涤纶织物特黑色染色技术
- 格式:docx
- 大小:13.54 KB
- 文档页数:2
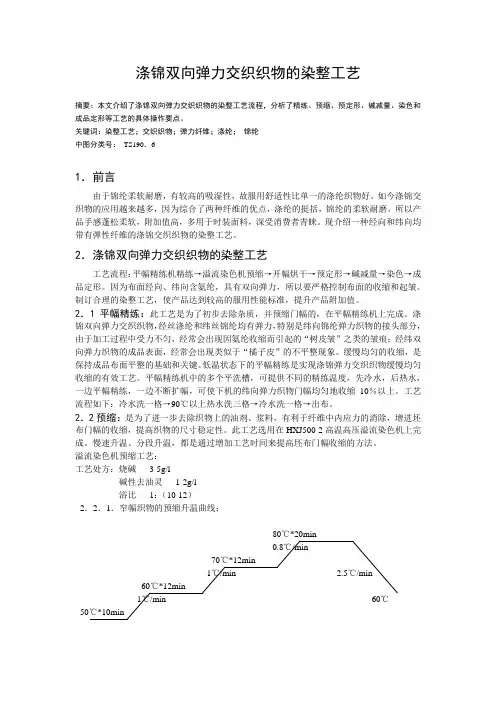
涤锦双向弹力交织织物的染整工艺摘要:本文介绍了涤锦双向弹力交织织物的染整工艺流程,分析了精练、预缩、预定形、碱减量、染色和成品定形等工艺的具体操作要点。
关键词:染整工艺;交织织物;弹力纤维;涤纶;锦纶中图分类号:TS190.61.前言由于锦纶柔软耐磨,有较高的吸湿性,故服用舒适性比单一的涤纶织物好。
如今涤锦交织物的应用越来越多,因为综合了两种纤维的优点,涤纶的挺括,锦纶的柔软耐磨,所以产品手感蓬松柔软,附加值高,多用于时装面料,深受消费者青睐。
现介绍一种经向和纬向均带有弹性纤维的涤锦交织织物的染整工艺。
2.涤锦双向弹力交织织物的染整工艺工艺流程:平幅精练机精练→溢流染色机预缩→开幅烘干→预定形→碱减量→染色→成品定形。
因为布面经向、纬向含氨纶,具有双向弹力,所以要严格控制布面的收缩和起皱。
制订合理的染整工艺,使产品达到较高的服用性能标准,提升产品附加值。
2.1平幅精练:此工艺是为了初步去除杂质,并预缩门幅的,在平幅精练机上完成。
涤锦双向弹力交织织物,经丝涤纶和纬丝锦纶均有弹力,特别是纬向锦纶弹力织物的接头部分,由于加工过程中受力不匀,经常会出现因氨纶收缩而引起的“树皮皱”之类的皱痕;经纬双向弹力织物的成品表面,经常会出现类似于“橘子皮”的不平整现象。
缓慢均匀的收缩,是保持成品布面平整的基础和关键。
低温状态下的平幅精练是实现涤锦弹力交织织物缓慢均匀收缩的有效工艺。
平幅精练机中的多个平洗槽,可提供不同的精练温度,先冷水,后热水,一边平幅精练,一边不断扩幅,可使下机的纬向弹力织物门幅均匀地收缩10%以上。
工艺流程如下:冷水洗一格→90℃以上热水洗三格→冷水洗一格→出布。
2.2预缩:是为了进一步去除织物上的油剂、浆料,有利于纤维中内应力的消除,增进坯布门幅的收缩,提高织物的尺寸稳定性。
此工艺选用在HXJ500-2高温高压溢流染色机上完成。
慢速升温、分段升温,都是通过增加工艺时间来提高坯布门幅收缩的方法。
涤纶染色工艺流程
涤纶染色工艺流程主要分为预处理、染色、后处理三个环节。
下面是一个一般涤纶染色工艺流程的详细描述:
一、预处理阶段:
1. 预处理洗涤:将涤纶织物放入洗涤机中,使用纯净水和适量的洗涤剂进行洗涤,去除织物表面和内部的污垢和油脂等杂质。
2. 酸洗:将洗净的织物放入酸洗槽中,使用酸性溶液进行酸洗,以去除织物表面的碱性残留物,并帮助提高后续染色的效果。
3. 碱洗:将酸洗后的织物放入碱洗槽中,使用碱性溶液进行碱洗,以中和织物中的酸性残留物,调整织物的pH值。
二、染色阶段:
1. 染色剂选择:根据需要染色的颜色和纤维的性质,选择适合的染色剂。
2. 染色剂配方:根据染色剂的浓度和染色的效果要求,计算出染色剂的用量和配方。
3. 染色:将经过预处理的织物放入染缸中,加入染料和助剂,控制好染色温度和时间,进行染色。
4. 清洗:将染色后的织物取出,进行充分清洗,去除多余的染料和助剂,以及染色中产生的杂质。
三、后处理阶段:
1. 软整理:将清洗后的织物放入软整理机中,使用适量的软整理剂进行处理,提高织物的柔软度和舒适性。
2. 干燥:将软整理后的织物进行干燥处理,去除多余的水分,使织物完全干燥。
3. 整理:将干燥后的织物进行整理,使其平整、整齐。
4. 包装:将整理好的织物进行包装,进行出厂前的检验和质量控制。
以上是一般涤纶染色工艺流程的基本步骤,实际操作中可能还会根据不同颜色的染色要求做一些调整。
同时,还需要注意染色过程中的温度、时间、染色剂浓度以及pH值的控制,以达到理想的染色效果。
涤纶织物的印染工艺
一、前处理
前处理的主要目的是去除织物上的杂质,为后续印染工艺做好准备。
这个过程包括以下步骤:
1. 退浆:涤纶织物在织造过程中,通常会使用浆料来提高纱线的性能。
退浆就是通过化学或物理方法去除这些浆料。
2. 漂白:这个步骤主要是为了去除织物中的天然色素或杂质,使织物更白。
常用的漂白剂有次氯酸钠和过氧化氢。
3. 热定型:通过热处理使织物保持所需的形状和尺寸。
二、染色
染色是印染工艺的核心步骤,它决定了织物最终的颜色和外观。
涤纶织物通常使用分散染料进行染色。
以下是染色过程的基本步骤:
1. 配制染液:根据所需的颜色和浓度,将分散染料溶解在水中,形成染液。
2. 染色:将织物浸泡在染液中,通过控制温度和时间,使染料均匀地吸附在织
物上。
3. 固色:通过化学反应使染料与织物纤维固定,防止颜色在洗涤过程中脱落。
4. 水洗:去除残留在织物上的浮色,得到最终的颜色。
三、后处理
后处理的主要目的是改善织物的手感和外观,以及提高其耐用性。
以下是后处理的基本步骤:
1. 柔软处理:通过使用柔软剂,降低织物的粗糙感,提高其舒适度。
2. 拉幅定型:通过热处理使织物保持所需的宽度和形状。
3. 抗静电处理:通过添加抗静电剂,降低织物的静电现象,提高其舒适度。
4. 成品水洗:最后的水洗步骤是为了去除残留在织物上的化学物质,提高产品的品质。
涤纶织物的印染工艺的每一步都需要精确的控制,以确保最终产品的质量和颜色满足客户的要求。
涤纶织物高温高压染色工艺涤纶是一种合成纤维,具有优异的物理性能和化学稳定性,被广泛应用于纺织工业。
染色是纺织品加工中重要的环节之一,涤纶织物高温高压染色工艺是一种常用的染色方法。
本文将介绍涤纶织物高温高压染色工艺的原理、工艺流程和应用。
涤纶织物高温高压染色工艺是一种通过高温高压条件下,将色料渗入涤纶纤维内部的染色方法。
其原理是利用涤纶纤维的熔点较高,同时具有良好的耐高温性能和尺寸稳定性。
在高温高压的条件下,涤纶纤维的分子结构发生变化,使得纤维内部的空隙扩大,有利于染料的渗透和固定。
同时,高温高压还可以提高染料的扩散速度和效率,使得染色效果更加均匀和牢固。
涤纶织物高温高压染色工艺的工艺流程一般包括预处理、染色和后处理三个步骤。
首先是预处理,主要包括浸渍、脱胶和漂白等过程。
浸渍是将涤纶织物浸泡在碱性溶液中,去除织物表面的油脂和杂质,为后续染色做准备。
脱胶是通过加热和化学方法去除织物中的胶粘剂,以便染料更好地渗透。
漂白是将织物暴露在氧化剂中,去除织物中的色素和杂质,使得织物更加白净。
接下来是染色过程,染色一般采用离子染料或分散染料。
离子染料是一种带电荷的有机分子,其分子结构中带有有机阴离子或阳离子,可以与涤纶纤维表面的静电荷相互作用,从而实现染料的吸附和固定。
分散染料则是由微粒状的颜料组成,这些颜料在高温高压条件下,可以迅速分散到涤纶纤维内部,实现染色效果。
染色过程需要在高温高压的染缸中进行,染缸内加入适量的染料和助剂,然后加热升温,使染料与织物充分接触和反应。
染色时间一般较长,约为1-2小时。
最后是后处理过程,主要包括洗涤、脱水和定型等步骤。
洗涤是将染色后的织物在中性条件下进行清洗,去除染料残留和助剂等。
脱水是通过离心或压榨等方法,将织物中的水分去除,使织物回复原貌。
定型是将织物加热到一定温度,使染料或助剂在织物中形成稳定的结构,提高染色牢度和耐久性。
涤纶织物高温高压染色工艺具有许多优点,首先是染色效果好,色彩鲜艳且均匀。
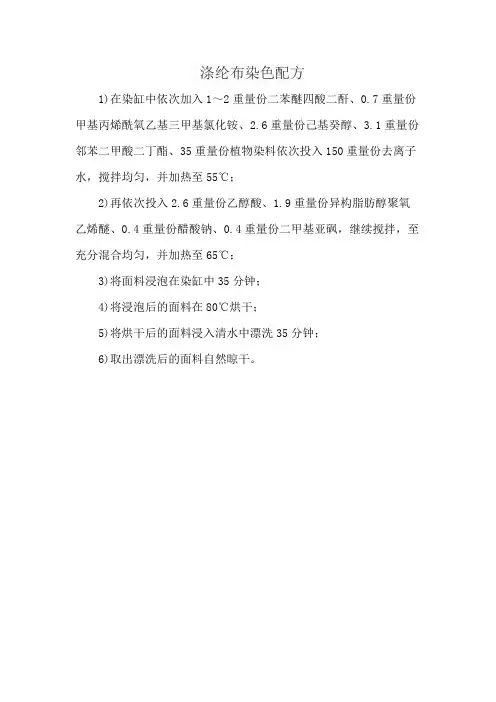
涤纶布染色配方
1)在染缸中依次加入1~2重量份二苯醚四酸二酐、0.7重量份甲基丙烯酰氧乙基三甲基氯化铵、2.6重量份己基癸醇、3.1重量份邻苯二甲酸二丁酯、35重量份植物染料依次投入150重量份去离子水,搅拌均匀,并加热至55℃;
2)再依次投入2.6重量份乙醇酸、1.9重量份异构脂肪醇聚氧乙烯醚、0.4重量份醋酸钠、0.4重量份二甲基亚砜,继续搅拌,至充分混合均匀,并加热至65℃;
3)将面料浸泡在染缸中35分钟;
4)将浸泡后的面料在80℃烘干;
5)将烘干后的面料浸入清水中漂洗35分钟;
6)取出漂洗后的面料自然晾干。
涤纶染色的方法介绍涤纶亲水性很低,纤维结构较紧密,主要用分散染料,有时也可用不溶性偶氮染料等染色。
在分子链中引入磺酸基等阴离子基而得的变性聚酯纤维,还可用阳离子染料染色。
涤纶在 100℃以下用分散染料染色,不但上染速率低,而且难以染得浓色。
涤纶亲水性很低,纤维结构较紧密,主要用分散染料,有时也可用不溶性偶氮染料等染色。
在分子链中引入磺酸基等阴离子基而得的变性聚酯纤维,还可用阳离子染料染色。
涤纶在 100℃以下用分散染料染色,不但上染速率低,而且难以染得浓色。
涤纶染色通常用三种方法:1、载体染色法载体的作用是使合成纤维在较低温度下上染。
涤纶染色用的载体主要有联苯、卤代芳烃、邻苯基苯酚、水杨酸酯等有机化合物,常用的是邻苯基苯酚钠盐或水杨酸甲酯。
载体分子小,染色时先于染料上染,对纤维起增塑作用,降低纤维分子间的作用力,促进无定形区的大分子链段活动,使染料分子容易扩散进入纤维。
载体还能增加纤维对染料的平衡上染量,染得较浓的颜色。
染色时,将分散剂、染料、载体加入染浴,升温到近沸,染1小时左右。
用邻苯基苯酚钠盐作载体在温度高于60℃后,需要逐步加入醋酸等酸性物质,使钠盐逐步转变成游离酚而起载体的作用。
染色后应充分水洗、皂洗去除残留载体,因载体有一定毒性并会降低染色品的日晒牢度。
2、高温染色法在密闭染槽中染色,因染槽中染液温度高于100℃蒸汽压力大于1个大气压,又称高温高压染色法。
适用于纤维、纱线和织物染色。
染液温度增高后,染料在染液中的溶解度和纤维的染色饱和值,以及染料在纤维中的扩散速率都可提高,不但上染速率快,平衡上染量也有增加。
染色时在染浴中加入染料、分散剂和匀染剂,染液维持在pH5左右,在70℃左右开始上染,逐渐升温到约130℃后,续染1小时左右,然后降温、排液、水洗和皂洗。
3、热溶染色法是高温干态条件下,染料迅速扩散进入纤维的染色方法。
适用于大批量浅、中色织物的连续轧染,生产效率很高。
选用的染料应颗粒细小、有较高的升华牢度,于室温下浸轧加有防泳移剂的染料悬浮液,使染料颗粒沉积在织物组织中。
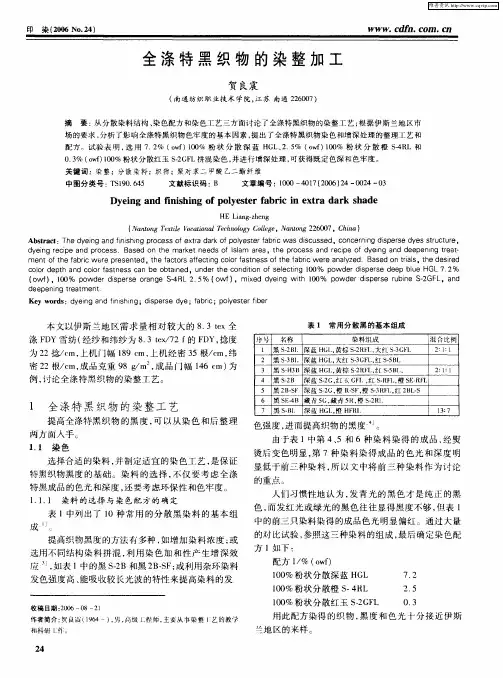
浅谈涤纶特黑织物的染整工艺摘要:本文从染色工艺和整理工艺两方面讨论了涤纶特黑织物的染整工艺。
通过选择提升性较高的分散染料,染出带蓝光的黑色,并采用增深处理,可获得特黑色泽的涤纶织物,织物表观深度明显提高,色牢度较好。
中图分类号: TS190.645关键词:染整工艺;涤纶;特黑织物1.前言涤纶织物的应用已经十分普遍,但其染深性问题日益突出,像出口到非洲地区的涤纶织物特黑色泽的需求是较大的。
如何染出特黑色泽的涤纶产品,是一个需要解决的难题,提高织物的黑度可以从染色工艺和整理工艺两方面着手,一是染料选择,染色配方的调整,需要染出带蓝光的黑色,才是纯正的黑色;二是在后整理中采用增深整理剂,做树脂整理,在涤纶纤维上覆盖一层低折射率的树脂薄膜,使织物表观色泽变深。
现介绍采用此两种方法的涤纶特黑织物染整工艺。
我们选取的全涤佐绩麻,生坯194cm或76inch,重量253.79g/m,减量率13%,成品门幅68inch或173cm,成品重量220g/m。
2.涤纶特黑织物的染整工艺:2.1工艺流程:坯布准备→精练→脱水→解布连幅→预定形→减量→染色→脱水→烘燥→增深处理→热定形→成品。
2.2精练:400kg溢流染色机上完成。
主要目的是去除各种杂质,使织物洁净,在湿热条件下使纤维充分回缩,手感柔软。
2.2.1 工艺处方:Na2CO32g/l精练剂3g/l退油灵 3 g/l2.2.2升温曲线:喷嘴的压力在保温时间要达到2.5公斤以上,门幅才可以缩到所要求门幅。
120*30min2℃/min3-4℃/min70℃出机25℃2.3解布连幅:把布一匹一匹的正反面对好连接起来,由绳状转成平幅。
因为是在溢流机上做的布是绳状的。
接头要平直,避免纬斜。
2.4预定形:190℃,车速55m/min,风量90%,落布门幅68inch或173cm,在韩国的二化Tenter 9Cb热定形机上完成。
2.5减量:涤纶长丝织物,尤其强捻和仿真丝绸产品,经碱减量处理后,可以增进织物纱线间空隙,提高悬垂性,是形成丝绸风格重要工序之一,在液流减量机上完成,一般根据客户需要确定减量工艺。
涤纶染色原理和注意事项
1. 涤纶的染色原理是通过染料与涤纶纤维表面的氢键和静电作用相结合。
染料分子
进入纤维内部,并与纤维分子形成稳定的化学键。
2. 涤纶纤维具有较高的油脂、化学品和酸碱的抗性,在染色过程中,需加入适量的
温和的碱液或酸液,以促进染料与纤维表面的反应,提高染色效果。
3. 染色前,需要对涤纶进行预处理,如除油、除杂、漂白等,以确保染料能够均匀
地渗透进入纤维内部。
4. 涤纶染色常采用热染法,即将染料与纤维在高温下进行反应。
热染法可以提高染
色效率和染色的均匀性。
5. 在染色过程中,需要严格控制温度和时间,以避免涤纶纤维的熔融和变形。
通常,涤纶染色的温度范围为120-130°C,时间约为1-1.5小时。
6. 染色过程中的pH值对涤纶染色效果有很大影响。
通常,染色前后的pH值应在中性范围内,以保证染料与纤维的反应能够顺利进行。
7. 涤纶染色时还可以添加助剂,如分散剂、可溶剂、匀染剂等,以改善染料的分散
性和渗透性,提高染色效果。
8. 常见的涤纶染色方法包括浸染法、印花法和粉体染色法。
浸染法适用于纺织品的
整染,印花法适用于图案的印染,粉体染色法适用于涤纶纤维的批量染色。
9. 涤纶染后的纺织品需要经过洗涤、漂白和干燥等后处理工艺,以去除染料残留和
提高染色的亮度和色牢度。
10. 涤纶染色需要注意保护环境,采用环保的染料和染色工艺,以减少废水和废气的
排放,保护生态环境。
染色厂家和消费者也应加强对涤纶染料的监管和使用,遵循相关的
环保法规和标准。
涤纶染色工艺流程
《涤纶染色工艺流程》
涤纶染色工艺是将涤纶纤维进行染色处理,使其具有丰富的色彩和良好的色牢度。
该工艺流程包括预处理、染色、定型等多个环节。
首先是预处理环节,将原始的涤纶纤维进行清洗和预处理,去除纤维表面的杂质和油脂,使纤维表面更容易吸收染料。
接着是染色环节,将预处理后的涤纶纤维放入染缸中,加入染料和辅助剂进行染色。
根据需要,可以采用不同的染色方法,如溶液染色、分散染色、直接染色等,以实现不同的染色效果。
在染色完成后,还需要进行定型处理,即通过热、湿处理,使染料与涤纶纤维之间形成永久性连接,提高染色的色牢度和耐洗度。
此外,还需要对染色后的涤纶纤维进行洗净、干燥等后续处理工艺,最终得到成品涤纶纺织品。
整个涤纶染色工艺流程需要严格控制各个环节的参数和工艺条件,以确保染色结果符合要求。
同时,为了降低生产成本、减少环境污染,也需要不断优化和改进工艺流程,推广使用更环保的染料和工艺技术。
涤纶染色工艺不仅能够实现涤纶纤维的染色,还可以通过调整
染色工艺参数和配方,实现各种不同的色彩效果和染色要求,满足市场对多样化涤纶纺织品的需求。
专利名称:一种涤纶面料的染色工艺专利类型:发明专利
发明人:夏杏珍,孙恒华,徐治平
申请号:CN202010695224.4
申请日:20200719
公开号:CN111809410A
公开日:
20201023
专利内容由知识产权出版社提供
摘要:本发明公开了一种涤纶面料的染色工艺,包括以下步骤:1)先对坯布进行前处理,依次进行碱减量处理、水洗、烘干;2)再将处理好的坯布进行染色,染色时使用的染料的各化学组分以重量份计为:水320‑350份、高温匀染剂50‑60份、醋酸5‑10份、分散染料30‑40份、氨丙基月桂基谷氨酰胺10‑12份、润湿剂10‑20份、磺基琥珀酸三钠3‑5份;先快速升温至90℃,再缓慢升温至
110‑130℃,维持温度在110‑130℃时染色10‑30min;3)将染色后的坯布洗涤15‑30min,然后进行脱水、烘干处理;4)将烘干的坯布通过定型机定型处理后即为染色完成的面料。
本发明提供的染色工艺,大大降低工艺流程时间,节约成本,提高面料的强度和颜色的统一性。
申请人:常州市恒纶纺织有限公司
地址:213000 江苏省常州市天宁区中吴大道585号
国籍:CN
代理机构:广州博士科创知识产权代理有限公司
代理人:宋佳
更多信息请下载全文后查看。
涤纶织物特黑色染色技术
涤纶织物染深色一般不成问题,但如果要染出能满足阿拉伯国家要求的特黑色则就很不容易了。
以前这种特黑色产品日本生产较多,后来转入韩国生产,现在随着中国出口贸易的增加和我国印染质量的提高,我们也开始尝试生产该产品。
为了达到比一般黑色更深的效果,我们从调整染色配方、染整工艺流程:采用增深剂、增深树酯等几方面着手试验和改进,最终生产出满足出口(中东)阿拉伯国家要求的特黑产品,增强了出口竞争力。
加工途径和原理
经过各种染色配方的调整和对比试验发现,无论怎样调整染色配方,选用好的染料,增加染料用量,其黑度的提高仍非常有限;提高染色温度,延长保温时间,减少每缸织物装载量对黑度的提高也只有一点效果,距离要求还相差很远;而使用浴中增深剂也没有多大的作用。
以上各种试验染出的成品与常规的黑色无明显的差异。
然而经过后整理时进行增深剂处理,则黑度有了非常明显的改进,这是因为该增深剂是一种能够大量吸附在织物表面的助剂,能在纤维表面形成沉积,使织物表面产生大量高低不平的凹坑,从而使射入织物表面的光在纤维表面的增深剂的沉积层上产生折射、漫反射,使织物对入射光的吸收性大大增加,反射光大为减少,黑度得到提高。
通过对比试验可知,生产特殊黑色产品的有效途径是在染色后进行增深剂处理。
施加增深剂后容易造成织物纰裂,为了提高增深剂的吸附量和防止增深剂使经纬纱之间容易滑移,某些产品在上增深剂前应添加增深树脂,增深树脂其实是一种防止纰裂的助剂。
特黑染色工艺
虽然我们认为要生产特黑色关键是要采用后整理增深剂工艺,而不是染色配方上的创新,但抓好染色仍是重要一环。
首先要保证染色达到常规染色的最深效果,其次要控制好黑色的色光,不同的客户不同的地区对黑色的要求不同,中东地区国家希望要求偏青光即带有一定蓝色的特黑色,而有些地区可能希望带有一定红光的特黑色,这就需要靠染色配方的调整来加以控制,试验了进口黑和国产黑的分散染色,只要染料浓度足够均能达到要求,但要根据色光偏向的不同再添加一些其他染料来调节色光。
值得注意的是,在染黑色的时候不必再加匀染剂,因为黑色染料用量高,染料本身就有大量的分散剂有较好的分散和匀染作用,黑色本身就不易色花,若加入匀染剂会降低染料的固着率,从而降低黑度,还增加污水中残余染料浓度,既造成浪费,又增加污染,所以染黑色不必加匀染剂。
上树脂工艺
上树脂的目的是提高深度和防止纰裂,因为后
整理增深剂是一种含有机硅的助剂,不但有增深效果,还有很好的柔软性,所以也有很强的纰裂性。
而为了达到增深目的其用量又很大,通常为50~100克/升,所以对容易扒丝的产品很容易产生纰裂性不合格,这就需要上树脂。
树脂既能增加增深剂的吸附性,又能克服增深剂对织物产生的纰裂,特别是对黑度要求高和易扒丝的产品黑度要求愈高,增深剂用量愈多,纰裂就愈严重,故应该先上树脂,然后再上增深剂。
上增深剂
涤纶织物的特黑色加工只有经过采用好的增深剂才能实现。
增深剂有较多品种,且效果相差很大,一般的增深剂价格和氨基硅油柔软剂相差不多,每公斤10元左右,但效果不明显,生产一般的特黑有一定效果,这种增深剂用量一般控制在20克/升,若再提高用量虽然深度能增加,但很容易出现左中右色差、直向条花,其黑度增加有限,而纰裂性和增深色光不均匀性明显增加。
当前进口的增深剂E-BONYBLACK是适用的产品,国产也有不少(牌子)增深剂,但效果一般,不能满足出口到中东地区特黑的要求。
值得注意的是使用该助剂会使成品的湿摩擦牢度下降约0.5级,由于该增深剂有较好的吸湿,织物经过放置一天以后湿摩擦牢度略有回升,但还是要比未增深的产品低0.5级。
为了保证涤纶织物特黑色的质量,其染整加工过程中还要控制好前处理,减量率和染色处方。
预缩时要尽量使织物充分膨松起皱,减量率要(控制)适当偏大,有利于产生凹坑促进增深剂的有效沉积,通过染色配方的调整达到控制黑色色光的目的。