1数控铣床基本操作课件
- 格式:doc
- 大小:244.50 KB
- 文档页数:18
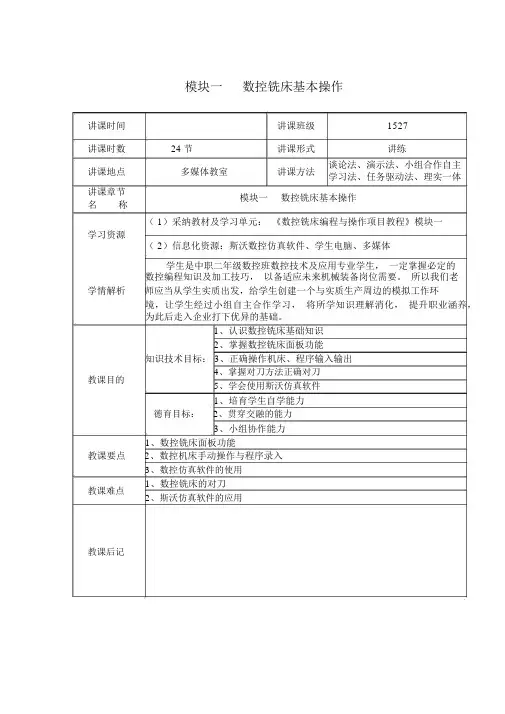
模块一数控铣床基本操作讲课时间讲课班级1527讲课时数24节讲课形式讲练讲课地点多媒体教室讲课方法谈论法、演示法、小组合作自主学习法、任务驱动法、理实一体讲课章节模块一数控铣床基本操作名称( 1)采纳教材及学习单元:《数控铣床编程与操作项目教程》模块一学习资源( 2)信息化资源:斯沃数控仿真软件、学生电脑、多媒体学生是中职二年级数控班数控技术及应用专业学生,一定掌握必定的数控编程知识及加工技巧,以备适应未来机械装备岗位需要。
所以我们老学情解析师应当从学生实质出发,给学生创建一个与实质生产周边的模拟工作环境,让学生经过小组自主合作学习,将所学知识理解消化,提升职业涵养,为此后走入企业打下优异的基础。
1、认识数控铣床基础知识2、掌握数控铣床面板功能知识技术目标: 3、正确操作机床、程序输入输出教课目的4、掌握对刀方法正确对刀5、学会使用斯沃仿真软件1、培育学生自学能力德育目标:2、贯穿交融的能力3、小组协作能力1、数控铣床面板功能教课要点2、数控机床手动操作与程序录入教课难点教课后记3、数控仿真软件的使用1、数控铣床的对刀2、斯沃仿真软件的应用教课内容教课 教课活动过程企图资源使环节 教课内容学生活动教师活动用课前为本节课做准准备播放数控机床视频 思虑并回答以下问题教师发问多媒体备引入留给学生新课基础知识学习学生学习表达思虑空间讲课 内容讲解【课题一】:数控铣床基础知识一、数控铣床数控铣床是用计算机数字化信号控制的铣床。
它把加工过程中所需的各种操作(如主轴变速、进刀与退刀、开车与泊车、选择刀具、供应切削液等)和步骤以及刀具与工件之间的相对位移量都用数字化的代码表示,经过控制介质或数控面板等将数字信息送入专用或通用的计算机 ,由计算机对输入的信息进行办理与运算 ,发出各种指令来控制机床的伺服系统或其余履行机构 ,使机床自动加工出所需要的工件。
二、数控铣床构成数控铣床一般由机床主机、控制部分、驱动部分、刀库及自动换刀装置、辅助部分三、数控铣床的应用处合数控铣床比一般机床具备好多长处,但是这些长处都是以必定条件为前提的。

模块一数控铣床基本操作实训课题1 功能键的使用图1-2机械面板MDI面板各个功能键的作用如表1-1:者往回移动。
光标以小的单位往回移动。
↓:这个键用于将光标向下或者向前移动。
光标以大的单位向前移动。
↑:这个键用于将光标向上或者往回移动。
光标以大的单位往回移动。
表1-1MDI面板功能键的作用机械面板各个功能键的作用如表1-2::表1-2机械面板各个功能键的作用实训项目:1、机床开机:操作步骤:¤第一步接通机床电源;¤第二步机床通电;¤第三步开启压力开关;¤第四步启动系统电源。
2、机床回参考点操作步骤:¤第一步“方式选择”选钮指向“回参考点”;¤第二步“轴选择”选“Z”,Z轴指示灯亮;¤第三步按“轴移动”“+”向,主轴头向上移动,当机床回零后,“参考点”对应的“Z”上方指示灯亮;¤第四步“轴选择”选“X”,X轴指示灯亮;¤第五步按“轴移动”“—”向,工作台沿X轴负向移动,当机床回零后,“参考点”对应的“X”上方指示灯亮;¤第六步“轴选择”选“Y”,Y轴指示灯亮;¤第七步按“轴移动”“+”向,工作台沿Y轴正向移动,当机床回零后,“参考点”对应的“Y”上方指示灯亮;注意:¤不是每次回参考点都能顺利实现,当系统报警显示不能回参考点时,应重新进行回零操作。
¤当超程时,需要解除报警,具体操作:按住“方式选择”选钮指向“JOG”,“轴向选择”选择对应已超程的轴,“超程解除”按钮,按“轴移动”对应的超程反方向移动工作台。
¤为保证安全,应先保证“Z”轴先回参考点。
¤回参考点时,“快速/手轮倍率按键”功能同时起作用。
3、手轮移动工作台操作步骤:¤第一步机床回零;¤第二步“方式选择”旋钮指向“手轮”;¤第三步“主轴、进给保持旋钮”旋钮指向“进给I”位;¤第四步“轴选择”选“X”,X轴指示灯亮;¤第五步“快速/手轮倍率按键”选定“100μm”档位;¤第六步顺时针旋转手轮,移动工作台沿X正向移动至中间位置;¤第七步“轴选择”选“Y”,Y轴指示灯亮;¤第八步逆时针旋转手轮,移动工作台沿Y负向移动至中间位置;¤第九步“轴选择”选“Z”,Z轴指示灯亮;¤第十步逆时针旋转手轮,移动主轴沿Z负向移动至适当位置;¤第十一步“快速/手轮倍率按键”选定不同档位,重复1-10步骤。
模块一数控铣床基本操作授课时间2016.9.19-10.21授课班级1527授课时数 24节授课形式讲练授课地点多媒体教室授课方法讨论法、演示法、小组合作自主学习法、任务驱动法、理实一体授课章节名称模块一数控铣床基本操作学习资源(1)选用教材及学习单元:《数控铣床编程与操作项目教程》模块一(2)信息化资源:斯沃数控仿真软件、学生电脑、多媒体学情分析学生是中职二年级数控班数控技术及应用专业学生,必须掌握一定的数控编程知识及加工技巧,以备适应将来机械装备岗位需要。
所以我们老师应该从学生实际出发,给学生创造一个与实际生产相近的模拟工作环境,让学生通过小组自主合作学习,将所学知识理解消化,提高职业素养,为以后走入企业打下良好的基础。
教学目的知识技能目标:1、了解数控铣床基础知识2、掌握数控铣床面板功能3、正确操作机床、程序输入输出4、掌握对刀方法正确对刀5、学会使用斯沃仿真软件德育目标:1、培养学生自学能力2、举一反三的能力3、小组协作能力教学重点1、数控铣床面板功能2、数控机床手动操作与程序录入3、数控仿真软件的使用教学难点1、数控铣床的对刀2、斯沃仿真软件的应用教学后记教学内容教学环节教学活动过程意图资源使用教学内容学生活动教师活动课前准备播放数控机床视频思考并回答问题教师提问为本节课做准备多媒体引入新课基础知识学习学生学习讲述留给学生思考空间授课内容讲解【课题一】:数控铣床基础知识一、数控铣床数控铣床是用计算机数字化信号控制的铣床。
它把加工过程中所需的各种操作(如主轴变速、进刀与退刀、开车与停车、选择刀具、供给切削液等)和步骤以及刀具与工件之间的相对位移量都用数字化的代码表示,通过控制介质或数控面板等将数字信息送入专用或通用的计算机,由计算机对输入的信息进行处理与运算,发出各种指令来控制机床的伺服系统或其它执行机构,使机床自动加工出所需要的工件。
二、数控铣床组成数控铣床一般由机床主机、控制部分、驱动部分、刀库及自动换刀装置、辅助部分三、数控铣床的应用场合数控铣床比一般机床具备许多优点,但是这些优点都是以一定条件为前提的。
数控机床的应用范围在不断扩大,但它并不能完全代替其它类型的机床,也还不能以最经济的方式解决机械加工中的所有问题。
【课题二】:FANUC-Oi MC数控铣床面板功能FANUC-Oi MC数控系统面板由系统操作面板(包括液晶显示器(LCD),MDI编辑面板),机床控制面板组成。
(一)系统操作面板系统操作面板包括液晶显示器(LCD),MDI(MANUAL DATA INPUT)编辑面板两部分。
液晶显示器位于整个系统操作面板的左上方。
液晶显示器用于显示各种画面, 画面之间可以通过6个软件和6个功能键进行切换。
通过画面的显示,操作者可以了解当前机床运行的状态。
显示屏的下方有一排按键,一共6个,这一排按键就是上面提到的软件。
在软件的上方,显示屏上与软件所对应的文字就是就是该软件在当前显示页面上所具有的功能。
因此在不同显示的页面上,软件所对应屏幕上的文字不同,从而软件在不同页面上有不同的功用。
,MDI编辑面板位于整个系统操作面板的右上方,主要用于对机床系统中数据的输入和输出并可控制屏幕所能显示的画面(上面所提到的六个功能键就在操作面板上),比如:通过该面板可以向机床输入所要运行的程序,并可以通过该面板修改系统中的数据和参数等。
MDI编辑面板由下面各键组成:地址/数字键(共24个)、功能键(6个)、光标移动键(4个)、翻页键(2个)、换挡键(1个)、取消键(1个)、输入键(1个)、编辑键(3个)、帮助键(1个)、复位键(1个)。
各键的详细资料如下:1.数据键(24个)面板上的表示功能说明:地址/数字键由字母、数字及其他符号组成。
我们所要运行的程序中的指令代码(如G00或M01等)、字母(X/Y/Z等)、数字(10、5等)等都在地址/数字键上找的到。
在地址/数字按键上找到与程序中字母和数字相对应的按键,再配合其他按键(如INSET插入键)的使用就可以把我们想要输入的某一程序输入进去。
地址/数据键每个按键通常有两个不同字符组成,通过按下换挡键(SHIFT)可以输入同一按键上的不同字符。
2.功能键(6)所谓的功能键就是画面显示键,一共有六个按键,在机床开启后按下六个键中的任何一个按键,机床将显示出与其相应的画面。
六个功能键的详细功用如下:(1).位置显示键POSITION 位置显示键功能说明:显示刀具当前坐标的画面。
在画面中通常显示出三类坐标值:绝对坐标值,相对坐标值,机床坐标值。
绝对坐标值是在绝对坐标系中显示的值,绝对坐标系是对刀时所设定的那个坐标系(也叫工件坐标系),该坐标值表示当前刀具相对于对刀原点的位置。
相对坐标值表示相对于绝对坐表系中一点(该点是我们在工件坐标系中设定的原点)的相对位置。
机床坐标值在机床坐标系中显示的值,机床坐标系的原点就时所谓的参考点,返回参考点就是返回机床坐标系的原点。
通过多次按位置显示键可以将其中一个坐标系显示转换为当前的主要显示。
另外在刀具加工工件过程中可以从位置显示画面中看到待走刀量,待走刀量就是刀具当前位置与执行完该段程序时位置间的距离。
(2).程序显示键PROGRAM 程序显示键功能说明:程序显示键用来显示加工程序的按键,重复多次按下程序键可以显示不同的程序画面:输入程序画面、修改程序画面、搜索程序画面等。
输入程序画面:在此画面下可以将要输入的加工程序输入刀数控系统中。
修改成程序画面:当需要修改系统里已有的加工程序时,可多次按下程序键,将画面切换到修改程序画面,在此画面下可以对程序进行修改。
搜索程序画面:在此画面下,可以找出数控系统内已有的,我们要找的加工程序。
(3).参数设定/显示键OFFSET/SETT参数设定/显示键ING功能说明:该按键通常用来显示参数或重新设定参数的画面。
按下该按键,通过与软件的配合使用可以显示出偏置、设定等画面。
偏置:按下参数设定/显示键,再按下与屏幕下侧出现的文字“偏置”所对应的软件,就可以显示出偏置画面。
通过该画面可以修改刀具半径补偿,刀具长度补偿、刀具磨损值。
设定画面:按下参数设定/显示键,再按下对应的设定软件,就出现工件坐标系的设定画面。
在该画面下可以设定工件坐标系。
(4).系统参数显示键SYSTEM 系统显示键功能说明;按下此键,并配合软件的使用可以显示出系统不同的参数画面。
在系统参数画面下,可以查看当前所显示的画面参数,并可以对其中的一些参数进行修改。
(5).报警信息显示键MESSAGE 报警信息显示键功能说明:当对机床操作不当时,机床会出现报警。
报警表现出的现象是操作面板上按键的指示灯不断地同时闪烁,机床的右前上方的红灯亮,显示屏上出现报警提示。
当按下复位键消除报警后,按下报警信息显示键,再根据软件上方文字的提示进行操作,可以显示出相应的报警信息画面,通过画面可以看出之前的操作出现报警的原因。
(7).图形显示键GRAPH 图形显示键功能说明:按下该键,根据软件上方文字的提示,配合软件使用可以显示刀具轨迹等画面。
3.换挡键SHIFT 换挡键功能说明:对同一按键上的不同字符进行切换输入。
比如:数据键的每个按键上都有两个字符,通过按下换挡键可以对两字符分别输入。
这里换挡键的功能和电脑键盘上换挡键的功能一样。
4.取消键CANCEL 取消键功能说明:取消键用来删除已输入到缓冲器上的最后一个字符,这与后面要介绍的删除键功能不同。
5.输入键INPUT 输入键6.编辑键(3)编辑键一共三个按键:替换键、插入键、删除键。
ALTER 替换键INSERT 插入键DELETE 删除键功能说明:编辑键在修改、输入、删除加工程序时使用。
通过和光标移动键配合使用,替换键可以替换将已输入到程序中的指令代码替换成要输入的指令代码等。
插入键可以在已输入的程序中间加入新的程序,也可以用来向系统中输入新的程序。
删除键用来删除已输入的程序,这与前面提到的取消键的功能不同,取消键用来取消缓冲器中最后一个字符,该字符还没输入到系统中去。
7.帮助键HELP 帮助键功能说明:按下该键后,根据操作面板上的显示和软件上方文字的显示,配合相应的软件使用,可以获得帮助的信息。
8.复位键RESET 复位键功能说明:当一个加工程序运行完后,按下复位键后可以再次运行新的加工程序。
当机床出现报警时,按下复位键一般都可以消除报警。
9.翻页键功能说明:有些画面太大,或内容较多,在屏幕上一次显示不完,要通过多个画面才能显示完。
这时可用翻页键来查看不同的画面的数据。
翻页键有两个按键,分别用来翻看上一个显示画面和下一个显示画面。
10.光标移动键功能说明:在设定工件坐标系,修改系统参数时,可通过光标移动键来移动显示屏上的光标(屏幕上的一个亮点)在显示屏上的位置,从而可以改动光标当前所在位置上的参数和数据。
光标移动键共有4个按键:上移动、下移动、左移动、右移动。
光标移动键与翻页键的区别:光标移动键只移动光标在当前显示屏上的位置,翻页键用来查看没有显示到的画面的信息。
【课题三】:数控铣床手动操作与试切削(二)系统控制面板系统控制面板位于显示屏的下方:PAGE UP PAGE DOWN 翻页键 光标移动键序号 符号表示 名称 功能说明1自动运行方式在编辑方式下输入程序或从系统中调出程序后,按下此键就可在自动运行方式下运行程序2编辑方式按下此键输入的程序可以保存,并且可以对已有的程序进行查看和修改。
3手动数据输入 按下此键,可输入加工程序,但程序运行完后不会在系统内保存。
4DNC 运行方式5手动返回参考点原点机床启动后,可按下此键,在配合各轴的使用,就可让机床返回参考点。
6 手动运行键按下此键,可与控制面板上的各轴按键配合使用,能在控制面板上对轴进行控制。
7 手动增量运行8 手轮方式在控制面板上按下此键和手持单元件按键,就可对刀具的位置进行调整。
9 手动绝对输入10 辅助功能锁住按下此键后,程序中的辅助功能就不会被机床执行了。
11 Z轴锁住按下此键,在程序运行过程中,Z轴就不会上下移动了。
12 单段执行按下此键后,按一次循环启动键,程序就被执行一个程序段。
13 跳选程序段按下此键后,程序中程序段开头有“/”的就被跳过不执行。
14 M01选择停此按下此键,在程序中遇到M01代码时,就会自动停此程序。
15 手轮示教方式16 手轮倍率控制面板上有4个手轮按键:0.001、0.01、0.1、1,分别为在原有的进给速率上的倍数,但第四个按键被禁用。
17 面板轴选择控制面板上有6个按键,但只有3轴按键个有效:X、Y、Z轴,在按下手动运行键或手动返回参考点键时,可在分别按下X、Y、Z键进行刀具位置的手动控制。
18 RESTART 程序再启动该键用于从程序的某一程序段上进行启动。