焊接应力与变形
- 格式:ppt
- 大小:4.99 MB
- 文档页数:33
焊接应力与变形学习目的:了解焊接应力与焊接变形产生的原因,掌握控制和消除焊接应力与焊接变形的方法。
第一节焊接应力与变形概述一、焊接应力与变形的概念在焊接过程中,焊接应力和与焊接变形的产生是不可避免的。
焊接过程结束,焊件冷却后残留在焊件上的内应力为焊接应力也叫焊接残应力。
焊接过程中焊接产生了不同程度的变形,焊接过程结束,焊接冷却后残留在焊件上的变形为焊接残余变形。
焊接残余应力是造成裂纹的直接原因,使承载能力和使用寿命降低。
二、焊接应力与变形产生的原因物体在某些外界条件下(如应力、温长等)的影响下,其形状和尺寸可能发生变化。
焊接是一种局部不均匀加热的工艺过程,加热温度高,加热冷却速度快。
焊件局部因为温度升高而膨胀,又因为温度升高,局部材料的强度降低,由于受到接头周围金属的限制而不能自由膨胀,当压应力大于材料的屈服强度时,产生压缩塑性变形。
当焊缝冷却后收缩,由于受到接头周围金属而限制而不能自由的收缩而受到拉伸,产生拉应力即焊接残余应力。
岬件上的温塩分■布总之,焊接时的局部不均匀加热与冷却是产生焊接应力和焊接变形的主要原因。
第二节焊接残余应力一、焊接残余应力的分类1. 按焊接残余应力产生的原因分类(1)温度应力(又称热应力):它是由于金属受热不均匀,各处变形不一致且相互约束而产生的应力。
焊接过程中温度的应力是不断变化的,且峰值一般都达到屈服强度,因此产生塑性变形,焊接结束并冷却后产生残余应力保存下来。
(2)组织应力:焊接过程中,引起局部金属组织发生转变,随着金属组织的转变,其体积发生变化,而局部体积的变化受到皱纹金属的约束,同时,由于焊接过和中是不均匀的加热与冷却,因此组织的转变也是不均匀的,结果产生了应力(3)拘束应力:焊件结构往往是在拘束条件下焊接的,造成拘束状态的因素有结构的刚度、自重、焊缝的位置以及夹持卡具的松紧程度等。
这种在拘束条件下的焊接,由于受到外界或自身刚度的限制,不能自由变形就产生了拘束应力。
焊接应力与变形几个概念:1、内应力:是指在没有任何外力作用下,平衡于弹性体内的应力。
其主要特点是内应力在弹性体内构成一个平衡力系,内力和内力矩的总合都为零。
2、残余应力:是指当产生应力的各种因素的作用不复存在时,由于不均匀的塑性形变和不均匀的相变所致,在物体内部依然存在并自身保持平衡的应力。
残余应力按其存在范围的大小可分为三类:①宏观应力或第一类应力在晶体材料中许许多多晶粒范围之内存在并保持平衡的应力;②微观应力或第二类应力在几个晶粒范围之内存在并保持平衡的应力;③超微观应力或第三类应力存在于晶粒内的几百、几千个原子之间并保持平衡的应力。
3、温度应力(热应力):由于构件受热不均引起的应力。
4、组织应力:是金属发生固态相变所产生的应力。
一般,有组织应力必然有热应力,而有热应力却不一定有组织应力。
5、焊接瞬时应力和瞬时变形:焊接加热中由于热源作用的集中性与瞬时性,使焊件局部受热不均匀而产生的内应力和变形,是暂时存在于焊件中的。
6、焊接残余应力和残余变形:焊后冷却至室温残存于焊件中的内应力与变形,通常所说的焊接应力与变形就是指焊接残余应力和残余变形。
焊接应力与变形对结构的制造质量和使用性能有很大影响。
焊接应力是引起各种焊接裂纹的主要原因;在一定条件下会影响结构(尤其是低温及受动载结构)的承载能力,如强度、刚度和受压稳定性,还影响结构的机加工精度和尺寸稳定性。
焊接变形量若超过允许值就必须矫正,有些经矫正虽能达到使用要求,但矫正工作量太大;有些因矫正无效或无法矫正而报废。
7、自由变形率、外观变形率和内部变形率当某一金属物体的温度改变或发生相变,其几何尺寸和形状就会发生变化,如果这种变化没有受到外界的阻碍而自由进行,这种变形成为自由变形(T L ∆),见图4-1(a);自由变形率即单位长度上的自由变形量,用T ε来表示:)(010T T L L T T -=∆=αε (4-1)式中:α为金属的热膨胀系数。
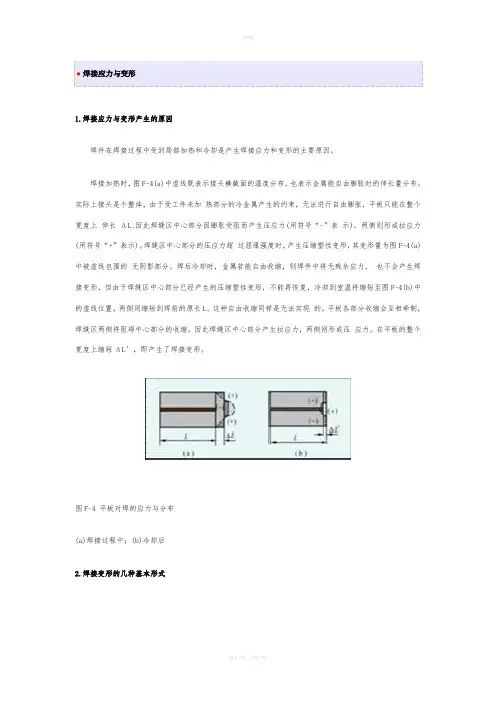
●焊接应力与变形1.焊接应力与变形产生的原因焊件在焊接过程中受到局部加热和冷却是产生焊接应力和变形的主要原因。
焊接加热时,图F-4(a)中虚线既表示接头横截面的温度分布,也表示金属能自由膨胀时的伸长量分布。
实际上接头是个整体,由于受工件未加热部分的冷金属产生的约束,无法进行自由膨胀,平板只能在整个宽度上伸长ΔL,因此焊缝区中心部分因膨胀受阻而产生压应力(用符号“-”表示),两侧则形成拉应力(用符号“+”表示)。
焊缝区中心部分的压应力超过屈服强度时,产生压缩塑性变形,其变形量为图F-4(a)中被虚线包围的无阴影部分。
焊后冷却时,金属若能自由收缩,则焊件中将无残余应力,也不会产生焊接变形,但由于焊缝区中心部分已经产生的压缩塑性变形,不能再恢复,冷却到室温将缩短至图F-4(b)中的虚线位置,两侧则缩短到焊前的原长L。
这种自由收缩同样是无法实现的,平板各部分收缩会互相牵制,焊缝区两侧将阻碍中心部分的收缩,因此焊缝区中心部分产生拉应力,两侧则形成压应力。
在平板的整个宽度上缩短ΔL′,即产生了焊接变形。
图F-4 平板对焊的应力与分布(a)焊接过程中;(b)冷却后2.焊接变形的几种基本形式图F-5 焊接变形的基本形式(a)收缩变形;(b)角变形;(c)弯曲变形;(d)扭曲变形;(e)波浪变形1)收缩变形:收缩变形是工件整体尺寸的减小,它包括焊缝的纵向和横向收缩变形。
2)角变形:当焊缝截面上下不对称或受热不均匀时,焊缝因横向收缩上下不均匀,引起角变形。
V形坡口的对接接头和角接接头易出现角变形。
3)弯曲变形:由于焊缝在结构上不对称分布,焊缝的纵向收缩不对称,引起工件向一侧弯曲,形成弯曲变形。
4)扭曲变形:对多焊缝和长焊缝结构,因焊缝在横截面上的分布不对称或焊接顺序和焊接方向不合理等,工件易出现扭曲变形。
5)波浪变形:焊接薄板结构时,焊接应力使薄板失去稳定性,引起不规则的波浪变形。
实际焊接结构的真正变形往往很复杂,可同时存在几种变形形式。

焊接变形和焊接应力焊接变形和焊接应力焊接是一种局部加热的加工方法,热源集中在焊缝处加热,因而造成焊件上温分布不均匀,最终导致在焊接结构内部产生了焊接变形与焊接应力。
一、焊接变形1. 焊接变形的概念由焊接而引起的焊件尺寸和形状的改变称为焊接变形。
焊接过程结束后,残国在焊接结构中的变形,称为焊接残余变形。
本书中提到的焊接变形指的是焊接残余变形。
2. 焊接变形的类型及产生原因焊接变形可分为收缩变形、角变形、弯曲变形、波浪变形、扭曲变形等几种形式焊件局部(焊缝和焊缝附近的金属)不均匀加热和冷却是产生焊接变形的根本用因。
焊接时,加热是通过移动的高温电弧热源进行的,焊缝和焊缝附近的金属温度很高,受热金属要膨胀,其余大部分金属不受热,受热金属的膨胀受到阻碍和抑制,生了压缩塑性变形。
焊完冷却后,焊缝和附近的金属因收缩而变短,却又受到周围受热金属的限制,就使焊件产生了内应力,以致产生变形。
各类焊接变形的具体原因各不相同,与焊缝在焊件中的位置、加热方法、焊接序等因素密切相关。
焊接变形的类型及产生原因见表2-3-7。
3. 预防和矫正焊接变形的方法及措施(1)预防焊接变形的方法及措施预防焊接变形可以从焊接结构设计和焊接工艺两方面进行。
在焊接结构设计时要在保证结构有足够强度的前提下,尽量减小焊缝的数量和尺寸;对称布置焊缝;必要时预先留出收缩余量;采用冲压结构代替焊接结构;将焊缝布置在最大工作应力之外等。
预防焊接残余变形的工艺措施主要有∶1)选择合理的装配焊接顺序。
装配焊接顺序对焊接结构变形的影响很大。
对称焊接、不对称焊缝先焊焊缝少的一侧和减少长道直焊缝等都可以很大程度上减少焊接变形量。
如图2-3-13所示的工字梁,当采用1、2、3、4的焊接顺序时,虽然结构的焊缝对称,焊后仍将产生较大的上拱弯曲变形,但如果改为将工字梁1、2焊缝的长度分成若干段,采取分段、跳焊的对称焊接,先焊完总长度的60%~70%,然后将工字果翻转180°焊接3、4焊缝,也采取分段、跳焊的对称焊将3、4焊缝全部焊完。
焊接应力与变形一、什么叫应力:物体在受到外力作用发生变形的同时,其内部会出现抵抗变形的力,这个力叫内力,而这个物体单位截面所受的内力叫应力。
在焊接时,当没有外力的存在,由构件不均匀受热或不均匀冷却产生的内应力叫焊接应力。
焊后残余在焊缝内部的应力叫焊接残余应力。
当焊件的内应力突破其屈服点就会产生的变形叫焊接变形。
二、焊接应力和变形产生的原因:假设一根钢筋,在无拘束的情下均匀加热,因受热膨胀它会变长、变粗,然后让其自然冷却,它会变回原来的尺寸和大小,这时它不会产生应力与变形。
如果把它二头进行钢性拘束固定,然后对其进行均匀加热,这时它因为热膨胀会要变长,但由于二头钢性固定阻挡而不能伸长,这时它可能会变弯,由于二头被刚性拘束固定,被自己的内应力压短或弯了,这时让它自然冷却,它会变短、变弯。
在焊接过程中,由于焊件是不均匀加热,我们可以把焊件的加热分为二部份,一部份是焊缝和离焊缝很近的高温区,还有一部份是离焊缝较远的低温区,而高温区就是上面所说的钢筋,而低温区就是刚性拘束固定的点,当高温区受热时要膨胀、伸长,而低温区会阻碍其自由膨胀、伸长,这时就会产生一个内应力,这个力就是焊接内应力,当焊接内应力突破其屈服点就会产生焊接变形。
三、影响焊接应力与变形的因素:1、焊接工艺,采用不同的焊接工艺,它产生的应力与变形的情况也不同。
2、焊缝的位置,3、装配和焊接的顺序4、焊缝尺寸和坡口的形式5、焊件的形状与尺寸6、焊接参数和施焊的方法四、控制焊接应力与变形的措施:1、设计阶段:①、焊缝尽量不要集中,焊缝间保持足够的距离。
②、尽可能减少焊缝的数量和尺寸。
③、选用填充金属少的坡口形式。
④、尽量不把焊缝布置在工作应力最大的区域。
⑤、在残余应力集中在拉应力区域时,应避免几何不连续性,以免内应力进一步增大。
2、焊接阶段:①采用合理的装配和焊接顺序。
②焊前预热,焊后缓冷。
③焊接时采用小线能量,多层多道焊,焊件刚性大时采用冷焊法。
五、消除应力与变形的方法:①整体或局部高温回火。
焊接应力与变形焊接应力和变形主要与焊接热循环及拘束度有关,其分布大小取决于:线膨胀系数、弹性模量、屈服点、形状、尺寸和温度场。
温度场又与导热系数、比热、密度及工艺参数和条件相关。
一、T 型梁焊接变形及控制1、焊接变形产生的原因在构件焊接过程中,焊缝中心及周围母材被加热到各种不同的温度,远离电弧区,温度越低,形成极大温度梯度的温度场(电弧区的温度达1500℃以上,热影响区为450℃左右)。
在加热过程中产生了压缩塑性应变,随后冷却到原来温度过程中,构件中便产生了残余应力,并且构件的形状尺寸发生了变形。
2、T型梁焊接变形解决思路。
(1)合理的设计接头T型梁为主要承载部位,为了保证接头的强度,接头设计为全熔透坡口。
为了尽量减少填充金属且保证T型接头的强度,同时要求焊后的变形尽量小布置腹板两侧焊道数量相同。
最终,此T接头采用K型坡口,接头设计要求如图1示。
(2)合理的焊接工艺严格控制热输入,焊前将接头烘干,并将焊件加热至要求最低温度66℃,且将焊接过程中最大层间温度控制为200℃。
由于板厚较大,填充量大,所以采用埋弧焊(横焊)。
焊接时,按接头长度分为四段,分段进行焊接。
并且在施焊过程中,图1 接头设计(K型坡口)从接头腹板的两侧同时焊接,可以防止或减少因先单面焊接而引起的变形。
(3)采用刚性固定从翼缘板一侧施焊,若没有刚性约束,焊后翼缘板将产生如图2所示的变形。
因此在焊前将T型梁的翼缘板焊接于基准胎架的临时定位板之上,并在翼缘板的同侧焊上临时防变形板,可防止或减少焊后翘起变形,如图3所示。
焊接前焊接后侧视图俯视图图2 焊接变形图3 刚性固定当T型接头焊接完后根据标准要求,对腹板的弧度进行测量、矫正。
构件在焊接完毕后产生变形是必然的,矫正可以火焰矫正,也可以机械矫正。
火焰矫正对焊后构件变形的矫正能够起到明显的效果。
3、与理论的联系焊前可根据变形趋势和大小,对构件进行合理的接头设计和工艺设计来控制变形,采用合适的焊接参数、焊接方向、焊接顺序能够改善变形程度,刚性固定可以抵消部分焊接应力。
焊接应力与焊接变形焊接变形:钢结构构件或节点在焊接过程中,局部区域受到很强的高温作用,在此不均匀的加热和冷却过程中产生的变形称为焊接变形。
焊接应力:焊接后冷却时,焊缝与焊缝附近的钢材不能自由收缩,由此约束而产生的应力称为焊接应力。
∙焊接应力的形成和对钢结构的影响∙ 1. 焊接应力的形成和对钢结构的影响∙(1)形成∙两块钢板上施焊时,产生不均匀的温度场,焊缝附近温度高达1600︒C,其邻近区域温度较低,且冷却很快。
冷却时钢材收缩,冷却慢的区域收缩受到限制,从而产生拉应力,冷却快的区域受到压应力。
∙(2)焊接应力的分类∙✍纵向应力:沿着焊缝长度方向的应力∙✍横向应力:垂直于焊缝长度方向且平行于构件表面的应力∙✍厚度方向应力:垂直于焊缝长度方向且垂直于构件表面的应力。
∙(3)焊接应力的影响∙✍对常温下承受静力荷载结构的强度没有影响,但刚度降低;∙✍由于焊接应力使焊缝处于三向应力状态,阻碍了塑性变形,裂纹易发生和发展;∙✍降低疲劳强度;∙✍降低压杆的稳定性;∙✍使构件提前进入弹塑性工作阶段。
∙焊接变形的产生和防止∙ 2. 焊接变形的产生和防止∙焊接变形是由于焊接过程中焊区的收缩变形引起的,表现在构件局部的鼓起、歪曲、弯曲或扭曲等。
∙表现主要有:纵向收缩、横向收缩、弯曲变形、角变形、波浪变形、扭曲变形等。
如图∙∙减少焊接应力和焊接变形的方法∙ 3. 减少焊接应力和焊接变形的方法:∙(1)采用适当的焊接程序,如分段焊、分层焊;∙(2)尽可能采用对称焊缝,使其变形相反而抵消;∙(3)施焊前使结构有一个和焊接变形相反的预变形;∙(4)对于小构件焊前预热、焊后回火,然后慢慢冷却,以消除焊接应力。
∙合理的焊缝设计∙ 4. 合理的焊缝设计:∙(1)避免焊缝集中、三向交叉焊缝;∙(2)焊缝尺寸不宜太大;∙(3)焊缝尽可能对称布置,连接过渡平滑,避免应力集中现象;∙(4)避免仰焊。