焊接应力与变形课件
- 格式:ppt
- 大小:1.41 MB
- 文档页数:26


焊接残余应力焊接残余应力是影响焊接结构或焊接部件疲劳强度、弯曲强度、脆性断裂强度和抗腐蚀性等性能的重要因素。
同时,残余应力还会严重影响结构的机加工质量和尺寸的稳定性。
因此,在前面学习内应力和焊接应力产生原因的基础上,将介绍焊接后残存在焊接结构中的应力分布情况,以及降低和消除焊接应力的措施。
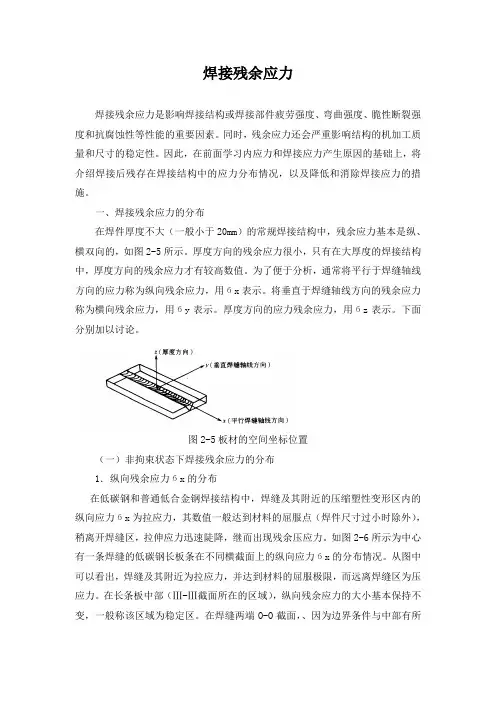
一、焊接残余应力的分布在焊件厚度不大(一般小于20mm)的常规焊接结构中,残余应力基本是纵、横双向的,如图2-5所示。
厚度方向的残余应力很小,只有在大厚度的焊接结构中,厚度方向的残余应力才有较高数值。
为了便于分析,通常将平行于焊缝轴线方向的应力称为纵向残余应力,用бx表示。
将垂直于焊缝轴线方向的残余应力称为横向残余应力,用бy表示。
厚度方向的应力残余应力,用бz表示。
下面分别加以讨论。
图2-5板材的空间坐标位置(一)非拘束状态下焊接残余应力的分布1.纵向残余应力бx的分布在低碳钢和普通低合金钢焊接结构中,焊缝及其附近的压缩塑性变形区内的纵向应力бx为拉应力,其数值一般达到材料的屈服点(焊件尺寸过小时除外),稍离开焊缝区,拉伸应力迅速陡降,继而出现残余压应力。
如图2-6所示为中心有一条焊缝的低碳钢长板条在不同横截面上的纵向应力бx的分布情况。
从图中可以看出,焊缝及其附近为拉应力,并达到材料的屈服极限,而远离焊缝区为压应力。
在长条板中部(Ⅲ-Ⅲ截面所在的区域),纵向残余应力的大小基本保持不变,一般称该区域为稳定区。
在焊缝两端O-O截面,、因为边界条件与中部有所不同,拘束度和热循环特性也不尽相同,使纵向残余应力由恒定逐渐降至零而出现过渡区。
另外,纵向应力在过渡区分布不同于中段,且бx小于材料的屈服限бs。
图2-6焊缝横截面纵向应力的分布随着焊缝长度的缩短,稳定区降逐渐减小,直至消失。
如图2-7所示为不同焊缝长度的纵向应力бx的分布情况示意图。
由图可以发现,当焊板较短时,不存在稳定区,并且焊板越短,短焊缝中的纵向应力比长焊缝中的纵向应力要小。


焊接应力与焊接变形-课件学习要点:·焊接应力·焊接变形·降低焊接应力的措施·焊接变形的危害性及预防焊接变形的措施一、什么是焊接应力?被焊工件内,由焊接引起的内应力称为焊接应力。
根据焊接应力产生时期的不同,可把焊接应力分为焊接瞬时应力和焊接残余应力。
焊接瞬时应力是焊接时随温度变化而变化的应力;焊接残余应力则是被焊工件冷却到初始温度后所残留的应力。
根据焊接应力在被焊工件中的方位不同,可将焊接应力分为纵向应力、横向应力和厚向应力。
实际上,焊接应力都是三维应力,但对于薄板,厚向应力相对较小,可按二维应力处理。
二、什么是焊接变形?焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化称为焊接变形。
随温度变化而变化的称为焊接瞬时变形;被焊工件完全冷却到初始温度时的改变,称为焊接残余变形。
三、降低焊接应力的措施(一)设计措施1.减少焊接量减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
2.改变焊缝分布避免焊缝过于集中,从而避免焊接应力峰值叠加。
3.优化接头形式优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
(二)工艺措施1.采用较小的焊接线能量较小的焊接线能量的输入能有效地减小焊缝热塑变的范围和温度梯度的幅度,从而降低焊接应力。
2.合理安排装配焊接顺序合理的焊接顺序,使焊缝有自由收缩的余地,降低焊接中的残余应力。
例如,在大型储罐底板的焊接中,先进行短焊缝的焊接,所有短焊缝焊接完后再焊接长焊缝。
焊接过程中不要加外力约束,使其能够自由收缩,可以有效地降低短焊缝中的残余应力。
3.层间进行锤击焊后用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释放,能有效地减少焊接残余应力从而降低焊接应力。
例如,在进行铸铁部件的焊接时,不及时进行敲击以释放应力,焊缝周边的母材会出现明显的裂纹。
4.预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)对于那些阻碍焊接区自由伸缩的部位,采用预热或机械方式,使之与焊接区同时拉伸(膨胀)和同时压缩(收缩),就能减小焊接应力,这种方法称为预热拉伸补偿法。