加工表面质量
- 格式:ppt
- 大小:5.79 MB
- 文档页数:38
浅谈机械加工零件表面的质量控制措施机械加工零件表面质量对于产品的性能和外观有着重要影响,因此对于机械加工零件表面质量的控制尤为重要。
本文将从机械加工零件表面的质量要求、表面质量的评价和控制措施三个方面进行论述。
一、机械加工零件表面的质量要求机械加工零件表面的质量要求包括光洁度、平整度、粗糙度和表面缺陷等方面。
1. 光洁度要求:光洁度是指零件表面的平滑程度,光洁度的要求取决于零件所处的工作环境以及外观要求。
对于机械零件的表面,要求表面光滑、无明显的划痕和凹凸不平,以保证零件配合的精度和摩擦的稳定性。
2. 平整度要求:平整度是指零件表面的平坦程度,主要包括平面度、轮廓度等指标。
平整度的要求取决于零件的安装和工作要求,例如对于密封面零件,要求平面度较高,以确保密封性能。
3. 粗糙度要求:粗糙度是指零件表面的粗糙程度,常用Ra值来表示。
粗糙度的要求取决于零件的工作环境和功能要求,例如对于滑动副零件,要求表面粗糙度较低,以减小摩擦阻力和磨损。
4. 表面缺陷要求:表面缺陷包括划痕、毛刺、气孔、裂纹等。
表面缺陷的要求取决于零件的功能和外观要求,例如对于高精度的零件,要求表面无明显的划痕和缺陷,以保证零件的性能和外观质量。
二、表面质量的评价机械加工零件表面质量的评价可以通过目视检查、手感检查、测量检查等方法进行。
1. 目视检查:通过肉眼观察零件表面的光洁度、平整度和表面缺陷等方面的质量。
目视检查主要适用于外观质量要求较高的零件。
2. 手感检查:通过手触零件表面来判断光洁度、平整度和表面缺陷等方面的质量。
手感检查主要适用于外观质量要求较低但性能要求较高的零件。
3. 测量检查:通过使用测量仪器对零件表面的光洁度、平整度、粗糙度等指标进行测量,以得到数值化的表面质量数据。
测量检查主要适用于对表面质量有精确要求的零件。
三、控制措施为了保证机械加工零件表面质量的控制,可以采取以下措施。
1. 加工前准备措施:在进行加工前,要对机床、刀具等进行检查和维护,保证加工设备的正常运行。
金属加工表面质量的影响因素及改进措施1.表面质量的含义任何机械加工的表面,不可能是理想的光滑表面,总是存在一定的微观几何形状误差。
表面材料在加工时受切削力、切削热的影响,也会使原有的物理一机械性能发生变化。
表面质量包括:(1)加工表面粗糙度。
是指加工表面的较小间距和微小峰谷的微观几何形状误差。
(2)表面层的物理——机械性能变化。
物理一机械性能变化主要有以下三个方面的内容:①表面层的冷作硬化。
在机械加工过程中,工件表面层金属产生了强烈的塑性变化,使表层的强度和硬度都有所提高,称表面冷作硬化。
②表面层残余应力。
在切削加工过程中,由于切削变形和切削热的影响,在加工表面会产生残余应力,如果残余应力超过材料的屈服强度,就会产生表面裂纹,表面的微观裂纹将给零件带来严重的隐患。
③表面层金相的变化。
工件表面经磨削精加工时,磨削产生的高温,会烧坏工作表面,使淬火钢件表面退火,引起表层金属发生相变,将大大降低表面层的物理一机械性能。
2.机械加工表面质量对机器使用性能的影响2.1 对耐磨性的影响(1)表面粗糙度对零件表面磨损的影响。
表面粗糙度值愈小,其耐磨损性愈好。
但表面粗糙度值太小,润滑油不易储存,接触面之间容易发生分子粘接,磨损反而增加。
(2)表面冷作硬化对耐磨性的影响。
加工表面的冷作硬化一般可使耐磨性提高。
但过分的冷作硬化将引起金属过度疏松,甚至出现裂纹和表层金属的剥落,使耐磨性下降。
2.2 对疲劳强度的影响金属受交变载荷作用后产生的疲劳破坏,往往发生在零件表面和表面冷硬层下面,因此零件的表面质量对疲劳强度影响很大。
(1)表面粗糙度对疲劳强度的影响。
在交变载荷作用下,表面粗糙度的凹谷部位容易引起应力集中,产生疲劳裂纹。
表面粗糙度值愈大,表面的纹痕愈深,纹底半径愈小,抗疲劳破坏的能力就愈差。
(2 )残余应力、冷作硬化对疲劳强度的影响。
表面层残余拉应力,将使疲劳裂纹扩大,加速疲劳破坏;而表面层残余压应力,能够阻止疲劳裂纹的扩展,延缓疲劳破坏的产生:表面冷硬化一般伴有残余压应力的产生,可以防止裂纹产生并阻止已有裂纹的扩展,对提高疲劳强度有利。
影响机械加工表面质量的因素及采取的措
施
机械加工表面质量受到多种因素的影响,以下是一些常见因素及采取的措施:
1. 切削参数:
- 切削速度:过高的切削速度可能导致表面粗糙度增加,应根据工件材料和刀具选择适当的切削速度。
- 进给速度:过高的进给速度会增加切削力,可能导致振动和不稳定,影响表面质量,应选择适当的进给速度。
- 切削深度:过大的切削深度可能导致切削力增加和刀具失稳,影响表面质量,应选择适当的切削深度。
2. 刀具选择:
- 刀具材料和涂层:选择适当的刀具材料和涂层,能够提供更好的切削性能和寿命,有利于提高表面质量。
- 刀具尺寸和几何形状:选择合适的刀具尺寸和几何形状,以确保切削稳定性和表面质量。
3. 工件夹持和支撑:
- 夹持方式:选择适当的夹持方式和夹具,确保工件固定稳定,避免振动和变形,有利于提高表面质量。
- 支撑结构:对于柔性或薄壁工件,提供适当的支撑结构,以减少振动和变形,有助于改善表面质量。
4. 切削润滑和冷却:
- 切削润滑剂:使用适当的切削润滑剂,可以减少摩擦和热量,改善切削过程,提高表面质量。
- 冷却剂:使用合适的冷却剂冷却切削区域,防止过热,减少切削力和刀具磨损,有利于提高表面质量。
5. 切削震动和振动控制:
- 刀具和工件的几何匹配:确保刀具和工件的几何匹配,减少切削震动和振动的发生,有助于提高表面质量。
- 切削参数的优化:通过调整切削参数,降低切削震动和振动的发生,有助于改善表面质量。
以上是一些常见的影响机械加工表面质量的因素和采取的措施。
在实际应用中,还需根据具体情况进行综合考虑和调整,以获得满足要求的表面质量。
加工表面质量名词解释
加工表面质量是指通过加工制造过程中对零件表面的加工精度、表面形状、表面光洁度等方面的要求。
下面是一些常见的加工表面质量名词解释:
1. 光洁度:表面光滑程度的度量,通常使用Ra值表示。
Ra值越小,表面越光滑。
2. 平面度:平面与某个基准面之间的最大距离差,通常使用mm或μm表示。
3. 圆度:圆形轮廓与理论圆形之间的最大距离差,通常使用mm或μm表示。
4. 残余毛刺:加工后留在零件表面的微小凸起,通常使用μm 表示。
5. 毛坯余量:零件加工后与最终尺寸之间的距离差,通常使用mm或μm表示。
6. 粗糙度:表面的不规则程度,通常使用Rz、Rmax、Rt值表示。
Rz值越小,表面越光滑。
这些参数通常用于描述零件表面的质量要求,以确保零件能够达到其设计要求并且具有所需的性能和可靠性。
机械加工表面质量1. 简介机械加工表面质量是机械制造过程中一个重要的质量指标,其直接影响着制品的外观和性能,特别是在涉及到接触表面的机械零件中。
机械加工表面质量的好坏会直接影响到摩擦、磨损、润滑和密封等方面的性能。
因此,对于机械加工表面质量的控制和评估非常重要。
2. 常见的机械加工表面缺陷机械加工表面质量的主要缺陷包括以下几种:2.1 粗糙度粗糙度是表面峰谷的高低起伏程度的度量,它直接影响到接触面的摩擦性能和润滑性能。
通常,粗糙度越小,表面质量越好。
2.2 铁锈机械加工过程中,如果没有采取适当的防护措施,金属表面容易受到空气中的氧气和水蒸气的腐蚀而产生铁锈。
铁锈不仅会损坏表面的光洁度,还会降低金属的强度和耐腐蚀性能。
2.3 划痕和切削工艺痕迹在机械加工过程中,操作不当或切削刀具磨损会导致表面出现划痕和切削工艺痕迹。
这些痕迹会影响零件的密封性能和外观质量。
2.4 焊接瑕疵在焊接过程中,不完全熔化、气孔、裂纹等问题容易导致焊接瑕疵。
焊接瑕疵不仅会降低表面质量,还会影响焊接接头的强度和密封性能。
2.5 水渍机械加工过程中,如果不对工件进行适当的清洗,可能会在表面留下水渍。
水渍不仅会降低表面的光洁度,还会影响涂层的附着力和防腐性能。
3. 表面质量评估为了评估机械加工表面质量,常见的方法包括目测评估和仪器测量两种。
3.1 目测评估目测评估是通过肉眼观察和触摸来对表面质量进行评估。
一般来说,表面光洁度、缺陷的数量和大小以及表面的平整程度可以通过目测进行初步评估,但是目测评估存在主观性较强,缺乏量化数据的问题。
3.2 仪器测量仪器测量可以通过使用专业的测量仪器来获取表面质量的精确数据。
常用的仪器包括三坐标测量仪、表面粗糙度测量仪等。
这些仪器可以对表面的粗糙度、平整度、峰谷高度等参数进行测量,并生成相应的数据报告。
4. 改善机械加工表面质量的方法为了改善机械加工表面质量,可以采取以下几种方法:4.1 选择合适的切削刀具和工艺参数在机械加工中,选择合适的切削刀具和工艺参数是提高表面质量的关键。
简析机械加工表面质量对零件使用性能的影响问题
机械加工表面质量对零件的使用性能有很大的影响,它直接影响到零件的摩擦、磨损、耐蚀性和疲劳寿命等方面。
以下是对机械加工表面质量影响因素的简析:
1. 摩擦和磨损:机械加工表面的粗糙度会直接影响零件与其他物体之间的摩擦及磨
损情况。
如果表面太光滑,摩擦系数往往会较高,在摩擦过程中容易产生滑脱现象;而如
果表面太粗糙,摩擦系数虽然较低,但易引起磨损严重。
要根据实际情况选择合适的加工
表面质量,以达到最佳的摩擦和磨损阻力。
2. 耐蚀性:机械加工表面质量对零件的耐蚀性也有很大影响。
粗糙表面易于积存氧
化物和磨料,从而加速零件的腐蚀过程;而光滑表面往往能更好地抵御外部环境的侵蚀。
所以,在需要耐蚀性较高的零件上,要尽可能采用较为光滑的加工表面质量。
3. 疲劳寿命:机械加工表面质量还会对零件的疲劳寿命产生影响。
粗糙表面容易形
成微小的裂纹和应力集中点,从而加速零件的疲劳破坏;而光滑表面则能减少应力集中,
延长零件的使用寿命。
在需要较高疲劳寿命的零件上,应该优先考虑提高加工表面的光滑度。
机械加工的表面质量对零件的使用性能有着显著的影响。
为了提高零件的使用寿命和
工作效率,需要根据具体应用需求选择合适的加工表面质量,并通过合理的加工工艺和设备,确保零件的表面质量达到要求。
影响机械加工表面质量的因素及改进措施
一、影响机械加工表面质量的因素。
1.机床和刀具破损:机床体系及其附件的破损,会影响刀具的正常安
装及运行,从而产生肉眼可见的小硬斑、节肢及拉伤着痕等。
刀具的破损,也会影响机加工表面的质量,表现在高点、拉伤、刀印等方面,增大机加
工表面质量不稳定性及表面粗糙度。
2.刀具磨损:刀具工作经过一段时间,就会变得锋利变尖,从而影响
机械加工表面质量,表现为断刃,切口拉伤等,给进程控制带来更多的困难,增加了失效率。
3.加工环境:通常条件下,温度、湿度、噪声及污染等外界环境因素,会影响机械加工表面质量,表现为减少刀具的硬度,使刀具失去钝化作用,从而影响机械加工表面的质量。
4.加工工艺:在机械加工过程中,不同的加工工艺选择,会影响机械
加工表面的质量,如使用过大的进给量或过长的切削时间,则会使刀具快
速磨损,影响加工表面质量。
二、改善措施。
1.检查机床及刀具:定期检查机床及刀具的破损情况,及时更换破损
的部件,使刀具能够正常工作。
2.控制刀具磨损:合理控制刀具的运行时间,根据不同材料选择合适
的刀具,以满足机械加工工艺要求,并减少刀具的损。

机械加工表面质量机器零件的破坏,一般都是从表面层开头的。
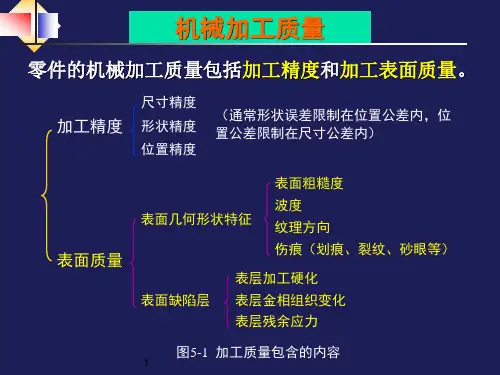
一、加工表面质量的概念加工表面质量包含以下两个方面的内容:1.加工表面的几何形貌(1)表面粗糙度(2)表面波纹度(3)表面纹理方向(4)表面缺陷2.表面层材料的物理力学性能(1)表面层的冷作硬化(2)表面层残余应力(3)表面层金相组织变化二、机械加工表面质量对机器使用性能的影响1.表面质量对耐磨性的影响(1)表面粗糙度对耐磨性的影响(2)表面冷作硬化对耐磨性的影响(3)表面纹理对耐磨性的影响2. 表面质量对零件疲惫强度的影响3. 表面质量对抗腐蚀性能的影响4.表面质量对零件协作性质的影响三、加工表面的表面粗糙度切削加工的表面粗糙度值主要取决于切削残留面积的高度。
加工塑性材料时,切削速度v对加工表面粗糙度加工相同材料的工件,晶粒越粗大,切削加工后的表面粗糙度值越大。
适当增大刀具的前角,可以降低被切削材料的塑性变形;降低刀具前刀面和后刀面的表面粗糙度可以抑制积屑瘤的生成;增大刀具后角,可以削减刀具和工件的摩擦;合理选择冷却润滑液,可以削减材料的变形和摩擦,降低切削区的温度;实行上述各项措施均有利于减小加工表面的粗糙度。
四、加工表面的物理力学性能(一)表面层材料的冷作硬化1.冷作硬化的评定参数2.影响冷作硬化的因素(1)刀具的影响(2)切削用量的影响(3)加工材料的影响(二)表面层材料金相组织变化假如磨削区温度超过马氏体转变温度而未超过相变临界温度(碳钢的相变温度为723℃),这时工件表层金属的金相组织,由原来的马氏体转变为硬度较低的回火组织(索氏体或托氏体),这种烧伤称为回火烧伤;假如磨削区温度超过了相变温度,在切削液急冷作用下,表层金属将发生二次淬火,硬度高于原来的回火马氏体,里层金属则由于冷却速度慢,消失了硬度比原先的回火马氏体低的回火组织,这种烧伤称为淬火烧伤;若工件表层温度超过相变温度,而磨削区又没有冷却液进入,表层金属便产生退火组织,硬度急剧下降,称之为退火烧伤。
机械加工表面质量第三章一、机械加工表面质量的定义机械加工表面质量是指机械加工过程中所得到的工件表面的光滑度、粗糙度和形状偏差等特征的综合表征。
在机械加工过程中,工件表面的质量对于产品的功能和外观有着非常重要的影响。
因此,在机械加工中,必须对工件的表面质量进行严格控制,以保证产品的性能和质量。
机械加工表面质量的评定主要包括以下几个方面:1.光滑度:表面的光滑度是指表面平整度和光泽度的综合评价。
优良的光滑度可以提高工件的表面美观度,并减少与介质之间的摩擦和粘附。
2.粗糙度:表面的粗糙度是指表面上微小凹凸的高度和间距。
粗糙度对于工件的摩擦、磨损和密封性能有着重要的影响。
粗糙度越小,表面越光滑,摩擦系数越小。
3.形状偏差:形状偏差主要包括平面度、直线度、圆度和轮廓度等。
形状偏差反映了工件表面轮廓与理想轮廓之间的偏离程度。
形状偏差对于工件的密封性能、装配性能和运动精度有着重要的影响。
二、机械加工表面质量的评定方法机械加工表面质量的评定方法主要包括两种:检验法和测量法。
2.1 检验法检验法是通过肉眼或放大镜观察工件表面的外观和质量特征进行评定。
这种方法简单直观,适用于工件表面质量要求不高的情况。
常见的检验法包括目视检查、放大镜检查和样品比对检验等。
2.2 测量法测量法是利用各种测量仪器对工件表面的光滑度、粗糙度和形状偏差等进行定量测量和评定。
测量法具有高精度、高灵敏度的特点,适用于对工件表面质量要求较高的情况。
常见的测量方法包括光学测量、机械测量和电子测量等。
2.2.1 光学测量光学测量是利用光学仪器进行工件表面质量的测量和评定。
常见的光学测量方法有:•白光干涉法:利用白光的干涉原理测量工件表面的形状偏差。
•投影仪测量法:利用投影仪进行工件表面形状偏差的测量。
•激光扫描法:利用激光扫描仪对工件表面进行扫描,获取工件表面形状的三维信息。
2.2.2 机械测量机械测量是利用机械仪器对工件表面质量进行测量和评定。
常见的机械测量方法有:•宏观测量法:利用尺子、卡尺等测量工具对工件表面的尺寸、平面度等进行测量。