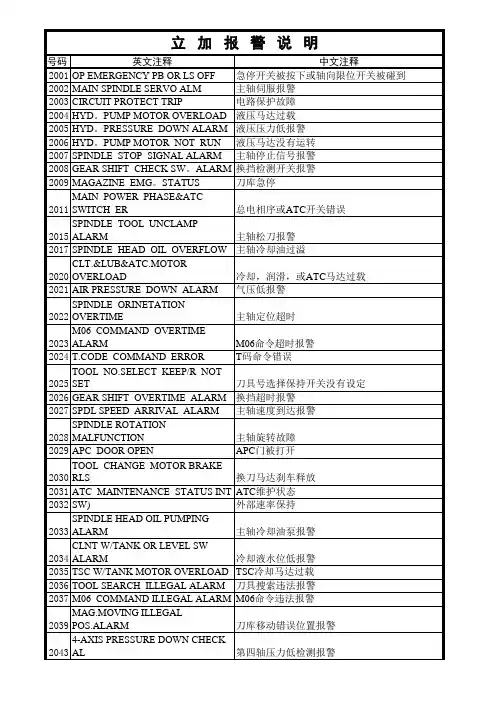
以下为斗山机床报警代码表,小编带大家具体了解一下。
扩展资料:主要产品:高效型数控车床紧凑高效型数控机床,装备线性导轨使得非切削时间大大减少,最小的占地空间最大的生产效率,更大的主轴输出力矩。
此系列分别有Lynx225、Lynx225G、Lynx235、Lynx235D。
高性能数控车床小型高效率数控车床,可用于重载的断续加工,具有长期的精度保持性和最佳表面光洁度。
高速转位的刀塔和快速轴向移动速度减少了非切削时间,使得该机床真正物超所值。
此系列分别有PUMA205、PUMA215、PUMA245、PUMA305、PUMA405。
高性能立式数控车床高效率立式数控车床,特殊的立式结构使得加工精度更高,部品装卸更方便,主轴大扭矩输出。
此系列有PUMAV405、PUMAV835。
铝轮毂加工数控车床铝轮毂加工数控车床,专为铝轮毂加工设计,高刚性导轨,主轴大扭矩输出。
此系列有PUMAAW505BIKE、PUMAAW560、PUMAAW660。
攻丝加工中心高速数控攻丝加工中心,高速线轨及高速伺服马达保证了高速的轴向速度,缩短非加工时间,高效率、高精度、高经济性。
此系列有DT400。
高效率立式加工中心高效率立式加工中心,高速线性导轨及高速伺服马达保证高速的轴向速度、高效率、高经济性、缩短非加工时间、适用范围广。
此系列有CNM560、DNM415、DNM515。
高生产量立式加工中心高生产量立式加工中心,高刚性导轨,高性能和高精度标准新机型,具有长期的精度保持和超精表面加工性能,高耐久性可创造超乎寻常的价值。
此系列有CMV920、Mynx545、Mynx545/50、Mynx650、Mynx650/50。
高速重载立式加工中心高速重载立式加工中心,为高速高负荷加工设计,强有力的,重负荷结构以及高刚性保证。
此系列有V435。
经济型卧式加工中心经济型卧式加工中心,高速,高精度,高可靠性为一体的经济型卧式加工中心,高可靠性和宽敞的工作区,工件调整简便,双托盘交换结构极大的减少了工件装卡时间,提高了工作效率。
报警表串行脉冲编码器报警#7 #6 #5 #4 #3 #2 #1 #0#6(CSA ):校验和检查报警。
#5(BLA ):电池电压低报警。
#4(PHA ):相位数据错误报警。
#3(PCA ):速度计数故障报警。
#2(BZA ):电池零电压报警。
#1(CKA ):时钟报警。
#0(SPH ):软相位数据故障报警。
#7 #6 #5 #4 #3 #2 #1 #0#7(DTE ):数据错误报警。
#6(CRC ):CRC 错误报警。
#5(STB ):停止位错误报警。
#4(PRM ):参数错误报警。
在此情况下,还会出现伺服参数错误报警(No.417)。
伺服报警的详细信息伺服报警在诊断中的详细显示如下(No.200和No.204):#7 #6 #5 #4 #3 #2 #1#0#7(OVL ):发生过载报警。
#6(LV ): 伺服放大器中发生低电压报警。
#5(OVC ):数字伺服内部发生过电流报警。
#4(HCA ):伺服放大器发生异常电流报警。
#3(HV A ):伺服放大器中发生过电压报警。
#2(DCA ):伺服放大器中发生再生放电回路报警。
#1(FBA ):发生断线报警。
#0(OFA ):数字伺服内部发生溢出报警。
当诊断数据No.200中的OVL等于1时(发生伺服报警No.400)。
#7(ALD): 0:电机过热1:放大器过热当诊断数据No.200中的FBA等于1时(伺服报警产生No.416)。
#6(OFS):数字伺服中发生电流变换错误。
#5(MCC):伺服放大器上的电磁接触器触点熔焊。
#4(LDA):LED指示串行脉冲编码器C故障。
#3(PMS):反馈电缆故障造成反馈脉冲错误。
主轴报警No.750主轴报警No.750的诊断显示(No.409)如下:#3(SPE ):0:在主轴串行控制中,串行主轴参数满足主轴单元的启动条件。
1:在主轴串行控制中,串行主轴参数不满足主轴单元的启动条件。
#2(S2E ):0:主轴串行控制启动时,第二主轴正常。
O K U M A常见报警信息及解决办法-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIOKUMA常见报警及解决办法1、Y、Z轴润滑报警报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。
可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。
若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。
2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。
2、MCS总线电压异常报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。
拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。
3、2168或2169 MCS光栅尺异常出现该报警时注意是哪根轴报警。
将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。
4、2173MCS电机过热出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。
5、机床无法调出程序在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。
6、1071存储版电池紧急更换换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。
然后关机将电池取下并装上,启动选择选项。
关机,将MODE选项拨到0重启即可。
7、2462主轴分度异常出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。


附录1:SINUMERIK 840D系统报警清单1“Battery alarm power supply”电池报警原因:电池电压低于规定值。
纠正措施:更换电池后用应答键消除报警。
(注意:系统必须带电更换电池。
)3“PLC stop”PLC停机原因:PLC没有准备。
纠正措施:用编程器PG读出中断原因(从ISTACK)并进行分析;分析NC屏幕上的PLC 报警。
4“Invalid unit system”非法的单位系统说明:在机床数据MD5002中选择了非法的单位组合,即测量系统的单位(位置控制分辨率)与输人系统的单位(转换系数大于10)之间的组合。
纠正措施:修改机床数据位MD5002,然后关掉电源重开。
5“Too many input buffer parameter”太多的输人缓冲参数说明:当使用“FORMAT USER M.”软键格式化用户程序存储器时扫描这个报警。
纠正措施:修改机床数据MD5(输入低一点的数值),然后重新格式化程序存储器。
7“EPROM check error”EPROM检查错误说明:校对“检查和”发现一个错误。
纠正措施:关掉电源重开,屏幕显示出有缺陷的EPROM,换之。
8“Wrong assignment for axis/spindle"进给轴/主轴分配错误原因:机床数据MD200*或者MD400*或者MD461*设定错误。
纠正措施:检查修改机床数据MD200*、MD400*、MD461*。
9“Too small for UMS”UMS太小说明:系统启动后,UMS的内容被检查,然后准备一个地址清单。
这个地址清单需要一定量的内存空间,UMS清单太大。
10“UMS error”UMS错误原因:机床数据MD5015位6被设置,但没有插人UMS,、UMS不能装载,也就是说是空的。
纠正措施:插人UMS,装载UMS(RAM)。
11“Wrong UMS identifier”UMS标识符错误。
BROTHER兄弟机报警说明书警报号码讯识原因解决方法0000(conv)Watch dog(main) 5000(nc)检测到问题(主板) 0001(conv)Watch dog(slave) 5001(nc)检测到问题(副板) 0002(conv)Watch dog(local) 5002(nc)检测到问题(现存) 0003(conv0Ram error(main) 5003(nc)暂存体错误(主板) 0004(conv)Rom error(slave) 5004(nc)永存体错误(主板) 0005(conv)Ram error(main) 5005(nc)暂存体错误(副板) 0006(conv)Rom error(slave) 5006(nc)永存体错误(副板) 0007(conv)Ram error(local) 5007(nc)暂存体错误(现存板) 0008(conv)Rom error(slave) 5008(nc)永存体错误(现存板) 0009(conv)Ram error(main-loc1) 5009(nc)暂存体错误0010(conv)Ram error(main-loc2) 5010(nc)暂存体错误0011(conv)Ram error(main-slv) 5011(nc)暂存体错误0012(conv)Timer error(slave) 5012(nc)定时器错误(副板) 0014(conv)Calc error(main) 5014(nc)计算错误(主板) 0015(conv)Calc error(slave) 5015(nc)计算错误(副板) 0016(conv)Calc error(slave) 5016(nc)计算错误(现存板) 0017(conv)Main initial impsble 5017(nc)主板不能激活0018(conv)Slv initial impsble 5018(nc)副板不能激活0019(conv)AC power supply 5019(nc)drop交流电供应下降0020(conv)DC power error(24V)主板出现错误副板出现错误现存板出现错误主板出现错误主板出现错误副板出现错误副板出现错误现存板出现错误现存板出现错误电子板出问题电子板出问题电子板出问题副板出现错误主板出现错误副板出现错误现存板出现错误主板出现错误副板出现错误交流电下降多过30%供给控制器的24vdc直流电下降通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕通知有关人仕检查火牛的输出1/检查是否短路5020(nc) 0021(conv)5021(nc) 0022(conv) 5022(nc)直流电(24V)下降Special intial(*)特别激活问题Thermal(trans)过热(火牛)电源被特别的操作激活火牛的负苛太重2/检查电源供应负苛是否过重关电源并重新开机检查机械条件和操作途径,去减少引致的原因,并要关机等30分钟才能重新开机警报号码0023(conv) 5023(nc) 0024(conv) 5024(nc) 0025(conv) 5025(nc) 0026(conv) 5026(nc)讯识Thermal(cntl bx)过热(电箱)Air pressure low气压低Data err(m/c param)机械参数问题No m/c param data机械参数问题原因1/温度过高2/机床条件不良气压低机械参数被毁无机械参数解决方法1/检查温度是否高过40度2/检查机床条件检查气源供应及气压制重新检查及输入机械参数重新检查及输入机械参数0027(conv) 5027(nc)100V power supplyer负荷过重及短路检查原因0028(conv) 5028(nc) 0029(conv) 5029(nc)100V电源供应错误Power turned off电源被关Pos detect err位置检测错误电源制被关及外接电源被关的信号通知有关人仕被开检查到刀盘的放大器的绝对位置与NC绝对位置有异0030(conv) 5030(nc) 0031(conv) 5031(nc) 0032(conv) 5032(nc) 0033(conv) 5033(nc) 0034(conv) 5034(nc) 0035(conv) 5035(nc) 0036(conv) 5036(nc) 0037(conv) 5037(nc) 0038(conv) 5038(nc) 0039(conv) 5039(nc) 0046(conv) 5046(nc)I/O CRC error1 传送问题I/O timeover1传送问题I/O CRC error2传送问题I/O timeover2传送问题I/O CRC error3传送问题I/O timeover3传送问题I/O CRC error4传送问题I/O timeover4传送问题I/O CRC error5传送问题I/O timeover5传送问题Thermal(chipshower)过热(冲碎片泵)键盘与NC纟统的沟通有问题粗音的影响或换键盘及电线不良接触粗音的影响或换键盘及电线不良接触粗音的影响或换键盘及电线不良接触粗音的影响或I/O板或电线的不良粗音的影响或I/O板或电线的不良粗音的影响或I/O板或电线的不良粗音的影响或I/O板或电线的不良粗音的影响或EXIO板或电线的不良粗音的影响或EXIO板或电线的不良1/马达负荷过重2/过热RELAY值的设定错减少粗音的影响或换键盘及电线先将电源关上15 至20 分钟,然后详细检查及解决所预见问题0047(conv)Thermal(chip1/马达负荷过重先将电源关上15 至20 分5047(nc) 0048(conv) 5048(nc)shower)过热(冲碎片泵)Thermal(sp motor)过热(主轴马达)2/过热RELAY值的设定错钟,然后详细检查及解决所预见问题先将电源关上15 至20 分钟,然后详细检查及解决所0049(conv) 5049(nc) 0050(conv) 5050(nc)Thermal(coolant)过热(冷却泵)Thermal(sp through)1/马达负荷过重过热(高压泵)2/过虑器被塞住预见问题先将电源关上15 至20 分钟,然后详细检查及解决所预见问题1/处理所引致的原因,并重开电源2/换新的过虑器0051(conv) 5051(nc) 0052(conv) 5052(nc)Absolute clear err 绝对数清除错误Command error指令错误电子板问题电子板问题0053(conv) 5053(nc)Thermal(ATC motor)1/马达负荷过重过热(刀盘马达) 2/刀盘操作条件不当0055(conv) 5055(nc)Ram error(main-loc3)缓存器问题电子板问题0056(conv)Servo relay1error1/司服电源供应relay1激活5056(nc)司服relay1问题2/司服电源供应relay1只关了一半0057(conv)Servo relay2error1/司服电源供应relay1激活5057(nc) 0058(conv) 5058(nc)司服relay2问题Sp servo(***)主轴司服问题(***)2/司服电源供应relay1只关了一半原因视乎(***)0059(conv) 5059(nc) 0060(conv) 5060(nc) 0061(conv) 5061(nc) 0062(conv) 5062(nc) 0063(conv) 5063(nc) 0064(conv) 5064(nc) 0066(conv) 5066(nc)X servo(***)X轴司服问题(***)Y servo(***)Y轴司服问题(***)Z servo(***)Z轴司服问题(***)*servo(***) *司服问题(***)*servo(***) *司服问题(***)*servo(***) *司服问题(***)*servo(***) *司服问题(***)原因视乎(***)原因视乎(***)原因视乎(***)发生在第4轴,原因视乎(***)发生在第5轴,原因视乎(***)发生在第5轴,原因视乎(***)发生在M轴,原因视乎(***)0068(conv)电子板问题参考Instruction manual,去5068(nc)至0090(conv)5090(nc)0091(conv) 5091(nc) 0093(conv) 5093(nc) 0094(conv) 5094(nc) 0095(conv) 5095(nc) 0096(conv) 5096(nc) 0097(conv) 5097(nc) 0098(conv) 5098(nc) 0099(conv) 5099(nc) 0100(conv) 5100(nc) 0102(conv) 5102(nc)M excpt intrpt(*)干扰L excpt intrpt(*)干扰Pulse error(spindle)脉冲错误(主轴)Pulse error(X-Axis)脉冲错误(X轴)Pulse error(Y-Axis)脉冲错误(Y轴)Pulse error(Z-Axis)脉冲错误(Z轴)Pulse error(*Axis)脉冲错误(第4轴)Pulse error(*Axis)脉冲错误(第5轴)Pulse error(*Axis)脉冲错误(第6轴)Pulse error(*Axis)脉冲错误(M轴)(程序体跟NC板的程序体的联击解决问题,然后重新开机出现问题。

17.1 411報警訊息與17.2 故障排解SERVO ALARM:N-TH AXIS EXCESSERROR第N軸跟隨誤差過大1000 1001 1002 1003 1004 1005 1006 1007 1008 10091010 1011 1012 1013 LOW HYD PRESSLOW AIR PRESSLOW CLN LEVELCONVEYOR MS OVERLOADLOW LUB. LEVELLOW GEAR LUB. PRESSGEAR SHIFT DROPCOOLANT MSOVERLOAD HYD MSOVERLOADHEAD NOT AT 270 DEGREEGEAR LUB. MS OVERLOADSPD HEAD SPEED OVERLOADMIST LUB LOW PRESS. OR LEVELSPD FAN OVERLOAD油壓壓力缺乏氣壓壓力缺乏使用切削液初始狀態,切削液缺乏除屑機馬達過載軌道油缺乏主軸溫控機壓力缺乏換檔缸滑落切削液馬達過載油壓馬達過載臥頭有刀且不在270度,不行執行Y軸回原點主軸冷卻機馬達過載臥式主軸在攻牙時,轉數超過上限油霧潤滑壓力或液位缺乏主軸馬達風扇過載1087 MP10 ERROR MP10狀態錯誤1100 ARM-UP/DOWN T-OUT 換刀臂上升/下降動作超出時間1101 ARM CW/CCW T-OUT 換刀臂旋轉時間過長1102 MAZ. DOOR OPN/CLS T-OUT 換刀門開關時間過長1103 ARM H-MOVE T-OUT 換刀臂水平移動超出時間1104 ATC TIME-OUT 自動換刀時間過長1105 AUTO MAZ. T-RLS T-OUT 自動刀庫刀套鬆刀時間過長1106 SPD ORIENT T-OUT 主軸定位時間過長1107 GEAR SHIFT T-OUT 換檔時間過長1108 TLM IN/OUT T-OUT 量測頭移進/移出時間過長1109 HEAD RLS/HLD TIME-OUT 主軸抓鬆頭時間過長1110 SPD TOOL RLS/HLD TIME-OUT 主軸抓鬆刀時間過長1111 STOCK COVER OPEN / CLOSE T-OUT 頭庫蓋開/ 關時間過長1112 X+ 2ND OT X軸進入其次行程OT1200 SPD TOOL SEN ALM 主軸不正常鬆刀1201 ARM NOT UP ALM 刀臂不在上位1202 ARM NOT MIDDLE ALM 刀臂不在中位1203 ARM NOT CW/CCW ALM 刀臂旋轉不在定位1204 MAZ ATC DOOR OPEN ALM 換刀門未關好1205 MAZ TOOL UNCLAMP ALM 手動/自動刀庫刀套沒有抓緊1206 H/INTRP MODE ALM HANDLE INTERRUPT模式錯誤1207 TLM NOT AT MAZ ALM 刀長量測頭不在刀庫側1208 WRONG MAZ DOOR BYPASS 換刀門SENSOR被BYPASS1209 ARM HAS TOOL 刀臂有刀,且刀臂刀號≠刀庫刀號,無法上升至刀套1210 T# INVALD T#刀號不正確1211 #SPD = #ARM 主軸刀號不行與刀臂刀號一样1212 #ARM/SPD NE 0 刀臂主軸側有刀1213 HANDLE MAZ. OP. ALM 手動刀庫操作錯誤1214 Y/Z NO HOME 執行換刀前,未回HOME1215 #SPD EQ 0 主軸刀號為0時,不行鬆刀1216 SPD ORT. DISAPPEAR 主軸定位消逝1217 SPD HEAD OR TOOL RLS AT ROTATING 主軸旋轉與鬆主軸頭或鬆刀同時發生1218 MAZ NOT STOP 刀庫沒有停顿需在I/O BYPASS 狀態下才可執行 在不正常狀態下執行M CODE刀庫門打開,制止刀鏈旋轉參數1424寫入錯誤1310 HEAD HANDLE AXES ERROR臥頭手動操作錯誤 1400 LEM. CONDITION ALMLEM 狀態未成立就裝上探針 1401 AUTO POWER OFF自動關機1300EMERGENCY ALARM 緊急停機1301OP DOOR INTLK ALM操作門打開時,制止啟動機器1302I/O DEVICE NOT READY週邊設備感應器不正常,不行啟動程式1303Y+ 2 ND-OT ALMY 軸其次行程+OT1304M# UNUSEFULM CODE 功能未開1305SPINDLE ALARM 主軸警報1306NEED I/O BYPASS OP.1307UNDER FAULT STATE1308MAZ MAN DOOR INTERLOCK ALARM1309PARAMETER 1424 IS WRONG411:SERVO ALARM:N-TH AXIS EXCESS ERROR 第N軸跟隨誤差過大發生缘由正常狀況恢復方法01 速度超過設定值RAPID 速度不超過P1420值02 參數P1828設定錯誤設定P1828正確值1000 : LOW HYD PRESS 油壓壓力缺乏發生缘由正常狀況恢復方法01 油壓壓力缺乏油壓系統壓力需求為45kg/cm^2 排解異常後壓力調整為45 kg/cm^202 油壓箱缺油油壓箱油位不行低於低位線補充油壓油03 油管破損漏油油管不行破損漏油更換破損的油壓管04 油管接頭鬆脫油管接頭要固定固定好鬆脫的接頭05 電磁開關(MC03)故障I/O B#1-11(207)有24Vdc 更換電磁開關電磁開關要動作06 油壓馬達斷電電力需求為220Vac,3ψ供應220Vac,3ψ07 油壓馬達導線斷路線圈或導線不行斷路更換馬達或導線08 油壓馬達故障油壓馬達可正常運轉修理或更換油壓馬達09 壓力開關(PR01)故障常開接點受壓時要短路更換壓力開關10 壓力開關(PR01)導線斷路輸入信號(X1007.3=1) 更換導線11 油壓啟動輸出介面故障診斷(Y1005.6=1) I/O卡要修理(請通知FANUC維修)12 壓力信號輸入介面故障介面接點(C70-24) I/O卡要修理(請通知FANUC維修)1001 : LOW-AIR PRESS 氣體壓力缺乏發生缘由正常狀況恢復方法01 氣壓源壓力缺乏氣壓壓力需求為5 7kg/cm^2以供應5kg/cm^2以上壓力空氣上02 氣壓管破損漏氣氣壓管不行破損漏氣更換破損的氣壓管03 氣壓管接頭鬆脫氣壓管接頭要固定固定好鬆脫的接頭04 壓力開關(PR03)設定不良壓力開關設定為4kg/cm^2 正確設定壓力開關為4kg/cm^205 壓力開關(PR03)故障常開接點受壓時要短路更換壓力開關06 壓力開關(PR03)導線斷路輸入信號(X1012.7=1) 更換導線07 壓力信號輸入介面故障介面接點(C73-10) I/O卡要修理(請通知FANUC維修)1002 : LOW CLN LEVEL使用切削液初始狀態,切削液缺乏發生缘由正常狀況恢復方法01 缺潤滑油潤滑油位不行低於低位線補充潤滑油 02 軌道油足夠,卻BYPASS 不檢 K7.7 = 0設K7.7 = 01003:CONVEYOR MS OVERLOAD 除屑機馬達過負載發生缘由01 馬達過載開關(THR05、THR06、THR07))跳脫 (1) 輸送帶被切屑卡著(2) 除屑機馬達散熱不良正常狀況電氣箱過載開關不行跳脫輸送帶上不行積太多切屑移動要平順馬達外殼不行覆蓋異物恢復方法排解跳脫因素後按RESET 鍵去除卡著輸送帶的切屑排解馬達散熱不良因素(3) 除屑機馬達線圈短路(4) 除屑機馬達導線斷路線圈MC05、MC06、MC07不 檢修馬達可短路導線THR05-96(43)、THR06 -更換導線96(44)、THR07 –96(45)不行斷路1004 : LOW LUB LEVEL 軌道油缺乏發生缘由正常狀況恢復方法01 切削液缺乏低水箱液位不行低於低水位 X1005.6 = 1 加切削液02 液位開關(LV.02)故障 更換感測器03 導線有斷路TB21-14(47)為24V線號令(47)破損、斷路、接錯 →更正04 有中心出水時,過濾器堵塞清潔過濾器發生缘由正常狀況 恢復方法01 凹凸檔油壓缺乏油壓系統壓力需求為10kg/cm^2 提高換檔油壓壓力02 凹凸檔感測器位置不正確 高檔時(LS.44)Y1002.0 = 1(1)調整感測器位置高檔燈亮低檔時(LS.45)Y1002.1 = 1 (2)換感測器低檔燈亮03 凹凸檔導線斷路高檔 BOX32 –5 (256)為24V,換導線BOX32 –6 (257)為24V 低檔,兩者訊號為0V1005 : LOW GEAR LUB. PRESS. 主軸溫控機壓力缺乏發生缘由01 壓力缺乏 02 缺潤滑油 03 溫控機ALARM04 導線損壞正常狀況壓力最少在 4 kg/c ㎡以上潤滑油位不行低於低位線X1007.6=1,溫控機無ALARM 燈BOX51-8(263)為24V恢復方法增加壓力加油根據溫控機ALARM 燈與維修 手冊故障排解更換導線1006:GEAR SHIFT DROP 換檔缸滑落查03 液位開關損壞X1007.7 = 0更換品1007 : COOLANT MS OVERLOAD 切削液馬達過載發生缘由正常狀況恢復方法01 過載開關導線斷路輸入信號(X1005.1=1) 更換導線02 過載信號輸入介面故障介面接點(C70-4) I/O卡要修理(請通知FANUC維修)03 切削液馬達過載THR09不行跳脫排解跳脫因素後按RESET鍵1008 : HYD MS OVERLOAD 油壓馬達過載發生缘由正常狀況恢復方法01 馬達過載開關(THR03)跳脫電氣箱過載開關不行跳脫排解跳脫因素後按RESET鍵油壓箱內濾網堵塞油壓箱內濾網不行堵塞清潔保養油壓箱內濾網油壓馬達散熱不良馬達外殼不行覆蓋異物排解達散熱不良因素油壓馬達線圈短路線圈不行短路檢修馬達油壓馬達導線斷路導線不行斷路更換導線02 過載開關導線斷路輸入信號(X1007.2 = 1) 更換導線03 過載信號輸入介面故障介面接點(C70-23) I/O卡要修理(請通知FANUC維修)發生缘由正常狀況 恢復方法01 臥頭有刀,只能在270度 執行M74 C270.K0使臥頭 時,Y 軸才可回原點在270°,假设主軸無刀,則執行M95T0,修改主軸刀號為0發生缘由正常狀況 恢復方法01 馬達過載開關THR08跳脫排解跳脫因素,按RESET02 導線損壞X1015.1 = 0更換導線THR08之99與98線號為開路發生缘由正常狀況 恢復方法01 臥式主軸最高轉數為2400 按下RESET ,消退ALARM rpm ;在攻牙時,主軸轉數 重下S CODE命令超過2400rpm1009:HEAD NOT AT 270 DEGREE 臥頭有刀,且不在270度,不行執行Y 軸回原點1010 : GEAR LUB. MS OVERLOAD 主軸冷卻機馬達過載1011:SPD HEAD SPEED OVERFLOW 臥式主軸在攻牙時,轉數超過上限發生缘由正常狀況恢復方法01 油霧潤滑壓力缺乏 X1015.3=1 調整壓力 02 油霧潤滑油缺乏 X1015.4=1加潤滑油 03 導線破損、接錯BOX31-08(259)=24V 更換導線BOX31-09(260)=24V04 Sensor 損壞更換的油霧潤滑機發生缘由正常狀況 恢復方法01 主軸馬達風扇過載(THR08) X1015.2=0風扇出口保持暢通,風扇馬達 相位正確,排解跳脫因素後, 按RESET 鍵發生缘由正常狀況恢復方法01 換刀臂動作超出時間 02 氣壓缺乏01 換刀臂動作超出時間 02 氣壓缺乏重設定TMR/26 調整壓力03 刀臂上位、下位SENSOR 位 03 刀臂上位、下位SENSOR 位調整SENSOR 位置、更換品置 置 不對或SENSOR 損壞或導線不對或SENSOR 損壞或導線 或更換導線1012:LOW MIST LUB. PRESS. 油霧潤滑壓力缺乏1013:SPD FAN OVERLOAD 主軸馬達風扇過載1100 : ARM-UP/DOWN T-OUT換刀臂上升/下降動作超出時間發生缘由正常狀況恢復方法01換刀臂動作超出時間02油壓缺乏TMR/29 = 5 SEC主油壓= 50 kg / cm^203 刀臂旋轉定位SENSOR位置刀臂CW定位時X1011.6=1不對或SENSOR損壞或刀臂CCW定位時X1011.7=1 重設定TMR / 29重調整調整SENSOR位置或更換SENSOR或更換導線導線破損發生缘由正常狀況恢復方法01 換刀門動作超出時間TMR/30= 5 SEC重設定02 氣壓缺乏氣壓最少在5kg/cm^2以上調整壓力03 換刀門開關SENSOR位置換刀門開時X1006.5 = 1 調整SENSOR位置或更換不對或SENSOR損壞或導線破損換刀門關時X1006.4 = 1 SENSOR 或更換導線發生缘由正常狀況恢復方法01換刀臂動作超出時間02氣壓缺乏TMR/31=5SEC氣壓最少在5kg/ cm^2以上重設定TMR/31調整壓力1101 : ARM CW / CCW T-OUT 換刀臂旋轉時間過長1102 : MZ. DOOR OPN/CLS T-OUT 換刀門開關時間過長1103 : ARM H-MOVE T-OUT 換刀臂水平移動超出時間破損破損03 刀臂前、中、後SENSOR位置不對或SENSOR損壞或導線破損刀臂在刀庫側時X1013.2=1刀臂在中位時X1013.1=1刀臂在主軸側時X1013.0=1調整SENSOR位置或更換SENSOR或更換導線1104:ATC TIME-OUT 自動換刀時間過長發生缘由01換刀失敗,以致時間過長02刀庫某一處感測器電磁閥有錯03壓力缺乏正常狀況TMR / 32 = 150 SECX1012.7 = 1X1007.3 = 1恢復方法設定正確的TMR / 32根據換刀停顿地方,判斷該是那一個動作失敗,檢查該處感測器、電磁閥(請參考電路圖)調整氣壓壓力為5kg/cm^2以上1105 : AUTO MAZ. T-RLS T-OUT 自動刀庫刀套鬆刀時間過長發生缘由01鬆刀超出時間02油壓缺乏03刀套鬆刀SENSOR位置不對或SENSOR損壞或導線破損正常狀況TMR/33 = 5 SEC油壓主壓力為50kg/cm^2刀套鬆刀時X1013.3 = 0刀套抓刀時X1013.3 = 1恢復方法重設定調整壓力調整SENSOR位置或更換SENSOR或更換導線關時,近接開關的燈才會亮材質1106 : SPD ORIENT T-OUT 主軸定位時間過長發生缘由 正常狀況恢復方法01 定位時間過長 TMR / 05=10SEC 重設定TMR / 05 02 參數設錯 修正參數(參考PARAMETER MANUAL) 03 線ENCODER 線接頭鬆脫或斷 鎖緊接頭或更換導線04 感應塊距離不正確只有在感應塊對著近接開 調整感應塊距離或更換感應塊1107:GEAR SHIFT T-OUT 換檔時間過長發生缘由01 換檔時間過長02 凹凸檔感測器位置不正確03 凹凸檔導線斷路正常狀況TMR/05=10000高檔時(LS.44)X1007.0=1, (LS.45) X1007.1 = 1 低檔時,兩者訊號為0V高檔 BOX32-5(256)為24V 恢復方法修正TMR / 05 (1)調整感測器位置(2)換感測器換導線04 凹凸檔油壓沒動作低檔時,兩者訊號為0V BOX32-6 (257)為24V高檔 SOL 20 激磁, 管路有油 (1)檢查電磁閥電路,破損、 接錯流動低檔 SOL 21激磁, 管路有油流 (2)檢查油管漏油、接錯動1108:TLM IN/OUT T-OUT 量測頭移進/移出時間過長發生缘由 正常狀況 恢復方法01 主軸抓頭SENSOR 位置不對 主軸抓頭時X1015.7 = 1(1)調整SENSOR 位置 BOX32-06(268) = 24V(2)更換導線 02 油壓或氣壓流量缺乏 調整電磁閥之流量 03 臥頭或頭蓋位置不正確 調整臥頭、頭蓋位置04 TIMER/34值太小TMR/34 = 5000重設定TMR/35發生缘由正常狀況恢復方法01 抓鬆刀位置不正確立式鬆刀X1008.1 = 1 (1)調整抓鬆刀SENSOR 位置 立式抓刀X1008.2 = 1(2)調整抓鬆刀壓力1109 : HEAD RLS/HLD TIMEOUT 主軸抓鬆頭時間過長1110:SPD TOOL RLS/HLD TIME-OUT 主軸抓鬆刀時間過長發生缘由正常狀況恢復方法01 量測頭動作時間過長 TMR/13 = 5 sec重設定TMR/13 02 氣壓缺乏氣壓最少在5Kg /cm^2以上 調整壓力03 量測頭定位訊號不對量測頭移進時X1006.1 = 1 調整SENSOR 位置、更換 量測頭移出時X1006.0 = 1SENSOR 或更換導線發生缘由正常狀況恢復方法01 頭庫蓋動作時間過長 TMR/19=60sec重設定TMR/19 02 氣壓缺乏氣壓最少在5Kg /cm^2以上 調整壓力03頭庫蓋開/關訊號不對頭庫蓋開時X1016.3 = 1 調整SENSOR 位置、更換 頭庫蓋關時X1016.4 = 1SENSOR 或更換導線發生缘由正常狀況恢復方法01 當換頭失敗,而X 軸已 X1016.5 = 0按OT RELEASE 鍵用手搖輪 進入換刀行程移動X 軸負方向1111:STOCK COVER OPEN / CLOSE T-OUT 頭庫蓋開/關時間過長1112 : X+ 2 ND-OT ALM. X 軸其次行程 +OT02 油壓閥損壞 油壓閥激磁的一邊有磁性 更換油壓閥 03 導線損壞、接錯立式鬆刀更換SENSOR 、導線BOX32-01(251) = 24V BOX32-15(226) = 24V 立式抓刀BOX32-02(252) = 24V BOX32-15(226) = 0V1200 : SPD TOOL SEN. ALM 主軸不正常鬆刀發生缘由正常狀況恢復方法01 PLC並沒有要求鬆刀,但出現主軸抓刀X1008.1=0鬆刀訊號,可能是SENSOR位Y1008.2 = 1 置不對、SENSOR損壞、導線Y1008.6 = 0 破損或導線有斷路1201 : ARM NOT UP ALM 刀臂不在上位調整SENSOR位置或更換SENSOR或更換導線發生缘由01感測器錯誤02導線斷路正常狀況X1011.4 = 1BOX51之I/O#4-4(11)為24V恢復方法(1)調整感測器位置(2)換感測器換導線1202 : ARM NOT MIDDLE ALM. 刀臂不在中位發生缘由正常狀況恢復方法01 感測器錯誤X1013.1 = 1 (1)調整感測器位置02 導線斷路BOX71之I/O#6-2(16)為24V (2)換感測器換導線02 感測器錯誤TB02-14(260)為0V (1)調整感測器位置X1016.5 = 0(2)換導線(3)換感測器PX16發生缘由正常狀況恢復方法01 SENSOR位置不對或損壞X1011.6 = 1或X1011.7 = 1 調整SENSOR位置或更換02 導線斷路BOX51-6(13)或SENSOR或更換導線BOX51-7(14)為24V1203 : ARM NOT CW / CCW ALM 刀臂旋轉不在定位1204 : MAZ ATC DOOR OPEN ALM 換刀門未關好發生缘由正常狀況恢復方法01 感測器錯誤X1006.4 = 1 (1)調整感測器02 導線斷路X1006.5 = 0BOX21之TB21 – 10(56)為0VTB21 – 11(57)為24V(2)換感測器換導線03 氣壓缺乏氣壓壓力需求為5kg/cm^2 調氣壓1205 :MAZ TOOL UNCLAMP ALM 手動/自動刀庫刀套沒有抓緊發生缘由正常狀況恢復方法01 鬆刀近接開關(PX01)損壞X1013.4=1且1013.3 = 1 更換近接開關02 導線斷路BOX71-6(199)和BOX71-7(400) 換導線為24V發生缘由正常狀況 恢復方法01 HANDLE INTERRUPT 自動模式(1)修正為自動模式 模式錯誤(請參考操作手冊)(2)關閉HANDLE INTERRUPT功能(請參考操作手冊)發生缘由正常狀況 恢復方法01 SENSOR 位置不對或損壞X1006.1=1 調整SENSOR 位置或更換 X1006.0=0SENSOR 更換SENSOR 02 導線斷路 BOX21-13(307)為24V 更換導線BOX21-12(308)為0V發生缘由 正常狀況 恢復方法1206 : H/INTRP MODE ALM HANDLE INTERRUPT 模式錯誤1207 : TLM NOT AT MAZ ALM 刀長量測頭不在刀庫側1208 : WRONG MAZ DOOR BYPASS 換刀門SENSOR 被BYPASS發生缘由正常狀況恢復方法01 操作錯誤刀臂有刀不行上升回刀套 按RESET 鍵,去除ALARM 02 刀臂無刀,但記憶體卻記憶 D8 = 0修改DATA TABLE 值有刀,D8≠0發生缘由 正常狀況 恢復方法1209 : ARM HAS TOOL 刀臂有刀,且刀臂刀號≠刀庫刀號,無法上升至刀套1210 : T# INVALD T#刀號不正確發生缘由01 刀號只有二位數,不行有四位數02 刀號超過最大刀號正常狀況刀號≦最大刀號修改刀號恢復方法1211 : #SPD = #ARM 主軸刀號不行與刀臂刀號一样01 刀庫門開關訊號有被感應, K7.5 = 0設K7.5 = 0但又設刀庫門BYPASS K7.5=1發生缘由正常狀況恢復方法01 刀臂在主軸側刀號,平時不 D6 = 0修改DATATABLE 值可有刀,D6≠0或刀臂主軸側無刀或將刀臂主軸側刀,還回刀庫去發生缘由正常狀況 恢復方法01 手動刀庫時,操作條件不對參考4.2.6節發生缘由正常狀況 恢復方法01 執行換刀前,會先檢查Y 、 Y 、Z 軸回原點再執行換刀Z 軸是否會回原點1212 : #ARM/SPD NE 0 刀臂主軸側有刀1213 : HANDLE MAZ. OP ALM 手動刀庫操作錯誤1214 : Y / Z NO HOME 執行換刀前,未回HOME01 修改刀號時,要留意主軸刀 修改刀號號不行與刀臂刀號一样1215 : #SPD EQ 0 主軸刀號為0時,不行鬆刀發生缘由正常狀況恢復方法01 手動鬆刀時 ,主軸刀號不行主軸刀號≠0 修改主軸刀號為01216 : SPD ORT. DISAPPEAR 主軸定位消逝發生缘由正常狀況恢復方法01 換刀時,主軸定位消逝主軸定位維持著(1)參數4075值增大,提高主軸抓持力(2)調整刀臂旋轉定位(3)設定參數4016#7 = 11217 : SPD HEAD OR TOOL RLS AT ROTATING 主軸旋轉與鬆主軸頭或鬆刀同時發生發生缘由正常狀況恢復方法01 主軸鬆頭或鬆刀訊號主軸鬆刀或鬆頭時,主軸不行調整主軸抓鬆刀、SENSOR位與主軸旋轉訊號同時發生旋轉置及鬆頭SENSOR位置02 主軸抓鬆刀或抓頭主軸抓刀X1008.2 = 1 更換導線主軸鬆刀X1008.1 = 0發生缘由正常狀況 恢復方法01 開機時自動呈緊急停機狀態 按”OT/E-STOP RELEASE ”鍵 02 打開操作門(1)關好操作門(2)按”OT/E -STOP RELEASE”鍵(1)安全開關(LS45)故障 常閉接點關好門時要短路 更換安全開關 (2)安全開關(LS45)導線斷路輸入信號(X1006.7=1)更換導線(3)安全開關信號輸入介面故障 介面接點(C70-20)I/O 卡要修理 (請通知FANUC 維修)1218 : MAZ NOT STOP 刀庫沒有停顿發生缘由01 刀庫沒有定位02 TIMER 15值太大 正常狀況X1012.6 = 0BOX71-08(253) = 0VX1012.3 = 0 BOX71-09(254) = 0V TMR/15 = 500恢復方法(1)調整數刀SENSOR 位置(2)更換導線(1)調整刀庫定位SENSOR 位置(2)更換導線 (3)重設定TIMER151300 : EMERGENCY ALARM 緊急停機03 SENSOR 訊號不對主軸抓頭X1015.7 = 103按下緊急開關(1)操作面板或刀庫面板或除屑緊急開關沒按下機操作盒的緊急開關按下(1)放開被按下的開關(2)按”OT/E-STOP RELEASE鍵(2)緊急開關(PB.32)故障(3)緊急開關(PB.42)故障(4)緊急開關(PB.61)故障常閉接點沒按下時要短路更換緊急開關常閉接點沒按下時要短路更換緊急開關常閉接點沒按下時要短路更換緊急開關(5)緊急開關(PB.32)導線斷路(6)緊急開關(PB.42)導線斷路(7)緊急開關(PB.61)導線斷路輸入信號(X1008.4=1)輸入信號(X1008.4=1)輸入信號(X1008.4=1)更換導線更換導線更換導線(8)緊急開關信號輸入介面故障介面接點(C70-35) 04 鞍座壓到X軸正向過行程極限開關05鞍座壓到X軸負向過行程極限開關06工作台壓到Y軸正向過行程極限開關07工作台壓到Y軸負向過行程極限開關08主軸頭壓到Z軸正向過行程極限開關I/O卡要修理(請通知FANUC維修)發生缘由正常狀況恢復方法01 操作門打開時 ,操作機器不 參考3.2節當發生缘由 正常狀況 恢復方法01 檢查油壓、氣壓、切削液、 在週邊設備的訊號應該是正常 檢查該SENSOR 軌道油、溫控機壓力是否充 足,油壓馬達與切削液是否過載09 主軸頭壓到Z 軸負向過行程極限開關(1) 行程超出極限(2) 過行程極限開關故障(3) 過行程極限開關導線斷路機器位置要在行程內(1) 按著OT/E-STOP RELEASE 鍵,同時操作機器往相反方向位移到行程內(2)按一下RESET 鍵常閉接點沒壓到時要短路 更換極限開關輸入信號要顯示”1”更換導線1301 : OP DOOR INTLK ALM. 操作門打開時,制止啟動機器1302 : I/O DEVICE NOT READY. 週邊設備感應器不正常,不行啟動程式發生缘由正常狀況恢復方法01 當換刀失敗,而Y 軸已 X1006.2 = 1按OT RELEASE 鍵用手搖輪 進入換刀行程 移動Y 軸負方向02 感測器錯誤BOX31-7(255)為24V (1)調整感測器位置 X1006.2 = 1(2)換導線 (3)換感測器LS30發生缘由正常狀況 恢復方法01 使用的M CODE 為選購功能 無法使用發生缘由正常狀況 恢復方法主軸產生錯誤訊息根據錯誤訊息顯示,請參考 ”MAINTENANCE MANUAL”1303 : Y+ 2 ND-OT ALM. Y 軸其次行程 +OT1304 : M# UNUSEFUL. M CODE 功能未開1305 : SPINDLE-ALARM 主軸警報發生缘由正常狀況恢復方法01 有些M CODE 需在I/O 調機用按I/O BYPASS鍵BYPASS下才可執行發生缘由正常狀況恢復方法01 用M CODE執行刀庫機構動參考4.2.6節作時,刀庫狀態不符合執行條件發生缘由正常狀況恢復方法01 執行選刀或還刀時, 關閉刀庫門關上刀庫門刀庫門被打開02 SENSOR損壞或導線斷路X1006.6 = 1更換SENSOR BOX71-4(41)為24V 更換導線1306 : NEED I/O BY PASS OP. 需在I/O BYPASS 狀態下才可執行1307 : UNDER FAULT STATE 在不正確狀態下執行M CODE1308 : MAZ MAN DOOR INTERLOCK ALARM 刀庫門打開,制止刀鏈旋轉低水箱切削液溢出 軌道油缺乏機器在運轉中,操作門不行打開 (操考手冊3.2節) 感應器无视 取消油壓壓力檢查 取消氣壓壓力檢查發生缘由 正常狀況 恢復方法01 安裝探針時,機器狀態不正 (1)不行噴切削液 關閉切削液確(2)主軸定位主軸定位(3)不行有ALARM 訊號發生缘由正常狀況恢復方法打開自動關電功能,且程式Y1006.1 = 1關電重再開或關閉自動斷電 功能執行M02,M30結束程式1400 : LEM. CONDITION ALM LEM 狀態未成立就裝上探針1401:AUTO POWER OFF 自動關機17.3操作訊息說明與17.4處理方法2023LOW TANK OVERFLOW2023LOW LUB LEVEL2023DOOR OPEN INVALID OP2023I/0 SENSOR BYPASS2023HYD SEN. BYPASS2023AIR SEN. BYPASS取消切削液SENSOR 檢查 取消換刀門SENSOR 檢查 取消溫控機ALARM 檢查 取消軌道油液面檢查 取消安全門檢查 LEMOINE 系統啟動完成 刀具壽命終了 刀庫門操作不正確低水箱切削液缺乏90度頭鎖好後,按CYCLE START 繼續執行2023CLN LEVEL BYPASS2023MAZ ATC DOOR BYPASS2023GEAR LUB. SEN. BYPASS2023LUB. LEVEL BYPASS2023SAFE DOOR BYPASS2023LEMOINE READY2023TOOL LIFE END2023OPERATION OF MAZ MAN2023DOOR IS INVALID LOW CLN LEV2023IF OK ,. PRESS C-START發生缘由正常狀況恢復方法發生缘由正常狀況恢復方法油壓壓力檢查取消K7.0 = 0設定K7.0 = 02023:LOW TANK OVERFLOW 低水箱切削液溢出01低水箱已滿02低水箱堵塞暢通洩除過多切削液清潔濾網03 低水箱高水位感測器壞掉X1007.5 = 1 換液面開關04 導線有斷路TB1 – 62(336)為24V 換導線05 壓力計堵塞RB#4–K3 RELAY動作,燈亮(1)清潔壓力計(2)換繼電器2023 : LOW LUB LEVEL 軌道油缺乏2023 : DOOR OPEN INVALID OP 機器在運轉中,操作門不行打開(操考手冊3.2節) 2023:I/0 SENSOR BYPASS 感應器无视發生缘由01 按緊急停顿鍵,同時按CYCLE START、FEED HOLD 鍵正常狀況恢復方法按RESET鍵,FEED HOLD鍵2023 : HYD SEN. BYPASS 取消油壓壓力檢查發生缘由正常狀況恢復方法氣壓壓力檢查取消K7.1 = 0設定K7.1 = 0發生缘由正常狀況恢復方法01 K7.4 = 1K7.4 = 0K7.4 = 0發生缘由正常狀況恢復方法01 K7.5 = 1K7.5 = 0K7.5 = 0發生缘由正常狀況恢復方法01 K7.6 = 1K7.6 = 0K7.6 = 0發生缘由正常狀況恢復方法01 K7.7 = 1K7.7 = 0K7.7 = 02023:AIR SEN BYPASS 取消氣壓壓力檢查2023 : CLN LEVEL BYPASS 取消切削液SENSOR 檢查2023 : MAZ. ATC DOOR BYPASS 取消換刀門SENSOR 檢查2023 : GEAR LUB. SEN. BYPASS 取消溫控機ALARM 檢查2023 : LUB. LEVEL BYPASS 取消軌道油液面檢查發生缘由正常狀況 恢復方法01 按 下 緊 急 停 止 鍵 CYCLE 按RESET 及CYCLE STOP 鍵START及CYCLE STOP 鍵發生缘由正常狀況 恢復方法刀具壽命有效,且刀具群的壽命 執行M101 Txx ; 都已達到Txx 刀具群組號碼2023 : SAFE DOOR BYPASS 取消安全門檢查2023 : LEMOINE READY LEMOINE 系統啟動完成發生缘由正常狀況 恢復方法01 LEMOINE 功能有效及導針訊 X1007.4 = 1 號 進來取下導針2023:TOOL LIFE END 刀具壽命終了2023:OPERATION OF MAZ MAN DOOR IS INVALID 刀庫門操作不正確發生缘由正常狀況恢復方法01 切削液缺乏 高水箱液位不行低於低水位 02 液位開關故障 X1005.7 = 1更換感測器 03 導線有斷路TB12-05(334為) (24V)更換導線2023:LOW CLN LEV 低水箱切削液缺乏2023 : IF OK ,. PRESS C-START 90度頭鎖好後,按CYCLE START 繼續執行發生缘由正常狀況 恢復方法01 刀鏈沒有停顿定位 確認左列之條件,再執行一次02 不在手動刀庫模式下 03 刀庫門門鎖沒有關好下,按 刀庫門開鍵。
机床数控系统的参数及报警1. 机床数控系统的参数机床数控系统是一种用于控制机床运动的系统,它由许多参数组成。
这些参数可以分为几个主要的类别:1.1 运动参数运动参数用于控制机床的各个轴的运动。
主要的运动参数包括:•螺距:用于控制机床的进给速度,决定了每个主轴旋转一周时机床移动的距离。
•进给速度:控制机床在进给轴上的运动速度。
•加速度和减速度:控制机床在启动和停止时的加速度和减速度,影响机床的响应速度和精度。
1.2 力和扭矩参数力和扭矩参数用于控制机床在加工过程中的力和扭矩。
主要的力和扭矩参数包括:•主轴功率:用于控制机床主轴的功率输出,影响机床的加工能力和效率。
•进给轴功率:用于控制机床进给轴的功率输出,影响机床的进给速度和运动精度。
•力和扭矩限制:设置机床在加工过程中的最大力和扭矩限制,以保护机床和工件。
1.3 控制参数控制参数用于控制机床数控系统的操作和功能。
主要的控制参数包括:•通信协议:用于与上位机或其他设备进行通信的协议,如RS-232、Modbus等。
•控制模式:控制机床的工作模式,如手动模式、自动模式等。
•运动规划:控制机床轴的运动规划方式,如直线插补、圆弧插补等。
2. 机床数控系统的报警机床数控系统在工作过程中可能会发生各种各样的故障和问题,这些故障和问题会导致机床无法正常工作。
为了及时发现和解决这些问题,机床数控系统通常会提供报警功能。
主要的报警包括:2.1 伺服报警伺服报警是指伺服系统发生故障或错误时产生的报警。
主要的伺服报警包括:•位置偏差报警:当机床的实际位置和期望位置之间的偏差超过一定范围时,会产生报警。
•超速报警:当机床的运动速度超过预设的最大速度时,会产生报警。
•过载报警:当机床在加工过程中受到过大的负载时,会产生报警。
2.2 通信报警通信报警是指机床数控系统与上位机或其他设备之间的通信发生故障或错误时产生的报警。
主要的通信报警包括:•通信超时报警:当机床与上位机之间的通信超时时,会产生报警。
数控机床报警大全(总16页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除附录1:SINUMERIK 840D系统报警清单1“Battery alarm power supply”电池报警原因:电池电压低于规定值。
纠正措施:更换电池后用应答键消除报警。
(注意:系统必须带电更换电池。
)3“PLC stop”PLC停机原因:PLC没有准备。
纠正措施:用编程器PG读出中断原因(从ISTACK)并进行分析;分析NC屏幕上的PLC报警。
4“Invalid unit system”非法的单位系统说明:在机床数据MD5002中选择了非法的单位组合,即测量系统的单位(位置控制分辨率)与输人系统的单位(转换系数大于10)之间的组合。
纠正措施:修改机床数据位MD5002,然后关掉电源重开。
5“Too many input buffer parameter”太多的输人缓冲参数说明:当使用“FORMAT USER M.”软键格式化用户程序存储器时扫描这个报警。
纠正措施:修改机床数据MD5(输入低一点的数值),然后重新格式化程序存储器。
7“EPROM check error”EPROM检查错误说明:校对“检查和”发现一个错误。
纠正措施:关掉电源重开,屏幕显示出有缺陷的EPROM,换之。
8“Wrong assignment for axis/spindle"进给轴/主轴分配错误原因:机床数据MD200*或者MD400*或者MD461*设定错误。
纠正措施:检查修改机床数据MD200*、MD400*、MD461*。
9“Too small for UMS”UMS太小说明:系统启动后,UMS的内容被检查,然后准备一个地址清单。
这个地址清单需要一定量的内存空间,UMS清单太大。
10“UMS error”UMS错误原因:机床数据MD5015位6被设置,但没有插人UMS,、UMS不能装载,也就是说是空的。
数控机床常见报警故障数控机床由于采用了高精度的控制系统,使得其能够高效地执行复杂的切削工艺,适用于多种加工场合。
但在操作和维护过程中,常见的报警故障也给工人们带来一定的困扰。
本文将详细介绍数控机床常见的报警故障及其处理方法。
一、主轴报警主轴报警通常是由主轴的转速过高或者转速过低而导致的。
这种按警通常会使机床停机保护,需要进行如下处理:1.检查主轴转速是否正常,若过高或过低,需要根据加工工件的要求进行调整。
2.检查主轴电机供电是否正常,如果供电不足或者存在故障,需要更换或修理电机。
3.检查主轴轴承是否磨损或损坏,必要时需要进行更换。
二、伺服报警伺服电机控制机床各个轴向的运动,若伺服电机工作异常,可能触发伺服报警。
对于这种报警,需要进行如下处理:1.检查伺服电机供电是否正常,如果供电不足或脱落,需要进行检查和修复。
2.检查伺服电机与控制器之间的通信线路是否正常,如果连接不良,需要重新连接或更换通信线路。
3.检查伺服电机的驱动器,如果存在故障或者损坏,需要进行更换。
三、刀具报警刀具报警通常表示机床刀具系统无法正常运作,很可能是刀具过长或者过大,需要进行如下处理:1.检查刀具是否正确安装,如果放错或者安装不当,需要重新安装刀具。
2.检查刀具尺寸是否正确,如果刀具尺寸过长或过大,需要更换符合要求的刀具。
3.检查刀具进给速度是否过快,如果太快,需要进行调整。
四、机床自动报警机床自动报警通常是机床控制系统或软件存在故障,需要进行如下处理:1.重启机床系统,若有必要,需要重新安装机床软件。
2.检查机床控制卡是否损坏,如果存在故障,需要更换控制卡。
3.检查机床电源是否接触不良或者损坏,如果损坏,需要更换电源。
总之,数控机床的报警故障大都是由机床自身原因或者人工操作不当引起的,解决这些故障需要工人们认真严谨地操作和维护。
当然,为了预防这些故障的发生,工人们应该做好机床的维护工作,对扬起的任何小问题也要及时检查处理,从而确保机床的正常工作和生产效率的提高。
附录4:FANUC 0系统报警代码一览表(M系统)
·后台编辑报警
注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警
注:串行脉冲编码器3n 9号报警的详细情况
串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,
更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,
更换脉冲编码器反馈电缆或NC 轴板。
STB
:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
#7 #6 #5 #4 #3 #2 #1 #0
注意:
如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:
4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中
OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);
LV : 在伺服放大器中产生了低电压报警。
检查LED ;
OVC :在数字伺服内部产生了一个过电流报警;
HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;
HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;
DCAL :在伺服放大器中产生了再生放电电路报警。
检查LED ;
FBAL :产生了一个断线报警(该位引发4n6 号伺服报警);
OFAL :数字伺服内部产生了一个溢出报警。
#7 #6 #5 #4 #3 #2 #1 #0
注:显示硬件故障时带有星号(*)。