焊接变形与应力
- 格式:ppt
- 大小:618.50 KB
- 文档页数:8
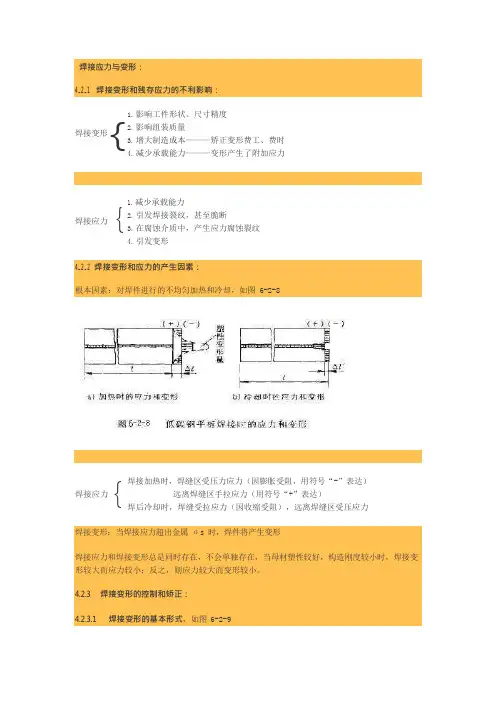
焊接变形 1. 影响工件形状、尺寸精度 2. 影响组装质量3. 增大制造成本———矫正变形费工、费时4. 减少承载能力———变形产生了附加应力焊接应力 1. 减少承载能力 2. 引发焊接裂纹,甚至脆断3. 在腐蚀介质中,产生应力腐蚀裂纹4. 引发变形焊接应力{ 焊接加热时,焊缝区受压力应力(因膨胀受阻,用符号“-”表达)远离焊缝区手拉应力(用符号“+”表达)焊后冷却时,焊缝受拉应力(因收缩受阻),远离焊缝区受压应力焊接变形:当焊接应力超出金属 σs 时,焊件将产生变形焊接应力和焊接变形总是同时存在,不会单独存在,当母材塑性较好,构造刚度较小时,焊接变形较大而应力较小;反之,则应力较大而变形较小。
4.2.3 焊接变形的控制和矫正:4.2.3.1 焊接变形的基本形式,如图 6-2-9 4.2.2 焊接变形和应力的产生因素:根本因素:对焊件进行的不均匀加热和冷却,如图 6-2-8 焊接应力与变形:4.2.1 焊接变形和残存应力的不利影响:{ {如图 6-2-9 常见的焊接残存变形的类型1、2---纵向收缩量 3---横向收缩量 4、5---角变形量 f---挠度(1)收缩变形:即焊件沿焊缝的纵向和横向尺寸减少,是由于焊缝区的纵向和横向收缩引发的。
如图 5-2-9 a(2)角变形:即相连接的构件间的角度发生变化,普通是由于焊缝区的横向收缩在焊件厚度上分布不均匀引发的。
如图 5-2-9b(3)弯曲变形:即焊件产生弯曲。
普通是由焊缝区的纵向或横向收缩引发的。
如图 5-2-9c(4)扭曲变形:即焊件沿轴线方向发生扭转,与角焊缝引发的角度形沿焊接方向逐步增大有关。
如图 5-2-9d(5)失稳变形(波浪变形):普通是由沿板面方向的压应力作用引发的。
如图 5-2-9e4.2.3.2控制焊接变形的方法(1)设计方法(详见焊接构造设计)尽量减少焊缝的数量和尺寸,合理选用焊缝的截面形状,合理安排焊缝位置──尽量使焊缝对称或靠近于构件截面的中性轴(以减少弯曲变形)。
焊接应力与变形产生的原因及对策
焊接过程中,由于焊接热量的作用,会引起材料的膨胀和收缩,从而产生应力和变形。
这些应力和变形会影响焊接件的尺寸精度、强度和耐久性,甚至导致焊接件出现裂纹和变形失效。
造成焊接应力和变形的原因主要有以下几个方面:
1. 热应力:焊接过程中,由于焊接热量的作用,使得焊接区域的温度急剧升高,从而引起材料的扩张和收缩。
这种温度差异会产生热应力,导致焊接件发生变形和应力。
2. 冷却应力:焊接完成后,焊接件会迅速冷却,冷却速度过快会导致焊接件表面和内部温度梯度过大,产生冷却应力,进而引起应力和变形。
3. 材料不匹配:焊接材料的热膨胀系数、熔点、硬度等物理性质不同,容易导致焊接区域产生应力和变形。
4. 焊接结构设计不合理:焊接结构设计不合理,如焊接位置不当、焊接接头不够强壮等,容易导致应力集中和变形。
针对焊接应力和变形的问题,可以采取以下对策:
1. 控制焊接热量:采用合适的焊接参数,控制焊接热源的大小和位置,以减少焊接区域的温度梯度,从而降低应力和变形。
2. 加强冷却措施:在焊接完成后,采取适当的冷却措施,如缓慢冷却、局部加热等,以减少焊接件的冷却速度,从而降低冷却应力。
3. 选择合适的焊接材料:选择合适的焊接材料,如选择热膨胀
系数和熔点相似的材料,可以减少焊接区域的应力和变形。
4. 优化焊接结构设计:优化焊接结构设计,加强焊接部位的加强设计,采用适当的焊接方式和焊接技术,可以减少应力集中和变形。
总之,采取合适的对策,可以有效地控制焊接应力和变形,提高焊接件的质量和性能。

焊接变形和焊接应力焊接变形和焊接应力焊接是一种局部加热的加工方法,热源集中在焊缝处加热,因而造成焊件上温分布不均匀,最终导致在焊接结构内部产生了焊接变形与焊接应力。
一、焊接变形1. 焊接变形的概念由焊接而引起的焊件尺寸和形状的改变称为焊接变形。
焊接过程结束后,残国在焊接结构中的变形,称为焊接残余变形。
本书中提到的焊接变形指的是焊接残余变形。
2. 焊接变形的类型及产生原因焊接变形可分为收缩变形、角变形、弯曲变形、波浪变形、扭曲变形等几种形式焊件局部(焊缝和焊缝附近的金属)不均匀加热和冷却是产生焊接变形的根本用因。
焊接时,加热是通过移动的高温电弧热源进行的,焊缝和焊缝附近的金属温度很高,受热金属要膨胀,其余大部分金属不受热,受热金属的膨胀受到阻碍和抑制,生了压缩塑性变形。
焊完冷却后,焊缝和附近的金属因收缩而变短,却又受到周围受热金属的限制,就使焊件产生了内应力,以致产生变形。
各类焊接变形的具体原因各不相同,与焊缝在焊件中的位置、加热方法、焊接序等因素密切相关。
焊接变形的类型及产生原因见表2-3-7。
3. 预防和矫正焊接变形的方法及措施(1)预防焊接变形的方法及措施预防焊接变形可以从焊接结构设计和焊接工艺两方面进行。
在焊接结构设计时要在保证结构有足够强度的前提下,尽量减小焊缝的数量和尺寸;对称布置焊缝;必要时预先留出收缩余量;采用冲压结构代替焊接结构;将焊缝布置在最大工作应力之外等。
预防焊接残余变形的工艺措施主要有∶1)选择合理的装配焊接顺序。
装配焊接顺序对焊接结构变形的影响很大。
对称焊接、不对称焊缝先焊焊缝少的一侧和减少长道直焊缝等都可以很大程度上减少焊接变形量。
如图2-3-13所示的工字梁,当采用1、2、3、4的焊接顺序时,虽然结构的焊缝对称,焊后仍将产生较大的上拱弯曲变形,但如果改为将工字梁1、2焊缝的长度分成若干段,采取分段、跳焊的对称焊接,先焊完总长度的60%~70%,然后将工字果翻转180°焊接3、4焊缝,也采取分段、跳焊的对称焊将3、4焊缝全部焊完。
焊接应力与变形1、内应力:在没有外力的条件下平衡于物体内部的应力。
第一类内应力:宏观内应力(主要)、第二类:微观内应力、第三类:超微观内应力。
2、变形是温度变化的唯一反映。
热应力是由于构件不均匀受热引起的。
3、自由变形:金属物体的温度发生变化或发生相变时,它的形状和尺寸就要发生变化,若该变化没有受到外界的任何阻碍而自由进行,这种变形就是自由变形。
若变形受阻,表现出来的变形叫外观变形,未表现出来的叫内部变形。
4、简单杆件的应力与变形:如果金属杆件在T1温度下所产生的内部变形率ε1小于材料屈服时的变形率εs,则杆件中的应力值也小于材料的屈服强度,σ<σs 。
若使杆件温度恢复到T,并允许杆件自由收缩,则杆件将恢复到原来的长度L,并且杆中不存在应力。
如果使杆件的温度升高到T2,是杆件中的内部变形率ε2大于材料屈服时的变形率εs,则杆件中的应力会达到材料的屈服强度,即σ=σs,同时还会产生压缩塑性变形εp 。
当杆件的温度恢复到T时,若允许其自由收缩,杆件中也不存在内应力,但杆件的最终长度将比初始长度缩短△Lp。
5、长板条中心加热:当截面上的最大应力小于材料的屈服极限εs时,取消加热使板条恢复到初始温度,则板条会恢复到初始长度,应力和应变全部消失。
如果加热温度较高,使中心部位产生较大的内部变形并导致其变形率ε大于金属屈服时的变形率εs,则在中心部位会产生塑性变形。
此时停止加热,使板条恢复到初始温度,并允许板条自由收缩,则最终板条长度将缩短,其缩短量为残余变形量,并且在板条中形成一个中心受拉,两侧受压的残余应力分布。
弹性阶段:①加热时,中间受压,两边受拉;②冷却时,不受力,不变。
塑性阶段:①加热时,中间受压,两边受拉;②冷却时,中间受拉,两边受压。
6、长板条单侧加热:①当加热温度较低时,在板条的任何区域内均不发生塑性变形的前提下,内部变形小于金属屈服强度的变形率则,温度恢复后,板条中不存在参与应力与参与变形;②当加热温度较高时,板条在靠近高温一侧的局部范围内产生塑性变形;③加热温度很高时,造成板边一段内的σs=0,,即变形抗力为零,发生完全塑性变形。
焊接应力与变形一、什么叫应力:物体在受到外力作用发生变形的同时,其内部会出现抵抗变形的力,这个力叫内力,而这个物体单位截面所受的内力叫应力。
在焊接时,当没有外力的存在,由构件不均匀受热或不均匀冷却产生的内应力叫焊接应力。
焊后残余在焊缝内部的应力叫焊接残余应力。
当焊件的内应力突破其屈服点就会产生的变形叫焊接变形。
二、焊接应力和变形产生的原因:假设一根钢筋,在无拘束的情下均匀加热,因受热膨胀它会变长、变粗,然后让其自然冷却,它会变回原来的尺寸和大小,这时它不会产生应力与变形。
如果把它二头进行钢性拘束固定,然后对其进行均匀加热,这时它因为热膨胀会要变长,但由于二头钢性固定阻挡而不能伸长,这时它可能会变弯,由于二头被刚性拘束固定,被自己的内应力压短或弯了,这时让它自然冷却,它会变短、变弯。
在焊接过程中,由于焊件是不均匀加热,我们可以把焊件的加热分为二部份,一部份是焊缝和离焊缝很近的高温区,还有一部份是离焊缝较远的低温区,而高温区就是上面所说的钢筋,而低温区就是刚性拘束固定的点,当高温区受热时要膨胀、伸长,而低温区会阻碍其自由膨胀、伸长,这时就会产生一个内应力,这个力就是焊接内应力,当焊接内应力突破其屈服点就会产生焊接变形。
三、影响焊接应力与变形的因素:1、焊接工艺,采用不同的焊接工艺,它产生的应力与变形的情况也不同。
2、焊缝的位置,3、装配和焊接的顺序4、焊缝尺寸和坡口的形式5、焊件的形状与尺寸6、焊接参数和施焊的方法四、控制焊接应力与变形的措施:1、设计阶段:①、焊缝尽量不要集中,焊缝间保持足够的距离。
②、尽可能减少焊缝的数量和尺寸。
③、选用填充金属少的坡口形式。
④、尽量不把焊缝布置在工作应力最大的区域。
⑤、在残余应力集中在拉应力区域时,应避免几何不连续性,以免内应力进一步增大。
2、焊接阶段:①采用合理的装配和焊接顺序。
②焊前预热,焊后缓冷。
③焊接时采用小线能量,多层多道焊,焊件刚性大时采用冷焊法。
五、消除应力与变形的方法:①整体或局部高温回火。
焊接应力与变形焊接应力和变形主要与焊接热循环及拘束度有关,其分布大小取决于:线膨胀系数、弹性模量、屈服点、形状、尺寸和温度场。
温度场又与导热系数、比热、密度及工艺参数和条件相关。
一、T 型梁焊接变形及控制1、焊接变形产生的原因在构件焊接过程中,焊缝中心及周围母材被加热到各种不同的温度,远离电弧区,温度越低,形成极大温度梯度的温度场(电弧区的温度达1500℃以上,热影响区为450℃左右)。
在加热过程中产生了压缩塑性应变,随后冷却到原来温度过程中,构件中便产生了残余应力,并且构件的形状尺寸发生了变形。
2、T型梁焊接变形解决思路。
(1)合理的设计接头T型梁为主要承载部位,为了保证接头的强度,接头设计为全熔透坡口。
为了尽量减少填充金属且保证T型接头的强度,同时要求焊后的变形尽量小布置腹板两侧焊道数量相同。
最终,此T接头采用K型坡口,接头设计要求如图1示。
(2)合理的焊接工艺严格控制热输入,焊前将接头烘干,并将焊件加热至要求最低温度66℃,且将焊接过程中最大层间温度控制为200℃。
由于板厚较大,填充量大,所以采用埋弧焊(横焊)。
焊接时,按接头长度分为四段,分段进行焊接。
并且在施焊过程中,图1 接头设计(K型坡口)从接头腹板的两侧同时焊接,可以防止或减少因先单面焊接而引起的变形。
(3)采用刚性固定从翼缘板一侧施焊,若没有刚性约束,焊后翼缘板将产生如图2所示的变形。
因此在焊前将T型梁的翼缘板焊接于基准胎架的临时定位板之上,并在翼缘板的同侧焊上临时防变形板,可防止或减少焊后翘起变形,如图3所示。
焊接前焊接后侧视图俯视图图2 焊接变形图3 刚性固定当T型接头焊接完后根据标准要求,对腹板的弧度进行测量、矫正。
构件在焊接完毕后产生变形是必然的,矫正可以火焰矫正,也可以机械矫正。
火焰矫正对焊后构件变形的矫正能够起到明显的效果。
3、与理论的联系焊前可根据变形趋势和大小,对构件进行合理的接头设计和工艺设计来控制变形,采用合适的焊接参数、焊接方向、焊接顺序能够改善变形程度,刚性固定可以抵消部分焊接应力。
焊接应力与焊接变形焊接变形:钢结构构件或节点在焊接过程中,局部区域受到很强的高温作用,在此不均匀的加热和冷却过程中产生的变形称为焊接变形。
焊接应力:焊接后冷却时,焊缝与焊缝附近的钢材不能自由收缩,由此约束而产生的应力称为焊接应力。
∙焊接应力的形成和对钢结构的影响∙ 1. 焊接应力的形成和对钢结构的影响∙(1)形成∙两块钢板上施焊时,产生不均匀的温度场,焊缝附近温度高达1600︒C,其邻近区域温度较低,且冷却很快。
冷却时钢材收缩,冷却慢的区域收缩受到限制,从而产生拉应力,冷却快的区域受到压应力。
∙(2)焊接应力的分类∙✍纵向应力:沿着焊缝长度方向的应力∙✍横向应力:垂直于焊缝长度方向且平行于构件表面的应力∙✍厚度方向应力:垂直于焊缝长度方向且垂直于构件表面的应力。
∙(3)焊接应力的影响∙✍对常温下承受静力荷载结构的强度没有影响,但刚度降低;∙✍由于焊接应力使焊缝处于三向应力状态,阻碍了塑性变形,裂纹易发生和发展;∙✍降低疲劳强度;∙✍降低压杆的稳定性;∙✍使构件提前进入弹塑性工作阶段。
∙焊接变形的产生和防止∙ 2. 焊接变形的产生和防止∙焊接变形是由于焊接过程中焊区的收缩变形引起的,表现在构件局部的鼓起、歪曲、弯曲或扭曲等。
∙表现主要有:纵向收缩、横向收缩、弯曲变形、角变形、波浪变形、扭曲变形等。
如图∙∙减少焊接应力和焊接变形的方法∙ 3. 减少焊接应力和焊接变形的方法:∙(1)采用适当的焊接程序,如分段焊、分层焊;∙(2)尽可能采用对称焊缝,使其变形相反而抵消;∙(3)施焊前使结构有一个和焊接变形相反的预变形;∙(4)对于小构件焊前预热、焊后回火,然后慢慢冷却,以消除焊接应力。
∙合理的焊缝设计∙ 4. 合理的焊缝设计:∙(1)避免焊缝集中、三向交叉焊缝;∙(2)焊缝尺寸不宜太大;∙(3)焊缝尽可能对称布置,连接过渡平滑,避免应力集中现象;∙(4)避免仰焊。